- Учителю
- Урок Обработка цилиндрических поверхностей
Урок Обработка цилиндрических поверхностей
План урока
Тема : «Обработка цилиндрических отверстий»
Тема урока: Растачивание цилиндрических сквозных отверстий гладких и с уступами.
Цели урока:
Образовательная. Научить обучающихся устанавливать расточные резцы, растачивать цилиндрические отверстия сквозные и с уступами, контролировать отверстия (диаметр и длину) штангенциркулем и калибр-пробками.
Развивающие: Развивать внимание, техническое и логическое мышление, развитие профессионального интереса.
Воспитательная: Воспитывать у обучающихся бережное отношение к инструменту, приспособлениям, оборудованию.
Методы обучения:
словесные, наглядные, практические, репродуктивные.
Тип урока: комбинированный
Материально - техническое обеспечение:
-
Токарно-винторезные станки.
-
Комплекты резцов, прокладки под резцы.
-
Штангенциркули ШЩ- 1, ШЩ- 2.
-
Калибр-пробки.
-
Сверла спиральные Ø 22 мм, центровочные.
-
Втулки переходные, патроны сверлильные.
-
Чертеж детали «Корпус».
-
Технологический процесс изготовления детали «Корпус» и изделия «Вороток».
Форма работы: фронтальная, индивидуальная.
Структура урока.
-
Организационная часть - 5 мин.
-
Вводный инструктаж - 40 мин.
-
Сообщение темы и целей урока.
-
Актуализация знаний обучающихся по пройденной теме.
-
Чтение чертежа и разбор технологической карты.
-
Показ и объяснение приемов обработки детали на токарном станке и контроля качества выполненных работ.
-
Закрепление пройденного материала.
-
-
Выдача практического задания - 5 мин.
-
Самостоятельные работы обучающихся и целевые обходы рабочих мест - 4 часа.
-
Уборка рабочих мест - 24 мин.
-
Проверка качества выполненных работ и выставление оценок - 15 мин.
-
Заключительный инструктаж - 15 мин.
-
Рефлексия - 5 мин.
-
Домашнее задание - 1 мин.
Через каждые 45 минут занятий - перерыв на отдых 10 мин.
Ход урока
-
Организационная часть - 5 мин.
Проверка учащихся по списку, состояния спецодежды, готовность к уроку.
-
Вводный инструктаж - 40 мин.
-
Сообщить учащимся тему и цель урока.
-
-
Актуализация знаний обучающихся по пройденной теме.
Вопрос:
1) Способы обработки цилиндрических отверстий.
Ответ:
1) Наиболее распространенным методом получения отверстия в сплошном материале является сверление.
Зенкерование применяется для обработки отверстий предварительно штампованных, литых или просверленных.
Развертывание применяется для чистовой обработки точных отверстий.
Растачивание наиболее доступный способ обработки отверстий сквозных, глухих, с уступами.
Вопрос:
2) Определить наибольший и наименьший предельные размеры отверстия и допуск. Ø30Н11(+0,13) , L = 10,0Н15(+0,58).
Ответ:
2) Наибольший и наименьший предельные размеры отверстия Ø30Н11(+0,13):
Dmax = 30,13мм, Dmin = 30,0мм.
Допуск - это разность между наибольшим и наименьшим предельными размерами
Т = Dmax - Dmin = 30,13 мм - 30,0 мм = 0,13мм.
Вопрос:
3) Режимы резания при сверлении заготовки сверлом Ø22 мм.
Определить глубину резания, частоту вращения шпинделя, если скорость резания 20 м/мин.
Ответ:
3) Глубина резания определяется по формуле t
=![]() мм.
мм.
t =![]() =
= ![]() = 11мм.
= 11мм.
Частота вращения заготовки определяется по
формуле n = ![]() .
.
v - скорость резания по справочным данным для данных условий сверления отверстий - 20 м/мин. Тогда
n = ![]() .
.
Вопрос:
4) Дайте характеристику материала (сталь 35), из которого будет изготовлена деталь.
Ответ:
4) Сталь 35 - это сталь качественная, конструкционная с содержанием углерода 0,35%.
Вопрос:
5) Расскажите устройство спирального сверла.
Ответ:
5) Сверло спиральное состоит из рабочей части, шейки, хвостовика. На рабочей части имеется режущие кромки, перемычка, калибрующие ленточки, спиральные канавки для выхода стружки.
-
Чтение чертежа и разбор технологической карты.
-
Показ и объяснение приемов обработки детали на токарном станке и контроля качества выполненных работ.
Расточные резцы устанавливают и закрепляют в резцедержателе параллельно оси заготовки. При черновом растачивании отверстий резец устанавливают по центру детали или ниже центра на 1…1,5 мм, что приводит к увеличению переднего угла γ. При чистовом растачивании устанавливают по центру детали или выше центра на 0,5-1 мм. Для получения заданной глубины отверстия используют лимб продольной подачи, на резце наносят риску или используют продольные упоры.
Внутренние торцы и уступы подрезают расточным упорным резцом при подаче к центру. Для этого расточной резец должен иметь главный угол в плане φ более 90º, тогда при подрезании торца, уступа фактически главный угол в плане φ составляет 5º.
Глубина резания при растачивании определяется по
формуле t=![]() .
.
Величину подачи определяют по справочнику.
Скорость резания определяется по таблицам справочника для наружного
точения и умножают на коэффициент К=0,8 так как условия резания
более тяжелые. Частота вращения шпинделя определяется по формуле n=
![]() об/мин.
об/мин.
При мелкосерийном и единичном типах производства, выполненные с невысокой степенью точности контролируют ШЦ-I или ШЦ-II.
Отверстия, обработанные с высокими требованиями к точности контролируют микрометрическим штихмасом. Глубокие отверстия большого диаметра контролируют индикаторным нутромером. В массовом и крупносерийном производстве отверстия контролируют калибр-пробками.
Калибр-пробка двусторонняя с насадками (а) и вставками с коническим хвостовиком (б)
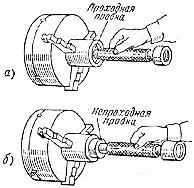
Контроль отверстия предельной пробкой:
а - проходная сторона легко входит в отверстие;
б - непроходная сторона не входит в отверстие
Для контроля отверстий по глубине используют штангенциркули ШЦ-I с линейкой глубиномера.
Правила безопасности при обработке детали.
Перед началом работы:
-
привести в порядок рабочую одежду;
-
проверить исправность станка;
-
проверить заземление станка;
-
привести в порядок рабочее место;
-
подготовить к работе режущий, измерительный инструмент и приспособления;
-
проверить исправность подножной решетки.
Во время работы:
-
работать в защитных очках;
-
надежно и прочно закреплять заготовки в патроне;
-
не оставлять ключ в патроне после закрепления или освобождения заготовки;
-
при установке резца применять минимальное число подкладок;
-
перед включением станка убедится в том, что пуск его никому не угрожает опасностью;
-
работать на режимах резания, указанных в технологической карте;
-
не производить никаких измерений измерительными инструментами на ходу станка;
-
не работать на станке в перчатках или рукавицах;
-
не облокачиваться на станок во время работы;
-
не убирать стружку во время работы станка;
-
стружку убирать крючком и щеткой.
После окончания работы:
-
выключить электродвигатель станка;
-
убрать и смазать станок;
-
привести в порядок рабочее место.
-
Закрепление пройденного материала.
Вопрос:
-
Какая длина растачиваемого отверстия?
Ответ:
Наибольшая длина растачиваемого отверстия L=10,0Н15(0,58): Lmax = 10,58 мм, наименьшая длина отверстия Lmin = 10,0 мм.
Вопрос:
-
При помощи какого инструмента контролируется диаметры отверстия?
Ответ:
Диаметры отверстия контролируются калибр-пробками и штангенциркулем.
Вопрос:
-
Как подрезается уступ при растачивании отверстия Ø30 мм?
Ответ:
Уступ при растачивании подрезается поперечной подачей резца.
Вопрос:
4) Какие правила техники безопасности необходимо соблюдать при растачивании отверстия
Ответ:
При растачивании отверстия необходимо соблюдать следующие правила техники безопасности:
-
быть внимательным, вовремя отключать продольную подачу;
-
стружку убирать крючком и щеткой;
-
измерения и контроль производить только при полной остановке станка;
-
работать в защитных очках;
-
не облокачиваться на станок во время работы;
-
работать на режимах резания, указанных в технологической карте;
-
перед включением станка убедится в том, что пуск его никому не угрожает опасностью;
-
не оставлять ключ в патроне после закрепления или освобождения заготовки.
Перерыв 10 мин.
-
Выдача практического задания - 5 мин.
-
Самостоятельные работы обучающихся и целевые обходы рабочих мест - 4 часа.
Текущие инструктажи по просьбам обучающихся, контроль за соблюдением правильности приемов сверления, обтачивании наружного диаметра, растачивании, отрезании и подрезании торца, контроль за соблюдением Т/Б, П/Б.
-
Уборка рабочих мест - 30 мин.
-
Проверка качества выполненных работ и выставление оценок - 15 мин.
-
Заключительный инструктаж - 15 мин.
Разбор допущенных ошибок обучающихся во время изготовления корпуса плашкодержателя и наладке станка. Выставление оценок за урок.
-
Рефлексия - 5 мин.
-
Что нового вы узнали на уроке?
-
Что вы раньше не знали?
-
Что вам понравилось больше всего на уроке?
-
Что не понравилось?
-
Домашнее задание: Повторить материал по конспекту