- Учителю
- Наладка УДГ на выполнение разных видов работ
Наладка УДГ на выполнение разных видов работ
ГОСУДАРСТВЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
«ГОРЛОВСКИЙ КОЛЛЕДЖ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ И ЭКОНОМИКИ»
ИНСТРУКТИВНО-МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ
к выполнению практических работ
по дисциплине «Технологическое оборудование»
по теме «Наладка УДГ на выполнение разных видов работ»
Специальность: 15.02.08 Технология машиностроения
Рассмотрено на заседании цикловой комиссии профессиональной
учетно-экономической подготовки и рекомендовано к утверждению
Протокол № от « » . 2016 г.
Председатель комиссии _________________Т.М.Толмачёва
Подготовил преподаватель
О.В.Иващенко
г.Горловка, 2016г.
Инструктивно-методические материалы к выполнению практических работ по дисциплине «Технологическое оборудование» по теме «Наладка УДГ на выполнение разных видов работ». Подготовил преподаватель высшей категории О.В.Иващенко - Горловка: ГПОУ «Горловский колледж промышленных технологий и экономики», 2016г. - 15с.
Представлены практические задания и методические рекомендации к их выполнению, вопросы для самоконтроля для студентов дневной формы обучения специальности 15.02.08 Технология машиностроения.
Предназначены для организации практических занятий по дисциплине, используется как методическое обеспечение занятий.
Для преподавателей и студентов
Рецензенты:
Практическая работа 2
Тема: Наладка УДГ на выполнение разных видов работ.
Цель: Приобрести практические навыки по наладке УДГ на выполнение разных видов работ.
Задание:
1 Наладить УДГ на фрезерование прямых канавок.
2 Наладить УДГ на фрезерование винтовых канавок.
3 Наладить УДГ на фрезерование червяков.
4 Наладить УДГ на фрезерование косозубых колес.
5 Наладить УДГ на фрезерование канавок, расположенных под разными углами относительно друг друга.
Порядок выполнения работы.
Согласно задания провести расчет наладки УДГ на выполнение разных видов работ.
1 Краткие теоретические сведения
Делительные головки применяют на фрезерных станках для работ, связанных с периодическим поворотом заготовки на уровне или неравные части, или работ, которые требуют непрерывного вращения заготовок. С помощью этих головок можно обрабатывать зубчатые колеса, винтовые канавки, шлицевые валики, лиски и другое, а также устанавливать заготовки под необходимым углом относительно стола станка.
В универсальной лимбовой делительной головке (рисунок 2) заготовку устанавливают в центрах передней 5 и задней стрекоз (задняя стрекоза на рисунку 33 не показанная). Крепить заготовку можно также в патроне, который наматывают на резьбовой конец шпинделя 7. Поворот ручки 1 с фиксатором 2 и соответственно заготовке на необходимый угол осуществляют с помощью лимба 4. Лимб имеет несколько рядов отверстий, равномерно расположенных на концентрических кругах. Для удобства отсчета используют раздвижной сектор 3.
В зависимости от вида выполняемых работ универсальную делительную головку можно использовать для непосредственного, простого и дифференциального деления.
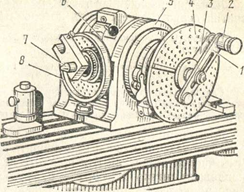
Рисунок 2 - Универсальная делительная головка (УДГ)
Средства деления. Непосредственное деление выполняют с помощью диска 8 и фиксатора 6. Для этого червяк z1 выводят из зацепления с червячным колесом z2 и заготовку вращают вручную.
Простое деление (рисунок 3, а) применяют, когда на лимбе можно подобрать концентрический круг для отчисления. Червяк z1 введен в зацепление с червячным колесом z2. Лимб 1 закрепляют неподвижно.
Поворот шпинделя на 1/z часть (z - число частей, на которое требуется выполнить деление) должна быть выработана при n оборотах ручки 2. Составим уравнение кинематического баланса. Обозначим z2/z1 = N. Характеристикой N головки называется отношение числа зубьев червячного колеса к мероприятиям червяка. В современных делительных головках обычно N = 40. Превращая расчетное уравнение, получаем
nоб.р. = N/z = 40/z = a + (b/c),
где а - целое число оборотов ручки; с - число отверстий в одном из рядов лимба (16,17,19,20,21,23,29,30, 31,33, 37,39,41,43,47,49,54);
b - число промежутков между отверстиями, на которое нужно дополнительно к целому числу оборотов а повернуть ручку.
Для определения с, которое должно быть кратное числу частей z, нужно знать, какие круги имеет лимб этой головки.
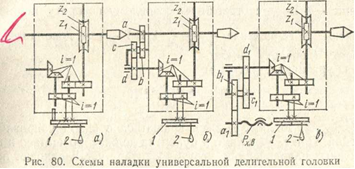
Рисунок 3 - Схемы наладки УДГ
Дифференциальное деление (рисунок 3, бы) применяют в том случае, если при заданном z нельзя подобрать на лимбе круг с необходимым числом отверстий для простого деления. При этом способе устанавливают гитару а - b, с - d, червяк вводят в зацепление с червячным колесом; стопорная щеколда отведена, потому лимб 1 может вращаться. При повороте ручки 2 через зубчатую и червячную передачи получает вращение шпиндель, а от него через сменные зубчатые колеса а - b, с - d, коническую и зубчатую пары получает вращение и лимб. Число оборотов ручки подбирают для фиктивного числа zф, что близкого к необходимому z и дает возможность подобрать на лимбе нужный круг.
Погрешность между z и zф компенсируется наладкой дифференциальной гитары.
а/b · с/d = 40 · (Zф - Z) / Zф
Если zф > z, то лимб должен вращаться в одном направлении с ручкой. При zф < z лимб и ручка должны вращаться в противоположных направлениях, потому в гитару устанавливают паразитное колесо.
Наладка делительной головки на фрезерование винтовых канавок (рисунок 3, в). Для получения винтовых канавок заготовки нужносообщить поступательное движение вдоль оси и вращательное. Поступательное движение заготовка получает вместе со столом, а вращательное - от ходового винта через сменные колеса винторезной гитары а1 - b1, с1 - d1 и передачи делительной головки. За один оборот заготовки стол станка должен переместиться на величину шага винтовой канавки.
а1/b1 · с1/d1 = 40 · Рх.в./Рв.к.
При фрезеровании винтовых канавок стол станка необходимо повернуть по отношению к оси шпинделя на угол наклона винтовой канавки, против часовой стрелки для правозаходных канавок или по часовой стрелке для левозаходных канавок.
2 Примеры решения заданий
Пример 1.
Профрезеровать заготовку зубчатого колеса для получения 84 зубьев. Имеем диск с отверстиями: 16,17,19,20,21,23,29,30, 31,33,37,39,41,43,47,49,54.
Рассчитает количество оборотов рукоятки:
nоб.р. = N/z =![]()
Для получения 84 зубьев необходимо взять диск с 21 отверстием и после каждой обработки ручку поворачивать на 10 промежутков.
Пример 2.
Наладить УДГ-135 на фрезерование 51-ой равномерно расположенных канавок. N = 40. Имеем диск с отверстиями: 16,17,19,20,21,23,29,30,31,33, 37,39,41,43,47,49,54. Набор колес: 20, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105,110,115,120.
Рассчитает количество оборотов рукоятки:
nоб.р. = N/z =![]()
Принимаем zф = 50.
nоб.р. = N/zф =![]()
Для устранения разницы между z и zф рассчитываем гитару сменных колёс:

Проверяем колеса гитары на условие их зацепления:
a + b≥ c + (15 ÷20), c + d ≥ b + (15 ÷20),
80 + 50 ≥ 30 + 20 30 + 60 ≥ 50 + 20
130 ≥ 50 90 ≥ 70
Для получения 51 канавки необходимо взять диск с 30 отверстиями и после каждой обработки ручку поворачивать на 24 промежутков, наладить гитару сменных колёс и включить в нее паразитную шестерню.
Пример 3.
Профрезеровать 5-ти заходный червяк m = 4 мм, d = 60 мм, Рх.в = 6 мм. N = 40. Направление винтовой линии - правое. Имеем диск с отверстиями: 16,17,19,20,21,23,29,30,31,33,37,39,41,43, 47,49,54. Набор колес: 20, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105,110,115,120.
Рассчитает количество оборотов рукоятки:
nоб.р. = N/z =![]()
Рассчитаем колеса винтовой гитары:
Рв.к. = π · m · zч = 22/7 · 4 · 5;

Проверяем колеса гитары на условие их зацепления:
a + b≥ c + (15 ÷20), c + d ≥ b + (15 ÷20),
105 + 40 ≥ 50 + 20 50 + 55 ≥ 40 + 20
145 ≥ 70 105 ≥ 60
Рассчитаем угол вращения стола:
β = arctg(π · d / Рв.к.) = arctg (22/7 · 60 / 22/7 · 4 · 5 ) = arctg 3.
Для получения 5-ти западного червяка необходимо взять дорогой диск и после каждой обработки ручку поворачивать на 5 полных оборотов, наладить гитару сменных колёс и повернуть стол на угол β против часовой стрелки.
Пример 4.
Профрезеровать косозубое колесо m = 2 мм, которое имеет 48 зубьев на заготовке d = 100 мм, Рх.в = 6 мм. N = 40. Направление наклона зубьев - левое, угол наклона 30°.
Имеем диск с отверстиями: 16,17,19,20,21,23,29,30,31,33,37,39,41,43,47, 49,54. Набор колёс: 20, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105,110,115,120.
Рассчитает количество оборотов рукоятки:
nоб.р. = N/z =![]()
Рассчитаем колеса винтовой гитары:
Рв.к. = π · m · zч / sin β = (22/7 · 2 · 48) / sin 30º = (22/7 · 2 · 48) / (1/2);

Проверяем колеса гитары на условие их зацепления:
a + b≥ c + (15 ÷20), c + d ≥ b + (15 ÷20),
100 + 80 ≥ 35 + 20 35 + 110 ≥ 80 + 20
180 ≥ 55 145 ≥ 100
Для получения косозубого колеса необходимо взять диск с 30-тю отверстиями и после каждой обработки ручку поворачивать на 25 промежутков, наладить гитару сменных колёс и повернуть стол на угол 30º по часовой срелке.
Пример 5.
Профрезеровать 15 винтовых канавок с Рв.к. = 300 мм на заготовке d = 100 мм, Рх.в = 6 мм. N = 40. Направление наклона канавок - левое. Имеем диск с отверстиями: 16,17,19,20,21,23,29,30,31,33,37,39,41,43, 47,49,54. Набор колёс: 20, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105,110,115,120.
Рассчитает количество оборотов рукоятки:
nоб.р. = N/z =![]()
Рассчитаем колеса винтовой гитары:

Проверяем колеса гитары на условие их зацепления:
a + b≥ c + (15 ÷20), c + d ≥ b + (15 ÷20),
90 + 60 ≥ 40 + 20 40 + 75 ≥ 60 + 20
150 ≥ 60 115 ≥ 80
Рассчитаем угол вращения стола:
β = arctg(π · d / Рв.к.) = arctg (22/7 · 100 / 300 ) = arctg 1,05.
Для получения 15-ти винтовых канавок необходимо взять диск с 30-тю отверстиями и после каждой обработки ручку поворачивать на 2 полных обороту и 20 промежутков, наладить гитару сменных колёс и повернуть стол на угол β против часовой стрелки.
Пример 6.
Профрезеровать заготовку с использованием УДГ - 135, если данные углы α1= 45°, α2 = 20°, α3= 40° 20'. Диск имеет 54 отверстия.
Рассчитает количество оборотов рукоятки для получения первой канавки:
nоб.р. = ![]()
Рассчитает количество оборотов рукоятки для получения второй канавки:
nоб.р. = 
Рассчитает количество оборотов рукоятки для получения третьей канавки:
nоб.р. = 
Для получения канавок под углами 45°, 20°, 40°20' необходимо взять диск с 54-мя отверстиями и после каждой обработки ручку поворачивать на 5 полных оборотов, 2 полных оборота и 12 промежутков, 4 полных оборота и 26 промежутков соответственно.
Пример 7.
Для какого количества зубьев настроена УДГ - 135, если поб.р.= 1 · 24/30.
nоб.р. = 
54 · Z = 40 · 30
Z = 40 · 30 / 54 = 22
Пример 8.
Под какими углами расположенные канавки, если
nоб.р. = ![]() ,
nоб.р. =
,
nоб.р. = ![]() ,
nоб.р. =
,
nоб.р. = ![]() .
.
nоб.р. = ![]() ; α =
nоб.р. · 9
; α =
nоб.р. · 9
α1 =
nоб.р. · 9 = ![]() · 9 =
· 9 = ![]() · 9 = 11º
· 9 = 11º
α2 =
nоб.р. · 9 = ![]() · 9 =
· 9 = ![]() · 9 = 23º
· 9 = 23º
α3 =
nоб.р. · 9 = ![]() · 9 =
· 9 = ![]() · 9 = 41º
· 9 = 41º
Канавки расположены под углами 11º, 23º, 41º.