- Учителю
- Заточка ножовки, стамески,ножа, рубанка 8 класс
Заточка ножовки, стамески,ножа, рубанка 8 класс
Тема урока: Заточка ножовки, стамески. ножа рубанка. 8 класс.5 тема
Цель: Формировать у учащихся умение заточки столярного инструмента; научить правилам и последовательности заточки деревообрабатывающего инструмента; развивать технические знания в области резания материалов; воспитывать дисциплинированность и точность при выполнении работы.
Задачи урока :
обучающая - ознакомление с приемами заточки и доводки дереворежущих инструментов, формирования у учащихся умения заточки столярных инструментов, дать понятие прифуговки зубьев солярных пил и ножовок ;
развивающая - развивать технические знания в области резания материалов;
воспитательная - воспитывать дисциплинированность, аккуратность и точность при выполнении работы.
Оснащение урока : дереворежущий инструмент ( стамеска , долото, ножи рубанка или фуганка, столярная ножовка ), абразивные бруски, оселки, трехгранный напильник, напильник в колодке, ромбический напильник, разводка; ПК, презентация « Заточка дереворежущих инструментов»
Методы обучения: рассказ, фронтальный опрос, демонстрация инструментов, приемов работы, практическая работа.
Тип урока - комбинированный.
Опорные понятия: оселок, доводка, правка, заусенцы, абразивный инструмент, абразивный брусок, прифуговка.
Время проведения
Прежде, чем приступить к обработке материалов режущими инструментами, необходимо проверить их надежность, работоспособность. Инструмент должен быть всегда налажен, хорошо заточен. В ходе этого урока ученики знакомятся с приемами и последовательностью заточки долот, стамесок , столярных ножовок . Объяснение учителем процесса заточки сопровождается показом презентации.
Ход урока
п/п
Этапы урока
Действия учителя
Деятельность учеников
Организационный момент
Приветствие,
контроль посещаемости,
проверка готовности учащихся к уроку
Приветствие учителя, наличие спецодежды, письменных принадлежностей
Проверка ранее изученного материала
Работа с классом: тестирование
Выполнение теста «Конструкторская и технологическая документация»
Сведения о процессе изготовления изделий приведены:
на чертеже изделия;
на техническом рисунке; на сборочном чертеже; на технологической карте.
технологическая документация - это: комплект графических и текстовых документов; единая система конструкторской документации;
графические и текстовые документы, определяющие технологию изготовления изделия.
Основными технологическими документами являются:
схема, чертеж, эскиз;
маршрутная, операционная карта и технологическая операция;
технологическая, маршрутная и операционная карта.
Технологическая карта - это:
документ, в котором записан весь процесс обработки детали и изделия;
операция, выполняемая на одном рабочем месте;перечень переходов и установок.
Технологическая операция - это:
часть всего производственного процесса;
законченная часть технологического процесса, выполняемая на одном рабочем месте; описание отдельных маршрутов, в технологии изготовления.
Точение на токарном станке - это:технологическая операция;
технологический переход; маршрутная карта.
Переход к изучению новой темы
В процессе работы режущая кромка инструмента в результате истирания и выкрашивания затупляется. Работать таким инструментом гораздо труднее, т.к. резец уже не перерезает волокна древесины, а сминает и разрывает их. В результате качество обработанной поверхности снижается. Поэтому периодически выполняют заточку режущих инструментов.
План
приемы заточки стамески и ножа рубанка ;
приемы заточки столярной ножовки ;
правила безопасности во время работы.
Записать в тетрадях тему урока и план работы.
Изучение новой темы
Рассказ и демонстрация приемов работы
Ножи рубанков , лезвия долот и стамесок затачивают при помощи заточного станка. Вращение его осуществляется вручную при помощи рукоятки или от электродвигателя. Затачивают инструмент на точиле до образования по всему лезвию тонкой и ровной кромки заусенцев.
После заточки лезвие инструмента доводят на абразивных брусках с мелкими зернами (оселки). Инструмент прижимают к поверхности бруска передней гранью и перемещают из стороны в сторону круговыми движениями. Затем доводят фаску лезвия. Так, чередуя эти операции, делают до тех пор, пока лезвие не станет острым, без заусенцев. Надо периодически поворачивать инструмент с одной стороны в другую, пока обе грани лезвия не будут отполированы до блеска. Движения руки должны становиться все более частыми и легкими, и поворачивать инструмент следует все чаще. При этом необходимо следить за тем, чтобы затачиваемая фаска плотно прилегала к оселку.
Во время заточки необходимо постоянно контролировать качество заточки ножа. Режущая кромка у правильно заточенного ножа расположена строго под прямым углом к боковой грани. Проверить это можно с помощью угольника. Качество заточки (качество среза поперек волокон) проверяют с помощью деревянного бруска или тетрадного листа. Необходимо провести по нему лезвием: если срез получится без задиров, с ровными краями, значит, инструмент уже достаточно острый. Ни в коем случае нельзя проверять качество заточки пальцем, проводя по лезвию вдоль или поперек.
Работать пилой, если она тупая или неисправная, тяжело и непроизводительно. Поэтому, прежде чем начать работу, необходимо привести пилу в порядок и убедиться в правильности ее заточки.
Прифуговка (или фугование) - выравнивание зубьев по высоте. Для выравнивания используют специальное приспособление, деревянную колодку с прорезью, куда вставляют напильник и пилу; фугуют зубья до тех пор, пока на вершине каждого из них не образуется небольшая плоскость.
Развод зубьев пилы. Зубья по всей длине пилы разгибают поочередно в противоположные стороны.
Заточка зубьев пилы.
В зависимости от формы зубьев пил их затачивают по разному.
Пилы, предназначенные для продольного пиления материала, закрепляют в тисках или в специальном приспособлении. Начинают работу трехгранным напильником с правой стороны. Происходит одновременная обработка передней грани одного и задней грани соседнего зуба. Каждый зуб затачивают до тех пор, пока вершина не станет острой, т. е. образуется режущая кромка. Пилы для разрезания материала поперек волокон затачивают в специальном приспособлении, позволяющем установить полотно под определенным углом, затачивают только зубья, разведенные «от себя», направляя напильник под углом 60-700 к полотну. Обе грани зуба затачивают с одинаковым наклоном. Затем полотно поворачивают и повторяют операцию. По каждому зубу пилы необходимо проходить напильником одинаковое количество ходов, чтобы все зубья остались одинаковыми по высоте. Ученики слушают учителя и записывают основные понятия в рабочих тетрадях.
Самостоятельная работа
Какие правила техники безопасности необходимо соблюдать при заточке режущего инструмента?
Проверка записей в тетради.
Примерные ответы учащихся:
Надежно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины).Обе руки держать на ноже.
Не делать сильных, резких движений. Не проверять качество заточки пальцем или ногтем. При заточке и разводе зубьев пилы остерегаться ранения рук.Закрывать не затачиваемые зубья пилы специальным чехлом.
Не производить заточку инструмента без разрешения учителя.
Практическая работа
Корректировка хода практической работы.
Контроль за соблюдением правил безопасной работы.
Анализ успехов и ошибок в практической работе
-Подготовка рабочего места.
-Выбор абразивных брусков для заточки и правки.
-Заточка на крупнозернистом бруске.- Правка на мелкозернистом бруске.
-Проверка качества заточки инструмента.
Закрепление изученного материала
Почему лезвия инструментов периодически нужно затачивать?
От степени заточки зависит качество обработки древесины. Заточка некачественным и затупленным инструментом требует больших затрат времени и усилий и не гарантирует получения качественного изделия. Кроме того, в работе легче поранить руки тупым инструментом, чем остро заточенным.Как снимаются заусенцы с лезвия?
Заусенцы снимаются на мелкозернистом бруске - оселке.
Как затачивают стамески , долота и ножи для стругов?
Для снятия крупных неровностей применяют заточной станок. Используются абразивные бруски с крупным зерном. Заточку производят до появления заусенцев. Далее заусенцы снимают, затачивая на мелкозернистых брусках (до отпадания заусенцев). Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске - оселке.
Для чего нужна прифуговка зубьев пилы? Прифуговка зубьев пилы необходима для того, чтобы зубья стали одной высоты. Как производят развод зубьев пилы?При разводе зубья пилы через один отгибают в одну сторону, а пропущенные зубья - в противоположную. Почему трудно пилить пилой с неразведенными зубьями?В результате развода зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
Подведение итогов урока
Оценка практической работы учащихся; анализ допущенных ошибок
Уборка рабочих мест, привести себя в порядок.
Заточкой и доводкой режущего инструмента
называется восстановление нормальной режущей его способности
абразивными кругами, брусками различной зернистости или
напильниками. Заточку осуществляют на заточных станках (точилах)
с одним или двумя абразивными кругами.
Абразивные бруски могут быть различной формы: квадратные БКв,
плоские БП, трехгранные БТ, круглые БКР, полукруглые БПкр.
Абразивные бруски изготавливают из электрокорунда белого или
карбида кремния зеленого с зернистостью 16, 12, 10, 8, 6, 5,.4, 3,
М40, М28, М20, М14 различной твердости. При заточке и правке
бруски смачивают водой, керосином или маслом.
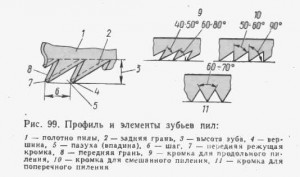
Рис. 99. Профиль и элементы зубьев пил:
1 - полотно пилы, 2 - задняя грань, 3 - высота зуба, 4 - вершина, 5
- пазуха (впадина), 6 - шаг, 7 - передняя режущая кромка, 8 -
передняя грань, 9 - кромка для продольного пиления, 10 - кромка для
смешанного пиления, 11 - кромка для поперечного пиления
При заточке инструментов кругами следует иметь в виду, что
твердость одного и того же круга существенным образом изменяется от
условий его работы - окружной скорости, толщины снимаемого слоя,
скорости подачи, твердости и вязкости затачиваемого инструмента.
При увеличении окружной скорости одной и той же подачи инструмента
уменьшается толщина стружки, снимаемой каждым зерном, и усилие
выкрашивания зерна. Поэтому круг будет казаться более твердым, чем
при меньшей скорости его вращения.
Чем тверже материал затачиваемого инструмента, тем быстрее тупятся
зерна и тем быстрее должны вступить в работу новые, острые зерна
круга. Следовательно, чем тверже инструмент, тем мягче должен быть
абразивный круг.
Заточка пил, для дерева.
Грани зубьев пил (рис. 99), предназначенных для продольной
распиловки, затачивают под прямым углом к боковой поверхности зуба.
У пил для поперечной распиловки переднюю и заднюю грани зубьев
затачивают под острым углом к боковой поверхности ( косая заточка
). Косую заточку зубьев делают на обеих гранях. Угол косой
заточки для обычной торцовки хвойной древесины делают от 45 до
50°; для чистовой торцовки хвойной древесины и для торцовки
древесины твердых лиственных пород угол заточки должен быть
60-70°.Зубья пил затачивают абразивными кругами или напильниками.
Для заточки пил по дереву применяют трехгранные, ромбические,
круглые и плоские напильники. В целях сохранения профиля зубьев и
уменьшения износа пилы при заточке снимают с передней и задней
граней зуба одинаковый слой металла. Во избежание появления цветов
побежалости (засинения) зубьев при заточке пилы на абразивном
круге пилу затачивают за несколько проходов (не менее трех). При
последнем проходе легким нажимом зуба на круг формируют и доводят
режущие кромки.
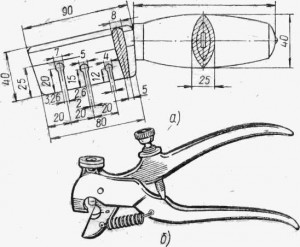
Рис. 100. Приспособления для развода зубьев пил:
а - ручная разводка, б - разводные щипцы для тонких пил
Предварительную заточку пил рекомендуется производить кругами
средней твердости С и СТ (зернистость 50-40), окончательную
заточку - кругами зернистостью 16-12, а доводку - кругами
зернистостью 10-6.
После заточки пилы для уменьшения трения Задних поверхностей
зубьев о поверхность пропила зубья пилы разводят, т. е. поочередно
отгибают один зуб в одну сторону, следующий в другую и т. д.
Величину развода зубьев делают в зависимости от породы и влажности
разрезаемой древесины, от ширины пилы (и диаметра если пила
дисковая). У новой пилы развод зубьев делают на 0,1 - 0,15 мм
больше. Величина развода зубьев с обеих сторон должна быть
одинаковой и не превышать половины толщины полотна пилы.
Применяют следующие способы развода зубьев: отгиб зуба ручной
разводкой (рис. 100), специальными щипцами (оба для тонких пил),
отгиб зуба ударом молотка, зуб пилы при этом способе помещают на
наковальне, имеющей скос, соответствующий требуемой величине
развода; отгиб зубьев на специальных станках.
Величину развода проверяют щаблоном или индикаторным прибором
(рис. 101, а-в). Развод вручную необходимо делать по шаблону
«впритирку». Шаблон должен только слегка касаться кончика зуба.
Лучше применять двусторонние шаблоны, у которых одна сторона
(проходная) имеет зазор, равный заданной величине развода плюс 0,65
мм.При разводе вручную пилу зажимают в тиски или закрепляют в щель
пропила зубьями вверх. Для затачивания и развода полотно пилы
закрепляют несколько ниже оснований зубьев.
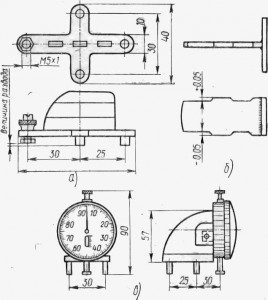
Рис. 101. Шаблоны для проверки величины развода пил:
а - с регулируемым зазором, б - двусторонний с проходной и
непроходной сторонами, в - индикаторный прибор
При разводе отгибают только верхнюю часть зуба - не более 1/3
его высоты. Для устойчивости развода при отгибании зуба
одновременно повертывают его переднюю грань во внешнюю сторону.
Все зубья должны быть одинаковы по высота, шагу и углу при вершине,
не иметь заусенцев и цветопобежалостн на режущих кромках. У пил для
поперечной расшшовки косая расточка должна быть одинаковая на обеих
гранях. Отклонение величины развода у зубьев не должно превышать
0,1 мм.
Заточка строгальных железок.
Строгальные железки - шерхебельные, рубаночные одинарные, рубаночные двойные, полуфуганочные двойные, фуганочные двойные, цинубельные, зензубельные, гальтельные, калевочные и др. - выпускаются толщиной лезвия не менее 0,3 мм (без окончательной заточки ). Железки затачивают на точильных станках, «мокром точиле» и брусками (рис. 102, а-г).При заточке железок необходимо соблюдать следующие правила: круг должен иметь твердость М или С, зернистость точильного круга должна быть: для предварительной заточки 32-20, окончательной - 16-20 и доводки - 8-5, заточку выполняют за один проход плоскими кругами, это облегчает последующую заточку брусками. Направляющие у суппортов должны быть строго прямолинейными и горизонтальными. Круг должен вращаться в направлении от режущей кромки к задней стороне железки. Нажим должен быть легким, одинаковым по всей длине железки. Толщина слоя, стачиваемого за один проход, не должна превышать 0,01 мм,. скорость продольной подачи железки при первых проходах должна быть не более 200-250мм/с, а в конце заточки при формировании режущей кромки - не более 80-100 мм/с.
После заточки проверяют прямолинейность режущей кромки
(вогнутость или выпуклость не должны превышать 0,2 мм). При
строгании хвойной древесины угол заострения ножа железки должен
быть 30-40°, при строгании твердых пород - 50°. После снятия
заусенцев режущую кромку доводят мелкозернистым бруском, смазанным
машинным маслом. Заусенцы снимают бруском. При доводке вогнутой
режущей кромки брусок к ней легко прижимают под небольшим
углом.Режущие кромки рубаночных, фуганочных и цинубельных железок
должны быть перпендикулярны к продольным граням. Кромка загнутого
конца контржелезки должна плотно прилегать по всей ширине к
полированной поверхности рабочей части железки с зазором не более
0,1 мм. Разница в ширине контржелезки в месте соединения с железкой
допускается не более 0,5 мм.
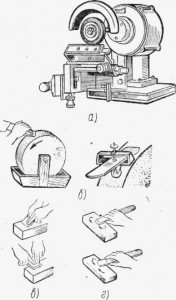
Рис. 102. Заточка и правка ножей, железок и стамесок:
а - заточка ножа электрорубанка, б - заточка железки рубанка на
«мокром точиле», в - заточка на бруске, г - правка на бруске
Заточка стамесок.
Стамески затачивают на круге на заточном станке и брусками под
углом 25-30°. После заточки на круге режущие кромки стамески
доводят мелкозернистым бруском. Сначала доводят поверхность,
обработанную абразивным кругом, затем стамеску кладут
противоположной стороной на по-% верхность " бруска и несколькими
кругообразными движениями снимают заусенцы. Брусок во время доводки
инструмента смачивают водой или смесью, состоящей из одной части
глицерина и двух частей денатурированного спирта; такая смесь легко
смывается с бруска водой.Бруски периодически необходимо промывать
теплой водой или смесью, состоящей из одной части вазелинового
масла и трех частей керосина.
Радиусные стамески затачивают на абразивном круге и бруске так же,
как и плоские, при заточке равномерно поворачивая стамеску по
окружности режущей кромки. Заусенцы у радиусной стамески снимают
брусками, имеющими профильную поверхность, соответствующую профилю
режущей кромки стамески.
Заточка ножей.
Ножи затачивают на заточных станках (точилах) с использованием приспособлений для равномерного снятия слоя металла, при этом используют плоские круги (ПП): для предварительной заточки зернистость круга 32-20, для окончательной - 16-10, для доводки - 8-5. Круги - мягкие или средней твердости. Круг должен вращаться в направлении от лезвия к обушку.Угол заточки ножа (угол резания) - 25-40°. После заточки на круге для снятия заусенцев и окончательной доводки нож обрабатывают (правят) мелкозернистым бруском. При правке брусок смачивают водой или смесью, состоящей из одной части глицерина и двух частей денатурированного спирта. Бруски периодически промывают теплой водой.Дисковый и зубчатый ножи ломтерезки затачивают на станке только с одной стороны (фаска-до 15 мм). Зубчатый нож затачивают фасонным кругом. После заточки мелкозернистым бруском снимают заусенцы.Режущие свойства столовых, буфетных и хозяйственных ножей, изготовленных из нержавеющей и углеродистой стали не выше марок У8-У8А, проверяют резанием сухого дерева или карандаша; гастрономических, ремесленных, промысловых, складных (садовых), изготовленных из углеродистой стали, - десятикратным перерезанием косым резом свежесрезанных прутьев бука, березы, ясеня и т. п. диаметром 6-15 мм. Срез должен быть ровным и гладким, а лезвие после испытания не должно иметь следов смятия.
Четырехперые (крестообразные) ножи и решетки мясорубок
затачивают на станке абразивным кругом, угол'заточки у каждого пера
после заточки должен быть 70°. Чтобы четырехперый нож плотно, без
просвета прилегал к поверхности решетки, после затолки на круге
снимают заусенцы и притирают плоские его поверхности на притирочной
плите с применением пасты ГОИ.
Решетку мясорубки затачивают сначала на круге, при этом снимают
небольшой слой металла, а затем производят притирку.
Ножи-решетки мясорубок облегченной конструкции и мясорубок с
дисковыми ножами самозатачиваются и дополнительной заточки не
требуют.
Заточка ножниц.
В зависимости от назйачеиия ножницы подразделяются на
портновские, закройные, канцелярские, хозяйственные,
парикмахерские, карманные, ногтевые, маникюрные, пяличные, для
резки металла, бордюрные, для разделки птицы, для стрижки овец,
петельные, садовые (секаторы), хирургические, шпалерные.
В мастерских по ремонту бытовых металле изделий режущие кромки
ножниц обычно затачивают на заточных станках плоским кругом ПП450
с последую--щим снятием заусенцев мелкозернистым бруском. Угол
заточки у ножниц - 70°.
После заточки и ремонта ножницы, должны иметь плавный ход лезвий
В шарнирах, При этом винт ножниц не должен отвинчиваться в процессе
работы; лезвия должны резать любым участком режущей кромки; концы
лезвий в сомкнутом положении не должны произвольно расходиться.
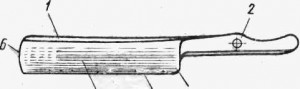
Рис. 103. Парикмахерская(клинковая) бритва: 1 - спинка, 2 -
хвостовик, 3 - пятка, 4 - режущая кромка (жало), 5 - полотно, 6 -
головкаРежущие свойства лезвий ножниц проверяют: разрезанием
фланели в один слой с использованием режущих кромок по всей длине
лезвий (ножницы с кольцевыми ручками и шарнирные), края реза должны
иметь четко выраженную линию. Ножницы для стрижки овец испытывают
разрезанием ваты.
Заточку садовых ножниц проверяют перерезанием 10 ветвей сырого
дерева мягких пород диаметром 10-15 мм, при этом срез должен быть
чистым, гладким, без заметного сжатия древесины и повреждения коры.
После указанных испытаний лезвия не должны иметь выкрошенных мест и
заметного притупления.
Заточка парикмахерских бритв (клинковых).
Парикмахерская бритва (рис. 103) состоит из клинка и ручки. У
клинка различают полотно 5 и хвостовик 2. Полотно имеет головку 6,
спинку У, режущую кромку (жало) 4 и пятку 3. Чем шире лезвие, тем
толще обушок, и наоборот.Затачивать только режущую кромку нельзя,
так как при этом изменяется угол резания и ухудщаются режущие
свойства бритвы, поэтому при затачивании бритвы по мере обработки
лезвия соответственно стачивают грани обушка. Бритвы затачивают на
станках шлифовальными кругами, электрокорундом нормальным на
керамической или бакелитовой связке твердостью С1, С2, СМ1, СМ2 с
последующей шлифовкой войлочными или фетровыми кругами диаметром
60-80 мм с применением шлифовальных порошков электрокорунда белого
зернистостью 12, 6, 3, М20, М14 или пастой ГОИ. Сначала шлифуют
кругами с микропорошком М28, М20, а затем снимают заусенцы и
полируют пастой ГОИ или- пастой, приготовленной из следующих
компонентов (в массовых частях): окись хрома - 50, парафин - 8,
стеарин - 15, воск - 4, сало говяжье техническое - 8, микропорошок
М10 или М7-15.
Каждую последующую шлифовку выполняют так, чтобы с обрабатываемой
поверхности снимались все риски, оставленные зернами шлифующего
материала. Шлифование выполняют осторожно, так как эту операцию
осуществляют, как правило, без применения охлаждающей жидкости.
После шлифования и полирования или при незначительном затуплении
лезвия бритву правят на мелкозернистом бруске и окончательно - на
ремне. Для правки бритв применяют бруски электрокорундовые белые на
керамической связке формы БП размеров 200 х 20 х 100 зернистостью
4, 3, М28, М20, М7, М5 и твердостью СТ1, СТ2, Tl, Т2, CI,
С2.Вручную на брусках бритву правят кругообразным движением по
бруску. При этом обушок бритвы должен касаться поверхности бруска и
находиться в одной плоскости с режущей кромкой. Брусок во время
правки смачивают маслом или керосином. Окончательную правку лезвия
бритвы выполняют на покрытом пастой ремне, а затем на брезентовом
ремне.
Электролитический метод заточки клинковых бритв основан на анодном растворении металла, в результате чего лезвие бритвы заостряется. Электролитическая заточка позволяет получить лезвие бритвы с очень высокими режущими свойствами. Для электролитической заточки используют железные ванночки, покрытые эмалью или винипластом, вместимостью 500-550 см3. В качестве электролита используют раствор следующего состава (%): хромовый ангидрид - 10-13, вода - 9-13, железо - 1-3, фосфорная кислота - 80-87. Режим работы: плотность тока 10-20 А/м2, температура электролита 70° С, продолжительность выдержки 8-10 с.
Перед погружением бритвы в электролит лезвие затачивают на
фетровых кругах, покрытых микропорошком М28 или М10, или пастой
ГОИ, затем бритву обезжиривают в бензине. Обезжиренное лезвие
бритвы погружают в электролит так, чтобы раствор покрывал лишь
фаски бритвы, при этом положительный полюс источника тока
подключают к бритве. После заточки бритву промывают в воде и
насухо вытирают. Толщина режущей кромки бритвы после заточек
должна быть не более 1,5 мкм, а угол заточки - 13-19°. Для
проверки равномерности заточки лезвия по всей длине пользуются
круглым и ровным деревянным стержнем диаметром 10-12 мм. При легком
нажиме и движении режущей кромки бритвы по деревянному стержню на
нем образуется выпучина, которая пропадает, как только нажим
прекращается. При равномерной толщине заточенной режущей кромки
выпучина получается одинаковой по всей длине. Качество заточки
режущей кромки бритвы проверяют срезанием человеческого волоса на
расстоянии 10 мм от места зажима пальцами, при хорошо заточенной
режущей кромке при одном прикосновении ее волос должен
срезаться.
Заточка гребенок, (ножей) машинок для стрижки волос. Машинки
ручные рычажные для стрижки волос состоят из подвижного и
неподвижного рычагов, подвижной гребенки (ножа), неподвижной
гребенки, спиральной пружины винта, регулирующего натяжение
пружины, фасонной гайки, шайбы и чехла.
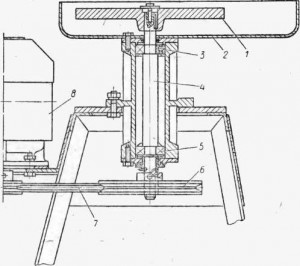
Рис. 104. Станок для заточки ножей машинок для стрижки волос:
1- планшайба, 2 - защитный кожух, 3 - верхний подшипник, 4 -
вертикальный вал, 5 - нижний подшипник, 6 - шкив, 7 - клиновидный
ремень, 8 - электродвигатель.
Гребенки изготовлены из углеродистых сталей У8, У10 или У10А и
термически обработаны, затачиваются с шероховатостью поверхности:
режущих - по 8-9-му классу, внешних- по 9-му классу. Гребенки
затачивают на специальном станке (рис. 104) на чугунной планшайбе /
диаметром 300 мм с применением смеси из мелкого абразивного порошка
и керосина или пастой ГОИ. Нижний конец вала клиновидным ремнем 7
соединен с электродвигателем 8.
При заточке гребенку рабочей поверхностью прижимают рукой к
вращающейся планшайбе и равномерно перемещают в радиальном
направлении. Заточка длится 1-2 мин.Рейсфедер затачивают
(заправляют) вручную на мелкозернистом бруске электрокорунда белого
зернистостью 4-3 твердостью СТ1. Перед заточкой обе щеки
рейсфедера винтом плотно прижимают друг к другу. Вначале движением
по бруску делают овальность носику рейсфедера. Затем несколькими
круговыми движениями по бруску затачивают нижнюю щеку, потом таким
же порядком верхнюю. Обе щеки рейсфедера должны иметь одинаковую
длину. Правильность заточки проверяют проведением линии на
бумаге. Рейсфедер не должен царапать бумагу.
Садово--огородные лопаты, мотыги затачивают обычно напильником на
толщину лезвия не более 0,5 мм, с фаской шириной 4-5 мм.
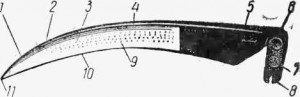
Рис. 105: Коса:
1- носик, 2 - вороток, 3 - полотно, 4 - обушок, 5 - мысик, 6 -
шейка, 7 - пятка, 8 - шипик, 9 - фаска, 10 - лезвие, 11 - острие
носика
Отбивка ( заточка ) кос .
Косы (рис. 105) по конструкции представляют собой длинное,
слегка изогнутое цельностальное полотно с заточенным лезвием
(жалом), отбортованным на угол 80-90° «обушком», остроконечным
«носиком» и крючкообразной, отогнутой от плоскости полотна на
20-30° «пяткой». Лезвие косы имеет фаску шириной 4 мм, не доходящую
до острия носика на 30 мм. Изготавливаются косы цельностальные
способом свободной ковки из прутковой круглого профиля стали У7А
или У8А с последующей термической обработкой.
Косы приводят в рабочее состояние путем отбивки лезвия при помощи
кособойных молотков и маленьких наковален -бабок косботбойных.
Лезвие (жало) отбивают ударами молотка параллельно острию (при
ударах поперек лезвия полотно растягивается, образуя складки).
Новую косу отбивают после предварительной выточки на абразивном
круге. Жало после отбивки должно быть ровным, гладким, слегка
желобчатым, одинаковой ширины и толщины и таким острым и упругим,
чтобы под нажимом ногтя прогибалось, но не деформировалось.
Факторы , влияющие на принятие финансовых решений.
На принятие фирмой долгосрочных финансовых решений оказывает влияние множество факторов .
Учет сложившейся структуры капитала. Одним из самых важных критериев в принятии любых финансовых решений является способ сопоставления реально существующей структуры капитала фирмы с той структурой, достижение которой данная фирма ставит своей целью. Фирмы разрабатывают оптимальную, или целевую, структуру капитала и на протяжении какого-то времени придерживаются ее в своей финансовой деятельности.
Совпадение сроков погашения займов и эксплуатации активов. Наилучшей и повсеместно применяемой стратегией является соответствие срока долговых обязательств сроку службы активов. Поэтому фирмы обычно уделяют большое внимание обеспечению совпадения сроков активов и обязательств, и этот фактор часто главенствует при определении размера займа в принятии финансовых решений .
Влияние текущего и прогнозируемого уровня процентных ставок. Финансовые менеджеры учитывают также текущий и прогнозируемый уровень процентных ставок и общую сумму ожидаемых к выплате процентов. Если процентные ставки будут продолжать расти, то фирме придется возобновлять свои краткосрочные долги всякий раз по более высокой ставке либо заменить их долгосрочными, процент по которым окажется даже выше того уровня, на котором он мог бы удержаться, если бы это решение было принято раньше.
Асимметрия информации. Фирма, позиции которой ослаблены, но которая ждет наступления в будущем лучших времен, будет склонна до улучшения положения дел отложить финансирование за счет долгосрочных источников любого типа. У такой фирмы есть побудительные мотивы для применения краткосрочных долговых обязательств даже при финансировании долгосрочных активов, в частности предположение о возможности замены в будущем краткосрочных кредитов на долгосрочные по более низкой ставке.И наоборот, крепкой в настоящее время фирме, для которой в ближайшем будущем прогнозируется возможное наступление неблагоприятного периода, было бы неплохо получить долгосрочный займ сейчас, а не ждать изменения ситуации.Объем необходимого финансирования. Размер суммы привлекаемых средств окажет влияние на принимаемое финансовое решение. В основном это связано с затратами на размещение долга.
Самостоятельная работа
Какие правила техники безопасности необходимо соблюдать при заточке режущего инструмента?
Проверка записей в тетради.
Примерные ответы учащихся:
Надежно закрепить абразивный брусок на рабочем месте (используя приспособление или кусок резины).
Обе руки держать на ноже.
Не делать сильных, резких движений.
Не проверять качество заточки пальцем или ногтем.
При заточке и разводе зубьев пилы остерегаться ранения рук.
Закрывать не затачиваемые зубья пилы специальным чехлом.
Не производить заточку инструмента без разрешения учителя.
Слайд №11
5
Практическая работа
Корректировка хода практической работы.
Контроль за соблюдением правил безопасной работы.
Анализ успехов и ошибок в практической работе
-Подготовка рабочего места.
-Выбор абразивных брусков для заточки и правки.
-Заточка на крупнозернистом бруске.
-Правка на мелкозернистом бруске.
-Проверка качества заточки инструмента.
6
Закрепление изученного материала
Почему лезвия инструментов периодически нужно затачивать?
От степени заточки зависит качество обработки древесины. Заточка некачественным и затупленным инструментом требует больших затрат времени и усилий и не гарантирует получения качественного изделия. Кроме того, в работе легче поранить руки тупым инструментом, чем остро заточенным.
Как снимаются заусенцы с лезвия?
Заусенцы снимаются на мелкозернистом бруске - оселке.
</ Как затачивают стамески , долота и ножи для стругов?
Для снятия крупных неровностей применяют заточной станок. Используются абразивные бруски с крупным зерном. Заточку производят до появления заусенцев.
Далее заусенцы снимают, затачивая на мелкозернистых брусках (до отпадания заусенцев). Острую режущую кромку получают правкой лезвия на еще более мелкозернистом бруске - оселке.
Для чего нужна прифуговка зубьев пилы?
Прифуговка зубьев пилы необходима для того, чтобы зубья стали одной высоты.
Как производят развод зубьев пилы?
При разводе зубья пилы через один отгибают в одну сторону, а пропущенные зубья - в противоположную.
Почему трудно пилить пилой с неразведенными зубьями?
В результате развода зубьев пропил получается шире, чем полотно, и пила легко ходит в разрезе.
7
Подведение итогов урока
Оценка практической работы учащихся; анализ допущенных ошибок
Уборка рабочих мест, привести себя в порядок.
1