- Учителю
- Педагогический измерительный материал сварщик
Педагогический измерительный материал сварщик
Государственное бюджетное образовательное учреждение среднего профессионального образования (среднее специальное учебное заведение) «Челябинский профессиональный колледж»
ПЕДАГОГИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ МАТЕРИАЛЫ ДЛЯ АККРЕДИТАЦИОННОГО ТЕСТИРОВАНИЯ
профессия: 150709.02 Cварщик (электросварочные и газосварочные работы)
срок обучения: 2 года 5 месяцев
курс обучения: 3 курс
ПМ.01. Подготовительно-сварочные работы МДК.01.01. Подготовка металла к сварке МДК.01.02. Технологические приёмы сборки изделий под сварку
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
МДК.02.01. Оборудование, техника и технология электросварки
МДК.02.02. Технология газовой сварки
МДК.02.03. Электрогазосварочные работы на автоматических и полуавтоматических машинах МДК.02.04. Технология электродуговой сварки и резки металла МДК.02.05. Технология производства сварных конструкций
ПМ.04. Дефектация сварных швов и контроль качества сварных соединений МДК.04.01. Дефекты и способы испытания сварных швов
г. Челябинск, 2014 г.
Педагогические измерительные материалы для аккредитационного тестирования по специальности 150709.02 Cварщик (электросварочные и газосварочные работы) разработаны в соответствии с требованиями федерального государственного образовательного стандарта среднего профессионального образования по специальности.
Разработчики:
Морозова Зоя Александровна, преподаватель.
Рассмотрены и одобрены на педагогическом совете профессиональной образовательной организации
Протокол № ___ от «___» _______ 2014 года
Структура педагогических измерительных материалов
-
Спецификация педагогических измерительных материалов
1.1. Назначение педагогических измерительных материалов.
1.2. Документы, определяющие содержание педагогических измерительных материалов.
1.3. Содержание педагогических измерительных материалов.
1.4. Структура педагогических измерительных материалов.
1.5. Распределение тестовых заданий по содержанию и проверяемым компетенциям.
1.6. Продолжительность выполнения тестирования.
1.7. Инструкция по организации и проведению тестирования.
1.8. Система оценивания отдельных заданий и работы в целом.
1.9. Перечень вспомогательных средств.
2. Тест для проведения контроля по ПМ.01. Подготовительно-сварочные работы; ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях; ПМ.04. Дефектация сварных швов и контроль качества сварных соединений.
-
Эталоны ответов.
1. Спецификация педагогических измерительных материалов
1.1. Назначение педагогических измерительных материалов
Педагогические измерительные материалы (далее - ПИМ) подготовлены с целью оценки результатов освоения основной профессиональной образовательной программы подготовки по специальности 150709.02 Cварщик (электросварочные и газосварочные работы) в ходе аккредитационного тестирования.
1.2. Документы, определяющие содержание педагогических измерительных материалов
Содержание педагогических измерительных материалов определяется в соответствии с требованиями Федерального государственного образовательного стандарта среднего профессионального образования по специальности 150709.02 Cварщик (электросварочные и газосварочные работы), утвержденного приказом Министерства образования и науки Российской Федерации от 12 ноября 2009 г. № 588.
1.3. Структура содержания педагогических измерительных материалов
Педагогические измерительные материалы представлены в форме тестовых заданий.
В содержание педагогических измерительных материалов включены тестовые задания, которые позволяют определить уровень сформированности общих и профессиональных компетенций по профессиональным модулям:
ПМ.01. Подготовительно-сварочные работы МДК.01.01. Подготовка металла к сварке МДК.01.02. Технологические приёмы сборки изделий под сварку
Общие компетенции:
OK 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. OK 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения ,определенных руководителем. OK 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. OK 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. OK 5. Использовать информационно-коммуникационные технологии профессиональной деятельности OK 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами. OK 7. Использовать воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей)
Профессиональные компетенции:
ПК1.1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке ПК 1.2. Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки. ПК1.3. Выполнять сборку изделий под сварку ПК1.4. Проверять точность сборки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
МДК.02.01. Оборудование, техника и технология электросварки
МДК.02.02. Технология газовой сварки
МДК.02.03. Электрогазосварочные работы на автоматических и полуавтоматических машинах МДК.02.04. Технология электродуговой сварки и резки металла МДК.02.05. Технология производства сварных конструкций
Общие компетенции:
OK 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. OK 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения ,определенных руководителем. OK 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. OK 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. OK 5. Использовать информационно-коммуникационные технологии профессиональной деятельности OK 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами. OK 7. Использовать воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей)
Профессиональные компетенции:
ПК2.1. Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
ПК2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов. ПК2.3. Выполнять автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей
ПК2.4. Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации
ПК2.5.Читать чертежи средней сложности и сложных сварных металлоконструкций.
ПК2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
ПМ.04. Дефектация сварных швов и контроль качества сварных соединений МДК.04.01. Дефекты и способы испытания сварных швов
Общие компетенции:
OK 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. OK 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения ,определенных руководителем. OK 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. OK 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. OK 5. Использовать информационно-коммуникационные технологии профессиональной деятельности OK 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами. OK 7. Использовать воинскую обязанность, в том числе с применением полученных профессиональных знаний (для юношей)
Профессиональные компетенции:
ПК 4.1. Выполнять зачистку швов после сварки. ПК 4.2. Определять причины дефектов сварочных швов и соединений. ПК 4.3. Предупреждать и устранять различные виды дефектов в сварных швах. ПК 4.4. Выполнять горячую правку сложных конструкций.
1.4. Структура педагогических измерительных материалов.
Педагогические измерительные материалы состоят из 24 тестовых заданий - для I варианта; 22 тестовых заданий - для II варианта.
В представленных материалах используются несколько типов заданий:
1. Задания с выбором одного правильного ответа из четырех предложенных составляют: для I варианта - 8%, для II варианта- 14%.
2. Задания с выбором нескольких правильных ответов из четырех предложенных составляют: для I варианта - 21 %, для II варианта- 23%.
3. Задания на установление соответствия составляют: для I варианта - 46%, для II варианта- 41%.
4. Задания на установление правильной последовательности составляют: для I варианта - 4%, для II варианта- 4%.
5. Задание с кратким ответом составляют: для I варианта - 2%, для II варианта- 18%.
1.5. Распределение тестовых заданий по содержанию и проверяемым компетенциямНаименование
профессионального модуля
Наименование междисциплинарного модуля
Элементы содержания, проверяемые тестовыми заданиями
№ варианта
№ тестового задания
Тип задания
ПМ.01. Подготовительно-сварочные работы
МДК.01.01. Подготовка металла к сварке
ПК1.1. Выполнять типовые слесарные операции, применяемые при подготовке металла к сварке
I
1
4
II
1
4
ПК 1.2. Подготавливать газовые баллоны, регулирующую и коммуникационную аппаратуру для сварки и резки.
I
5,16
6
3
2
II
5
6
5
2
МДК.01.02. Технологические приёмы сборки изделий под сварку
ПК1.3. Выполнять сборку изделий под сварку
I
2
3
3
5
II
2
3
3
2
ПК1.4. Проверять точность сборки
I
4
3
II
4
3
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
МДК.02.01. Оборудование, техника и технология электросварки
ПК2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
I
7,
8, 11
9, 18
10, 20
5
3
1
2
II
7,
8, 11
9, 10
18
5
3
2
1
МДК.02.02. Технология газовой сварки
ПК2.1. Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
I
16, 17
3
II
3, 6
5
18
2
5
1
ПК2.5.Читать чертежи средней сложности и сложных сварных металлоконструкций.
I
19
3
II
17
3
МДК.02.03. Электрогазосварочные работы на автоматических и полуавтоматических машинах
ПК2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
I
7,
8, 11
9, 18
10, 20
5
3
1
2
II
7,
8, 11
9, 10
18
5
3
2
1
ПК2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
I
12, 13, 14
5
5
II
12, 13
5
ПК2.3. Выполнять автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей
I
15, 20
21, 22
2
3
II
18,
19, 20
1
3
МДК.02.04. Технология электродуговой сварки и резки металла
ПК2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
I
7,
8, 11
9, 18
10, 20
5
3
1
2
II
7,
8, 11
9, 10
18
5
3
2
1
ПК2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
I
12, 13,
14,
5
5
II
12, 13
5
ПК2.4. Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации
I
16,
18
3
1
II
14
15
16
3
1
2
МДК.02.05. Технология производства сварных конструкций
ПК2.1. Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
I
16, 17
3
II
3, 6
5,
18
2
5
1
ПК2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
I
7,
8, 11
9, 18
10, 20
5
3
1
2
II
7,
8, 11
9, 19
18
5
3
2
1
ПК2.3. Выполнять автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей
I
15, 20
21, 22
2
3
II
18,
19, 20
1
3
ПК2.4. Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации
I
16,
18
3
1
II
14,
15,
16
3
1
2
ПК2.5.Читать чертежи средней сложности и сложных сварных металлоконструкций.
I
19
3
II
17
3
ПК2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
I
12, 13
14
5
5
II
14,
15,
16
3
1
2
ПМ.04. Дефектация сварных швов и контроль качества сварных соединений
МДК.04.01. Дефекты и способы испытания сварных швов
ПК 4.1. Выполнять зачистку швов после сварки.
I
1
4
II
1
4
ПК 4.2. Определять причины дефектов сварочных швов и соединений.
I
7,
8, 21, 23
9,
10, 20
5
3
3
1
2
II
6, 9
8, 20, 21
18,
2
3
3
1
ПК 4.3. Предупреждать и устранять различные виды дефектов в сварных швах.
I
2, 23
3
3
5
II
2, 21
3
3
2
ПК 4.4. Выполнять горячую правку сложных конструкций.
I
24
2
II
22
1
1.6. Продолжительность выполнения тестирования
Общее время, отведенное на тестирование - 60 минут. Примерный регламент тестирования включает: время на организацию работы и инструктаж по выполнению заданий - 5 минут, время на выполнение заданий - 55 минут.
1.7. Инструкция по организации и проведению тестирования
Действия эксперта во время аккредитационного тестирования:
1) приветствует обучающихся, представляется;
2) объясняет студентам цель предстоящей работы: получение объективной информации о состоянии качества подготовки и освоения студентам основных профессиональных образовательных программ; доводит правила проведения тестирования;
3) устанавливает соответствие представленного профессиональной образовательной организацией списка группы и списка студентов, фактически присутствующих;
4) раздает студентам бланки заданий и бланки ответов;
5) знакомит со структурой заданий аккредитационного тестирования, отмечает особенности, объясняет правила заполнения бланков ответов;
6) обращается к студентам: «Есть ли вопросы?» (не имеет права отвечать на вопросы по содержанию заданий);
7) фиксирует время начала и время окончания работы на видном месте (доске);
8) отслеживает полную самостоятельность студентов при выполнении работы;
9) предупреждает студентов о том, что до конца процедуры осталось 10 мин;
10) по истечении времени выполнения работы собирает материалы работы (задания, заполненные бланки ответов, черновики); проверяет соответствие количества работ числу испытуемых студентов;
11) благодарит студентов за участие в работе, желает успехов.
После завершения тестирования организаторам (преподавателям-ассистентам) выдаются эталоны ответов для каждого варианта заданий, работы проверяются организаторами тестирования и/или экспертами согласно системе оценивания заданий и работы в целом, заполняются соответствующие протоколы тестирования.
1.8. Система оценивания отдельных заданий и работы в целом
-
результаты тестирования оцениваются на «отлично» при достижении 70-82баллов - для I варианта; 69-81баллов - для II варианта;
-
результаты тестирования оцениваются на «хорошо» при достижении 57-69 баллов - для I варианта; 56-68баллов - для II варианта;
-
результаты тестирования оцениваются на «удовлетворительно» при достижении 41-56 баллов - для I варианта; 40-55 баллов - для II варианта;
Неудовлетворительным признается результат 40 и менее баллов- для I варианта; 39 и менее баллов- для II варианта.
1.9. Перечень вспомогательных средств
При проведении тестирования запрещается пользоваться цифровыми устройствами, справочной или учебной литературой.
2. Тесты
I вариант
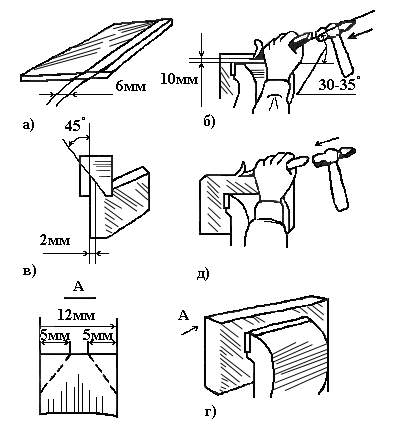
1) Вставить пропущенные операции подготовки металла под сварку с разделкой кромок 1. Деталь размечают под разделку кромок по заданным размерам. 2. ______________________________. 3. __________________________________. 4. Проверка размеров после снятия кромок шаблоном. 5. _____________________. 6. Окончательная проверка размеров.
2) Соотнесите:
3) Вставьте пропущенные слова: Последовательность постановки прихваток длинных швов _______________, а последовательность постановки прихваток коротких и средних швов ________
4) Соотнесите:
5) Соотнесите:Назначение рукавов
1. Синяя
А. Для подачи жидкого горючего
2. Красная
Б. Для подачи кислорода
3. Желтая
В. Для подачи ацетилена
6) Выбери правильные ответы: К проверке безинжекторной горелки перед работой относят А) присоединить к штуцеру горелки шланг для подачи кислорода Б) проверить горелку на разряжение в ацетиленовом канале В) присоединить к штуцеру горелки шланг для подачи ацетилена Г) проверить точность и надежность закрепления шлангов хомутами
7) Вставьте пропущенные слова: Длину дуги можно определить по ………. при горении. Короткая дуга горит …………. и ………………, а длинная дуга создает более …………. и ……….. звук, сопровождающийся хлопками.
8) Соотнесите:А.
равномерный прогрев сварочной ванны
2![]()
3![]() .
.
Б.
усиление прогрева кромок
4![]() .
.
9) Укажите, используя предложенные варианты ответов, какой должна быть величина тока при выполнении вертикальных швов. А) на 10-15% меньше, чем в нижнем положении шва Б) на (40-60)*dэ, А В) на 15% выше, чем при сварке в нижнем положении Г) выбирается по диаметру электрода
10) Подберите основные требования, предъявляемые к металлическим плавящимся электродам при выполнении ручной дуговой сварки сталей: А) защита зоны сварки от атмосферного воздуха; Б) обеспечение устойчивости горения дуги; В) обеспечение способности металла претерпевать без разрушения упругопластические деформации; Г) получение металла шва требуемых химического состава и свойств;
11) Соотнесите:
- 5
Условные обозначения сварочного выпрямителя
Ходовой винт
1
Магнитопровод
2
Первичная обмотка
3
Вторичная обмотка
4
Выпрямительный блок
5
12) Вставьте пропущенные слова:
Кабели (провода) электросварочных машин должны располагаться от трубопроводов кислорода на расстоянии …………….., а от трубопроводов ацетилена и других горючих газов - …………………..
13) Вставьте пропущенные слова:
Соединение сварочных кабелей следует производить …………….., сваркой или пайкой с последующей изоляцией мест соединения, а также разъемными соединительными ……………….. Запрещается применять соединения сварочной цепи …………….. с оголенным кабелем. Токоведущие кабели сварочной цепи должны быть по всей длине изолированы и защищены от механических повреждении.
14) Вставьте пропущенные слова:
Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции на все время сварки должны быть ……………………, а у сварочного трансформатора, кроме того, заземляющий болт корпуса должен быть соединен с зажимом ………………….. обмотки, к которому подключается …………………. провод.
15) Подберите основные требования, предъявляемые к флюсам А) обеспечивают защиту зоны сварки от атмосферного воздуха; Б) обеспечение устойчивого горения дуги; В) выполняют раскисление сварочной ванны; Г) упрочняют металл шва
16) Соотнесите: Неполадки в работе редукторов и их причины
17) Соотнесите:
18) Назовите, используя предложенные варианты ответов, способ
управления резаками стационарных газорезательных машин,
обеспечивающих оптимальный раскрой листов
А) Механическое копирование
Б) Электромагнитное копирование
В) Фотоэлектронное копирование
Г) Программное копирование
19) Соотнесите:
20) Укажите правильные ответы: прихватки не рекомендуют устанавливать А) На трубчатых соединениях Б) Вблизи отверстий В) В местах резких переходов Г) В острых углах
21) Соотнесите:
22) Соотнесите:
23) Соотнесите:
24) Перечислите основные методы исправления деформационных узлов
А. Термическая правка Б. Аргонодуговая обработка В. Снижение температуры отпуска Г. Проковка металла шва в околошовной зоне
II вариант
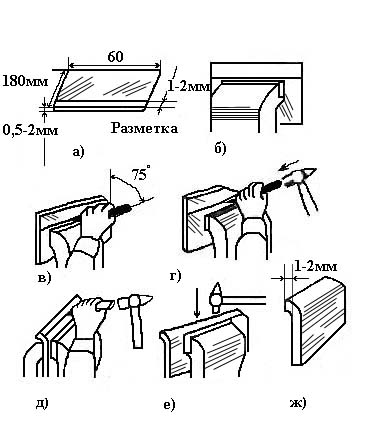
1) Вставить пропущенные операции подготовки металла под сварку с отбортовкой кромок. 1__________________________________. 2. Деталь устанавливается в тиски. 3. _______________________________________________________________. 4. Окончательную гибку завершают молотком по подогнутым кромкам до загиба кромки на угол 90°.
2) Соотнесите:
3) Выбери правильные ответы: К правилам выполнения прихваток относят А) прихватки ставят с лицевой стороны соединения Б) поверхность прихватки очищают от шлака В) при сварке прихватку не удаляют Г) при сварке прихватку удаляют или полностью переплавляют
4) Соотнесите:
5) Продолжить: Редукторы для сжатых газов - это приборы, служащие для ________________________________________________________________
6) Выбери правильные ответы: Укажите цвет окраски баллонов для хранения газов, необходимых при получении ацетиленокислородного пламени А) черный Б) коричневый В) синий Г) белый
7) Вставьте пропущенные слова:
При горении дуги в жидком металле образуется углубление, называемое
…….., который является местом скопления …………. включений, что может
привести к возникновению …………, поэтому в случае обрыва дуги
повторное зажигание следует производить впереди ……………
8) СоотнеситеА.
каскадный метод
2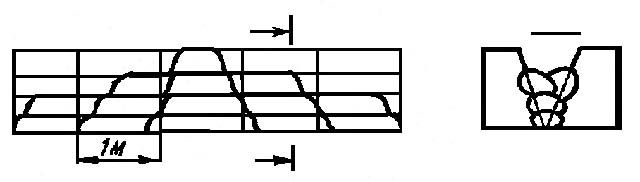 .
.
Б.
метод горкой
3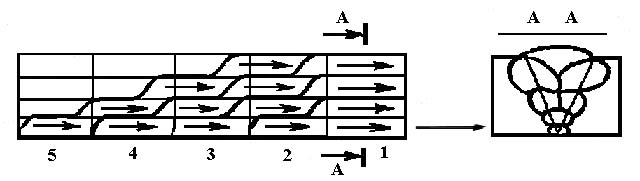 .
.
В.
блочной метод
9) Укажите, используя предложенные варианты ответов, какой должна быть величина тока при выполнении вертикальных швов. А) на 15-20% меньше, чем в нижнем положении шва Б) на (40-60)*dэ, А В) на 15% выше, чем при сварке в нижнем положении Г) выбирается по диаметру электрода
10) Подберите недостатки, характерные для кислого покрытия металлического электрода: А) повышенная чувствительность к порообразованию; Б) склонность металла шва к образованию кристаллизационных трещин; В) повышенное разбрызгивание металла; Г) значительное выделение в процессе сварки вредных марганцевых соединений.
11) Соотнесите:
Условные обозначения сварочного генератора
Щетки генератора
1
Распределительное устройство
2
Вольтметр
3
3-х фазный асинхронный двигатель
4
Тяга
5
Магнитные полюсы (статор)
6
Корпус
7
вентилятор
8
Якорь
9
Зажимы
10
Регулировочный реостат
11
Медные пластины коллектора
12
12) Вставьте пропущенные слова:
Для локального удаления пыли и газообразных компонентов аэрозоля от сварочной дуги следует применять ……………..
13) Вставьте пропущенные слова:
Сварочные работы в колодцах, шурфах, замкнутых и труднодоступных пространствах выполняются только по ………………………… работодателя, выдающего ………………… на производство работ повышенной опасности.
14) Соотнесите:1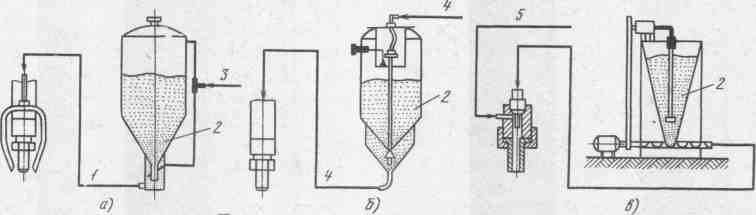 .
.
А. Установка для кислородно-флюсовой резки: с механической подачей флюса
2.
Б. Установка для кислородно-флюсовой резки: с внешней подачей флюса
3.
В. Установка для кислородно-флюсовой резки: с однопроводной подачей флюса
15) Укажите, используя предложенные варианты ответов, в чем
состоит сущность кислородной резки. А) В расплавлении металла и
выдувании его из места реза.
Б) В сгорании металла в кислороде и удалении продуктов горения из
места реза струей кислорода. В) В расплавлении металла. Г) В
сгорании металла в кислороде.
16) Укажите показатели режима кислородной резки.
А) Толщина металла
Б) Давление режущего кислорода
В) Скорость резки
Г) Номер мундштука
17) Соотнесите:
18) Подберите в каком из вариантов правильно приготовлены стыки труб под сварку:
А) При подготовке стыков труб под сварку сварщику необходимо проверить перпендикулярность плоскости реза трубы к ее оси, общий угол скоса кромок и величину притупления. Угол скоса кромок должен составлять 60...70 градусов, а величина притупления 2...2,5мм.
Б) При подготовке стыков труб под сварку сварщику необходимо проверить перпендикулярность плоскости реза трубы к ее оси, угол скоса кромок и величину притупления. Общий угол скоса кромок должен составлять 20...30 градусов, а величина притупления 0,8...1мм.
В) При подготовке стыков труб под сварку сварщику необходимо проверить перпендикулярность плоскости реза трубы к ее оси, угол скоса кромок и величину притупления. Общий угол скоса кромок должен составлять 70...90 градусов, а величина притупления 2,5...5мм.
Г) При подготовке стыков труб под сварку сварщику необходимо проверить перпендикулярность плоскости реза трубы к ее оси, угол скоса кромок и величину притупления. Общий угол скоса кромок должен составлять 70...90 градусов, а величина притупления 0,5...0,8мм.
19) На рисунке показана схема автомата для сварки плавящимся электродом. Проставьте в таблице номера позиций, соответствующие названиям его узлов
20) Соотнесите:
21) Соотнесите:
22) Укажите какой способ используется для борьбы с угловыми деформациями при сварке стыковых и нахлесточных соединении
А. Резкое охлаждение свариваемых деталей Б. Предварительный изгиб свариваемых деталей В. Закрепление свариваемых деталей Г. Сопутствующий подогрев свариваемых деталей
-
Эталоны ответов
I вариант
2. Деталь устанавливают в тиски.
3. Зубилом срубают кромку по разметке. 5. Опиливание кромок.
3
2
1 -В, 2 -А, 3 - Б
3
3
от края к середине ; от середины к краям
2
4
1 -В, 2 -А, 3 - Б
3
5
1 -Б, 2 -В, 3 - А
3
6
А, В, Г
4
7
Звуку; спокойно и однотонно; резкий и громкий
3
8
А - 3, 4; Б - 1, 2
4
9
А
4
10
А, Б, Г
4
11
1- вторичная обмотка; 2 -ходовой винт; 3 -магнитопровод; 4 - первичная обмотка; 5 - выпрямительный блок
5
12
не менее 0,5 м; не менее 1 м.
2
13
Прессовкой; муфтами; скрутками.
3
14
Заземлены; вторичной; обратный
3
15
А, Б, В.
4
16
1-Д,Б,Е; 2 - Г; 3 - А,В.
3
17
А -1; Б-1; В -2; Г -3; Д -1
3
18
Г
4
19
1 -В; 2 - А; 3 -Б.
3
20
Б; В; Г.
4
21
1 - Б, Г; 2 - А, В.
2
22
А -1; Б - 4; В -3; Г -2; Д -5.
5
23
А -4; Б - 3; В -2; Г -1;
4
24
А, Б, Г.
4
II вариант
специальному разрешению; наряд - допуск
2
14
А-3; Б-1; В-2.
3
15
Б
4
16
Б; В.
4
17
1 -В; 2 - А; 3 -Б.
3
18
А
4
19
1 -тележка; 2 - подающий механизм; 3 - кассета с электродной проволокой; 4 - горелка; 5 - пульт управления
5
20
1 - Б; 2 - В.
3
21
А - 2; Б - 3; В -1; Г -4.
4
22
Б
4