- Учителю
- Конспект открытого урока Опиливание металла
Конспект открытого урока Опиливание металла
Открытый урок
в группе по специальности 23.02.06. «Техническая эксплуатация подвижного состава железных дорог»
Мастер п/о Ермаченкова Е.И.
группа ТПС-2/15.
Тема: Опиливание металла.
Цели урока:
Образовательная -
- сформировать умения по опиливанию металла;
- овладеть инструментами и приспособлениями, применяемыми при опиливании
- овладеть комплексом приёмов; рациональной организации рабочего места и труда; принимать правильную рабочую позу; обеспечивать балансировку напильником при опиливании плоскостей; производить опиливание различных плоскостей, заготовок;
- отработать приёмы опиливания;
- обеспечить усвоение темы «Опиливание заготовок» через выполнение практических работ;
- усвоить ТБ при опиливании.
Развивающая - анализировать рабочую ситуацию, осуществлять текущий контроль, оценку собственной деятельности.
-совершенствовать умения и навыки выполнения обучающимися ранее изученных трудовых приёмов и операций;
-формировать умение обучающихся самостоятельно планировать и осуществлять технологический процесс выполнения работ комплексного характера;
-формировать навыки производительного труда (скорость в работе);
-формировать основы творческого подхода к трудовой деятельности, культуры труда
Воспитательная - совершенствовать нравственное воспитание обучающихся;
- продолжить формирование сознательной потребности к труду;
- воспитывающая: воспитание дисциплинированности, бережного отношения к инструментам, экономность использования металла;
- соблюдение правил техники безопасности.
Методическая - использование групповой формы работы.
Тип урока: урок по изучению трудовых приёмов.
Методы учебной практики (по уровню познавательной деятельности обучающихся):
-
Информационно-рецептивный.
-
Репродуктивный.
-
Проблемный
Межпредметные связи:
Слесарное дело
Черчение
Материаловедение
Перечень учебно-производственных работ и упражнений
Упражнения в держании напильника, в правильной постановке корпуса и ног при опиливании. Упражнения в движениях и балансировке напильника при опиливании широких плоских поверхностей.
Материально-техническая база.
Оборудование: верстаки слесарные, тиски.
Инструмент:
- напильники для черновой обработки №0 и «№1;
- напильники для чистовой обработки №2 и№3;
- штангенциркули;
- угольники.
Дидактический материал:
- инструкционные карты по видам работ (опиливание);
- карточки- задания (технологический процесс);
- инструкции по ТБ и пожарной безопасности.
Наглядные пособия:
- чертеж детали, образцы готовых работ, инструкционные карты, плакаты.
Оценка работы обучающихся:
Оценка работы обучающихся
№
Ф.И.О.
Организация рабочего места
Соблюдение правил охраны труда
Выполнение учебно-производ. работы
Качество выполненной работы
Итоговая оценка
На «5»
Безошибочное, уверенное и самостоятельное выполнение приёмов работы. Правильная и качественная организация рабочего места перед работой, во время работы, после работы. Соблюдение правил и требований техники безопасности.
На «4»
Правильное и самостоятельное выполнение основных приёмов при наличии несущественных недочётов. Правильная и качественная организация рабочего места перед работой, во время работы и по окончании работы при наличии единичных нарушений. Соблюдение правил и требований техники безопасности.
На «3»
Выполнение приёмов слесарной обработки с нарушениями, не приводящими к порче детали. Неумение выполнять отдельные трудовые приёмы, прибегая к помощи мастера. Незначительные отступления от технических требований. Недочёты в организации труда и рабочего места, исправляемые только после указаний мастера. Небрежная уборка рабочего места.
Ход урока
1.Организационная часть (5мин).
1. Проверка посещаемости.
2. Проверка готовности к практике.
3. Назначит дежурных
2.Вводный инструктаж (40 мин).
2.1. Актуализация опорных знаний, умений и мотивационных состояний
1.Сообщение цели и задач урока.
2. Провести опрос по пройденному материалу
3.Формирование понимания важности темы учебной практики.
4.Актуализация опорных знаний по технологии обработки заготовок.
5.Формирование организационной основы предстоящей учебной деятельности.
6. Определение перечня необходимых инструментов и приспособлений для работы.
7.Показ и объяснение приёмов выполнения опиливания на рабочем месте.
8.Закрепление приёмов на основе тренировочных упражнений.
9.Обсуждение последовательности выполнения операций.
10.Тестовая контрольная по теме « Опиливание металла»
2.2Мотивация предстоящей учебной деятельности. Распределение обучающихся по рабочим местам.
-
Самостоятельная работа обучающихся (текущий инструктаж) (5ч)
-
Выполнение обучающимися индивидуальных заданий.
-
Обходы мастером п/о рабочих мест обучающихся с целью наблюдения и контроля:
-
За своевременным началом выполнения учебно-производственной работы;
-
За соблюдением правильной последовательности операций;
-
За соблюдением техники безопасности;
-
За правильным и рациональным применением инструмента;
-
Индивидуального инструктирования при необходимости;
-
За осуществлением самоконтроля.
-
-
-
Заключительный инструктаж (15 мин).
-
Рефлексия учебно-производственной деятельности обучающимися.
-
Уборка рабочих мест.
-
Подведение итогов занятия и сообщение оценок.
-
Выдача домашнего задания.
-
Домашнее задание
Повторить назначение и виды напильников, технику и приемы опиливания металла.
Опиливание металла (конспект )
План изложения нового материала:
1) Способы и виды опиливания
2) Инструменты и приспособления для опиливания.
4) Классификация и виды напильников.
5)Техника и приемы опиливания.
6)Качество опиливания.
7)Возможный брак при опиливание
8)Техника безопасности при опиливании металла.
Опиливание - это операция по снятию лишнего слоя металла режущим напильником.
1)Способы и виды опиливания:
Виды опиливания:
а) черновая в) чистовая с) отделочная
Способы опиливания:
а) напильниками в) механизированными инструментами с) на станках
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия различной формы, поверхности, расположенные под разными углами, и т.д.
2) Инструменты и приспособления для опиливания.
Для опиливания металла применяют напильники.
Общее устройство напильника
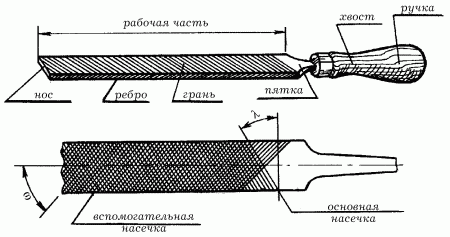
Виды насечек:
Одинарная (простая) - опиливание мягких металлов и неметаллических материалов.
Двойная (перекрестная) - опиливание чугуна, стали и других твердых материалов.
Рашпильная - грубая обработка древесины, кожи и других мягких материалов Дуговая - для мягких материалов (медь ,алюминий)
3)Классификация и виды напильников.
Классификация напильников:
Драчевые напильники - применяются для грубой обработки
металлической поверхности, обычно снимают 05-1,0 мм. металла.
Личные напильники - применимы для окончательной точной обработки и получения чистой, не зазубренной поверхности. Точность 0,02 мм.
Брусовки - используют чтобы снимать толстые слои металла.
Надфили</</u> - самые точные и маленькие напильники, применяются в основном для мелкой работы и доведения заготовки до конечного результата.
Виды напильников:
1. Круглый напильник - обработка круглых, овальных и вогнутых поверхностей;
2.Полукруглые напильники - имеет две стороны, плоскую и круглую, одной стороной обрабатывает плоскости, другой вогнутые и полукруглые поверхности;
3.Трехгранные напильники - обработка поверхностей и отверстий, недоступных для плоских напильников;
4. Квадратные напильники - обработка узких прямых поверхностей, недоступных для плоских напильников;
5. Плоские напильники с овальными ребрами - служат для обработки различных видов закруглений;
6. Надфили - применяются для проведения точных и мелких работ, обработке мелких поверхностей и прорезей.
4)Техника и приемы опиливания.
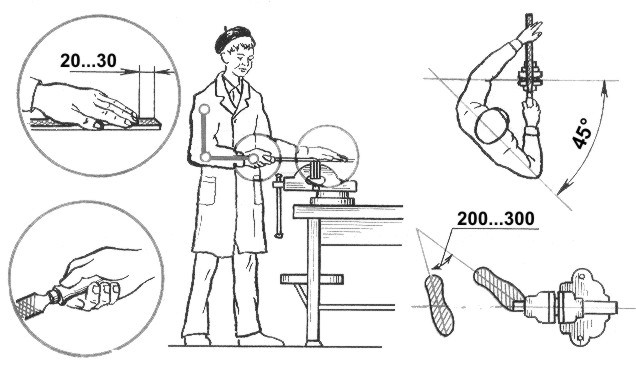
Большое значение при опиливании металла имеют рабочая поза (положение корпуса и ног работающего), держание (хватка) инструмента и координация усилий рук.
Корпус держите прямо и с поворотом на пол-оборота к оси тисков. Левую ногу отставьте на полшага вперед и влево, а правую отнесите назад так, чтобы угол между осями ступней был примерно равным 60 - 70о. Правая рука в локтевом изгибе образует в исходном положении угол 90о.
Правой рукой возьмите напильник так, чтобы ручка упиралась в ладонь, четыре пальца обхватывали ее снизу, а большой палец находился сверху. Ладонь левой руки наложите на носок напильника на расстоянии 20…30 мм от его края.
Приемы работы при опиливании.
В процессе опиливания необходимо координировать усилия нажима на напильник (балансировка). В исходном положении нажим левой рукой делайте наибольшим, а правой - наименьшим. При рабочем ходе нажим левой рукой уменьшайте, а правой - увеличивайте.
Наиболее рациональным темпом опиливания считается 40-60 двойных ходов в минуту.
Опиливание начинается, как правило, с проверки припуска на обработку, который должен обеспечить изготовление детали по размерам, указанным на чертеже, проверив размеры заготовки, определяют базу, т.е. поверхность, относительно которой следует выдерживать размеры детали и взаимное расположение ее поверхностей.
Если степень шероховатости поверхностей на чертеже не указана, то заготовки опиливают только драчевым напильником. При необходимости получить более ровную поверхность опиливание заканчивают личным напильником.
Способы обработки плоскостей напильником:
А) Косой штрих В) Поперечный штрих С) Перекрестный штрих
Д) Продольный штрих Е) Круговой штрих
5)Качество опиливания
Качество опиливания контролируют самыми различными инструментами. Правильность опиливаемой плоскости проверяют поверочной линейкой «на просвет». Контроль осуществляется также с помощью угольника, угломера, штангенциркуля, кронциркуля. Контроль криволинейных обрабатываемых поверхностей производят по линиям разметки или с помощью специальных шаблонов.
6)Возможный брак при опиливание.
Возможный брак при опиливание:
1. Неровности опиленных поверхностей и «завалы» краев заготовки возникают тогда, когда не соблюдаются усилие нажима на напильник левой и правой руки.
2.Вмятины и повреждения происходят из-за закрепления без нагубников.
3.Неточность размеров опиленной поверхности - результат неточности или невнимательности.
4.Задиры или грубые царапины возникают при работе тупым (нужно заменить) или забитым опилками напильником (нужно почистить).
7) Техника безопасности при опиливании металла:
1. Надежно закрепляйте заготовку.
2. Не поджимайте пальцы левой руки при обратном ходе напильника.
3. Проверяйте прочность насадки ручки и ее исправность.
4. Не работайте напильником без ручки или с треснувшей ручкой.
5. Не сдувайте стружку и не сметайте ее руками, используйте щетку-сметку.
6. Нельзя руками проверять качество обработанной поверхности.
7. Не допускайте падения на пол инструментов и заготовок.
Инструкционно-технологическая карта №1
Балансировка напильника
Последовательность операций
Инструмент, приспособление
Технические условия и указания
1.Стоять перед тисками прямо и устойчиво вполоборота к ним, под углом 450 к оси тисков.
2.Поставить ступни ног под углом 60-70 градусов одна к другой, расстояние между пятками 200-300 мм.
3.Установить высоту тисков по росту. В случае ослабления нажима правой рукой и усиления левой может произойти завал вперёд, при усилении нажима правой рукой и ослаблении левой произойдёт завал назад.
Отработка рабочих движений и балансировка напильника
1.Взять правой рукой конец ручки так, чтобы её овальная головка упиралась в мякоть ладони.
2.Наложить большой палец вдоль оси, а остальными пальцами обхватить ручку, прижимая её к ладони.
3.Наложить левую руку ладонью поперёк напильника на расстоянии 20-30 мм от его конца, пальцы слегка согнуть, но не свешивать; локоть левой руки слегка приподнять.
4.Двигать напильником плавно делая 40-60 движений в минуту, строго горизонтально обеими руками вперёд ( рабочий ход) и назад (холостой ход) так, чтобы он касался обрабатываемой заготовки всей поверхностью; не отрывать напильник от заготовки во время холостого хода.
Усилия правой и левой рук распределять следующим образом:
а) нажимать на напильник только при его движении вперёд, строго соблюдая распределение усилий нажима на него правой и левой руками, т. е. балансировку.
б) в начале рабочего хода основной нажим выполнять левой рукой, а правой поддерживать напильник в горизонтальном положении;
в) в середине рабочего хода усилия нажима обеими руками на напильник должны быть одинаковы;
г) в конце рабочего хода основной нажим выполнять правой рукой, а левой поддерживать его в горизонтальном положении; корпус слегка наклонить в сторону тисков; упор делать на левую ногу.
Верстак тиски Напильник
Перед началом работы напильник должен находиться с правой стороны тисков рукояткой к работающему
Не доводить напильник до удара рукояткой о деталь, так как это может вызвать соскакивание рукоятки и вызвать ранение
Сила нажима зависит от насечки: чем меньше
насечка, тем меньше должна быть сила нажима
Инструкционно-технологическая карта №2
Опиливание поверхностей, расположенных под угломПоследовательность операций
Инструмент, приспособление
Технические условия и указания
1.Проверить размеры заготовки по чертежу.
2.Произвести разметку.
Проверить правильность разметки.
З. Зажать размеченную заготовку горизонтально ( обрабатываемой поверхностью вверх) в тисках, чтобы обрабатываемая поверхность выступала выше уровня губок тисков на 8-10 мм; крепление заготовки в тисках должно быть прочным и надёжным.
4.Опилить поверхность 1 драчевым напильником.
5.Проверить прямолинейность поверхностей линейкой, а перпендикулярность их базовой поверхности - поверочным угольником.
6.Опилить поверхность начисто.
7.Проверить правильность опиливания линейкой и угольником до точной подгонки к базовой поверхности под угол 900.
8.В таком же порядке опилить сторону 2.
9.Взять в левую руку заготовку, а в правую - угольник; внутреннюю рабочую грань угольника приложить к базовой поверхности так, чтобы между второй гранью и опиливаемой поверхностью оставался зазор 2-3 мм.
10. Сдвигать приложенную к боковой поверхности грань угольника без нажима плавно, до соприкосновения второй грани с опиливаемой поверхностью и определять на глаз зазор ( при правильном опиливании поверхности световой зазор должен быть узким и равномерным). Проверку угольником на «просвет» производить в нескольких местах на поверхности на уровне глаз. Опиленная окончательно личным напильником поверхность не должна иметь «завалов».
Слесарный верстак
Кернер, чертилка
Тиски
Напильник плоский
Штангенциркуль, угольник 900
Напильник
Штангенциркуль, угольник 900
Напильник
Штангенциркуль, угольник 900
Заготовка должна иметь припуск на обработку не менее 0,5мм. На заготовке не должно быть раковин выкрошенных мест
Разметку производить по чертежу
Опиленные плоскости должны быть прямолинейными, соответственно параллельными