- Учителю
- Методические указания к лабораторным работам по дисциплине «Процессы формообразования и инструменты» для студентов 2 курса специальности «Технология машиностроения»
Методические указания к лабораторным работам по дисциплине «Процессы формообразования и инструменты» для студентов 2 курса специальности «Технология машиностроения»
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное
учреждение высшего профессионального образования
«Ивановский государственный энергетический
университет имени В.И. Ленина»
Машиностроительный колледж
Методические указания
к лабораторным работам по дисциплине
«Процессы формообразования и инструменты»
для студентов 2 курса специальности
«Технология машиностроения»
Иваново 2016
Составитель Е. С. Вьюшина
Редактор Л. В. Дубова
Методические указания к лабораторным работам предназначены для студентов, обучающихся по направлению 151901 «Технология машиностроения» и выполнены в соответствии с рабочей программой по дисциплине «Процессы формообразования и инструмент». Предусматривают знакомство с токарными резцами и обработкой материалов на токарном станке 1К62.
Рекомендуется для специальностей технического профиля.
Утверждены методической комиссией технологических дисциплин и оборудования.
Рецензент:
____________ (Е. В. Сидорова) преподаватель высшей категории ФГБОУ ВПО ИГЭУ Машиностроительный колледж
____________ (А. Н. Зыгалов) начальник УК ОАО «Автокран»
Оглавление
4
Лабораторная работа №1 «Измерение углов токарных резцов».…………………………………………
11
Лабораторная работа №2 «Влияние различных факторов на шероховатость обработанной поверхности»..………….…………... …………………………...
18
Лабораторная работа №3 «Влияние глубины резания на точность обработанной поверхности»…………
25
Введение
Токарная обработка (точение) - один из самых распространенных видов обработки металлов резанием, осуществляемый на станках токарной группы.
Лабораторные работы № 2, 3 выполняются на токарно-винторезном станке 1К62.
Не смотря на большое разнообразие конструкций, все токарно-винторезные станки имеют типовое устройство.
На рис.1 показан токарно-винторезный станок 1К62, состоящий из следующих составных частей:
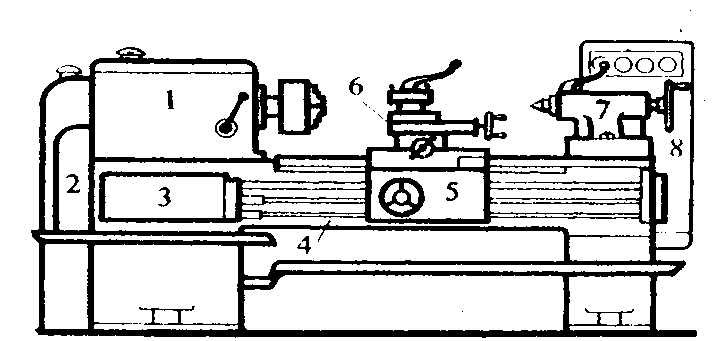
Рис.1. Токарно-винторезный станок 1К62:
1 - передняя бабка; 2 - гитара; 3 - коробка подач; 4 - станина; 5 - фартук; 6 - суппорт; 7- задняя бабка; 8- шкаф с электрооборудованием
Передняя бабка - чугунная коробка, внутри которой расположена коробка скоростей предназначенная для изменения частоты вращения шпинделя. В коробку скоростей входит главный рабочий орган станка - шпиндель. Гитара - предназначена для настройки станка на требуемую подачу или шаг нарезаемой резьбы. Коробка подач - предназначена для изменения скорости подачи и передачи вращательного движения ходовому винту и ходовому валу. Станина - массивное чугунное основание, на котором смонтированы все основные части станка. На верхней части станины расположены направляющие, по которым перемещается суппорт. Станина расположена на двух тумбах. Фартук - система механизмов преобразующих вращательное движение ходового винта и ходового вала в возвратно-поступательное движение суппорта.
Суппорт - устройство, в которое входит резцедержатель, верхние салазки суппорта, поперечные салазки суппорта и каретка. Суппорт нужен для придания резцу движения подачи. Задняя бабка - служит для закрепления центров поддерживающих правый конец длинных заготовок, а также для закрепления осевого инструмента. Шкаф с электрооборудованием - в нем расположено электрооборудование станка.
Детали машин изготавливают из заготовок. Слой металла, который срезают с заготовки во время обработки, называют припуском. Процесс резания сопровождается сложными физическими явлениями (пластическими и упругими деформациями, тепловыделением, образованием нароста на режущей части инструмента), которые оказывают большое влияние на работу режущего инструмента, производительность труда и качество обработки.
Для осуществления процесса резания на токарном станке необходимо два движения:
-
главное движение - вращательное движение заготовки;
-
движение подачи - поступательное движение резца, обеспечивающее непрерывное врезание его в новые слои металла.
Режущим инструментом, применяемым на токарных станках, являются резцы, которые по виду обработки делятся на проходные, подрезные, отрезные, прорезные, галтельные, резьбовые, фасонные и расточные. Ниже рассматриваются некоторые токарные резцы:
-
Проходные резцы применяют как для обработки вдоль оси заготовки (рис. 2), так и для подрезки торца (рис. 3). К проходным резцам относится и резец, показанный на рис. 4, называемый проходным упорным. Он применяется при продольном обтачивании с одновременной обработкой торцовой поверхности, составляющий с цилиндрической поверхностью прямой угол.
-
Подрезные резцы применяют для обработки поверхностей заготовки в направлении, перпендикулярном или наклонном к оси вращения (рис.5).
-
Отрезной резец применяют для отрезки (разрезки) заготовки (рис. 6).
-
Прорезные резцы аналогичны отрезным, но имеют длину режущей кромки, соответствующую ширине прорезаемого паза (канавки).
-
Галтельные резцы применяют для протачивания закругленных канавок (рис. 7,а) и переходов.
-
Резьбовые резцы применяют для нарезания наружных (рис. 7,б) и внутренних резьб.
-
Фасонные резцы применяют для обработки фасонных поверхностей (рис. 7,в).
-
Расточные резцы применяют для обработки сквозных или глухих отверстий (рис.8).
Рис.2. Проходной резец
![]()
Рис. 3. Проходные резцы для подрезки торца
Рис.4. Проходной
упорный резец
![]()
Рис.5. Подрезной резец
S
Рис.6. Отрезной резец
Рис.7.: а - галтельный резец;
б - резьбовой резец; в - фасонный резец
а) б) в)
Рис.8. Расточные резцы
![]()
Методические рекомендации по выполнению
лабораторной работы
Перед тем как приступить к выполнению лабораторной работы студент должен:
-
Изучить теоретический материал по теме.
-
Получить от преподавателя настольный угломер с набором резцов (проходной прямой, проходной упорный, отрезной) стандартной конструкции.
-
Получить от преподавателя радиусометр.
-
Изучить последовательность измерения углов токарных резцов.
-
Получить зачет.
Общие требования к оформлению
лабораторных работ
-
Лабораторная работа оформляется в тетради.
-
Рисунки оформляются карандашом.
Общие критерии оценки лабораторных работ
Оценка («зачтено» или «не зачтено») выставляется преподавателем после проверки содержания лабораторной работы и ответов на вопросы. В случае получения оценки «не зачтено» студент переделывает работу во внеурочное время. Работа считается выполненной только после получения оценки «зачтено».
При невыполненных лабораторных работах по окончании семестра студент не допускается к получению зачета по дисциплине «Процессы формообразования и инструменты».
Лабораторная работа №1
Измерение углов токарных резцов
Цель работы
Ознакомление учащихся с геометрическими и конструктивными параметрами токарных резцов. Приобретение практических навыков в измерении углов токарных резцов с помощью настольного угломера.
Оборудование рабочего места
Для выполнения работы на рабочем месте необходимо иметь:
-
Настольный универсальный угломер.
-
Радиусометр, для измерения радиуса при вершине резца.
-
Штангенциркуль, для измерения ширины (В), высоты (Н) и длины (L) резца (рис.9).
-
Набор резцов (проходной прямой, проходной упорный, отрезной) стандартной конструкции.
Теоретические сведения
Токарный резец состоит из стержня (державки), служащего для закрепления его в резцедержателе станка, и головки резца. Различают следующие элементы режущей части резца: передняя поверхность, по которой сходит стружка. Главная задняя поверхность, обращённая к поверхности резания заготовки. Вспомогательная задняя поверхность, обращённая к обработанной поверхности заготовки. Главная режущая кромка - линия пересечения передней и главной задней поверхностей. Вспомогательная режущая кромка - линия пересечения передней и вспомогательной задней поверхностей. Вершина резца - точка пересечения главной и вспомогательной режущих кромок. Для увеличения износостойкости резца и повышения чистоты обработанной поверхности вершину иногда закругляют или срезают прямолинейной переходной кромкой.
Рис.9. Основные конструктивные параметры резца:
1 - передняя поверхность; 2 - главная задняя поверхность; 3 - вспомогательная задняя поверхность; 4- главная режущая кромка; 5 - вспомогательная режущая кромка; 6 - вершина резца; «Н»- высота державки; «В»- ширина державки
Углы резца делятся на главные, вспомогательные и углы в плане (рис.10). Главные углы резца измеряются в главной секущей плоскости. К ним относятся:
α - главный задний угол, заключенный между главной задней поверхностью и плоскостью резания.
β - угол заострения, образованный передней и задней поверхностями.
γ - передний угол, между передней поверхностью резца и плоскостью, перпендикулярной к плоскости резания, проходящей через главную режущую кромку.
δ - угол резания, между передней поверхностью и плоскостью резания.
При положительном значении переднего угла γ °
α+ γ+ β = 90°
β = 90°- (α+ γ)
К вспомогательным углам и углам в плане относятся:
α1 - вспомогательный задний угол, расположен между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.
ε- угол при вершине, заключенный между проекциями главной и вспомогательной режущими кромками.
φ - главный угол в плане, между проекцией главной режущей кромки на основную плоскость и направлением подачи.
φ1 - вспомогательный угол в плане, между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи.
λ - угол наклона главной режущей кромки, между главной режущей кромкой и линией проведенной через вершину резца параллельно основной плоскости.
Порядок выполнения работы
-
Ознакомиться с содержанием работы и методическими указаниями для ее выполнения.
-
Выполнить эскиз резца и указать основные конструктивные параметры (рис. 9).
-
Выполнить сечения в главной секущей и вспомогательной секущей плоскостях, обозначить углы (рис. 10).
-
Измерить размеры В, Н и L каждого резца.
-
Измерить главные, вспомогательные углы и углы в плане.
-
Измерить радиусометром радиус при вершине «r».
-
Результаты измерений занести в таблицу 1.
Рис.10. Углы резца
Последовательность измерения углов резца
Измерение углов токарных резцов осуществляется с помощью настольного угломера (рис.11). При измерении главных
углов резца необходимо шкалу 2 установить перпендикулярно главной режущей кромки резца, что соответствует главной секущей плоскости. Измерение главного угла α производится в следующей последовательности:
-
Устанавливается шкала 2 перпендикулярно главной режущей кромки резца, поворотом ее вокруг стойки 1 и закрепляется в данном положении винтом 3.
-
Угольник 4 поворачивается вокруг оси 5, до соприкосновения измерительной поверхности угольника с задней гранью резца (при этом неизбежна регулировка положения шкалы 2 по высоте на стойке 1)
-
Риска указателя 6 показывает на шкале величину заднего угла в градусах.
Аналогично измеряются вспомогательный задний угол и передний угол. Углы β и δ определяются следующим образом:
β = 90 - (α+ γ) δ = α+ β
Для измерения углов φ и φ1 устанавливается в рабочее положение шкала 7, при этом резец с помощью подвижного упора 8 располагается перпендикулярно к измерительной поверхности указателя 9.
Указатель 9 поворачивается до полного совмещения с главной режущей кромкой резца, тогда риска указателя показывает величину угла. Величина ε определяется по формуле:
ε = 180 - (φ+ φ1)
Угол λ измеряется по шкале 10 и считается положительным, если вершина резца является наинизшей точкой главной режущей кромки. Если вершина резца является наивысшей точкой главной режущей кромки, то λ отрицательный. λ=0 , если главная режущая кромка параллельна основной плоскости.
Рис.11. Настольный угломер: 1- стойка; 2- шкала для измерения угла α; 3 - винт; 4 - угольник; 5 - ось; 6 - риска; 7- шкала для измерения углов φ и φ1; 8 - упор; 9 - указатель; 10 - шкала для измерения угла λ
-
Радиус при
вершине
r, мм
Углы резца в градусах
Вспомогательные углы, град.
λ
ε
φ1
φ
α1
Главные
углы, град.
δ
β
Таблица 1. Результаты измерений
γ
α
Форма передней поверх-ности
ВхНхL,
мм
Наименование
резца
№
п/п
Контрольные вопросы
-
Классификация токарных резцов, их назначение;
-
Формы передней поверхности резца;
-
Геометрия токарных резцов;
-
Влияние углов резца на процесс резания.
Методические рекомендации по выполнению
лабораторной работы
Перед тем как приступить к выполнению лабораторной работы студент должен:
-
Изучить теоретический материал по теме.
-
Получить от преподавателя заготовку согласно эскизу.
-
Получить от преподавателя эталоны шероховатости обработанной поверхности.
-
Получить от преподавателя резцы стандартной геометрии.
-
Изучить методы и средства измерения шероховатости.
-
Получить зачет.
Лабораторная работа № 2
Влияние различных факторов на шероховатость
обработанной поверхности
Цель работы
-
Определить влияние различных факторов на шероховатость обработанной поверхности при точении.
-
Приобретение практических навыков при определении шероховатости обработанной поверхности путем сравнивания с эталоном чистоты.
Оборудование рабочего места
Работа проводится на токарном станке 1К62, на рабочем месте необходимо иметь:
-
Заготовки согласно эскизу (рис.12);
-
Резцы стандартной геометрии;
-
Эталоны шероховатости обработанной поверхности;
Теоретические сведения
Качество изготовленной детали, а следовательно, и всей машины, прибора, станка или другого изделия, собранного из несколько деталей, влияет на долговечность и надежность работы всего механизма. Качество детали зависит не только от марки металла или его термической обработки, но и от шероховатости поверхностей этой детали. Поверхность детали, полученная после механической обработки (опиливания, шабрения, обтачивания, шлифования и т.д.), не может быть идеально гладкой. Любой режущий инструмент оставляет на ней следы впадин или выступающих гребешков - шероховатость.
Шероховатость поверхности это показатель высоты, шага и величины микронеровностей , полученных после обработки материала. Для определения шероховатости на поверхности детали выделяют определенную часть. Эта часть называется базовой длинной.
На шероховатость поверхности кроме режима резания (подачи и скорости резания) влияют геометрические параметры режущей части инструмента (главный и вспомогательный углы в плане, радиус закругления вершины), качество заточки и доводки режущей кромки.
Параметры и характеристики шероховатости регламентированы ГОСТ 2789-73, которым установлены следующие ее параметры:
Ra - среднее арифметическое отклонение профиля;
Rz - высота неровностей профиля по десяти точкам;
Для обозначения шероховатости ГОСТ 2.309-73 предусматривает один из знаков:
![]() для
поверхности, вид обработки которой не устанавливается;
для
поверхности, вид обработки которой не устанавливается;
![]() для
поверхности, образуемой удалением слоя металла, например, точением,
сверлением, фрезерованием и т.д.;
для
поверхности, образуемой удалением слоя металла, например, точением,
сверлением, фрезерованием и т.д.;
![]() для
поверхности, образуемой без удаления слоя металла, например,
литьем, ковкой, штамповкой и т.д.;
для
поверхности, образуемой без удаления слоя металла, например,
литьем, ковкой, штамповкой и т.д.;
![]() указывают
вид обработки, которым необходимо получить данную шероховатость -
доводить, полировать и т.д.
указывают
вид обработки, которым необходимо получить данную шероховатость -
доводить, полировать и т.д.
В табл.2 приведены параметры шероховатости поверхности по ГОСТ 2789- 73 ( СТ СЭВ 638 - 77).
Таблица 2. Параметры шероховатости поверхности
Классы шероховатости поверхности
Параметры шероховатости по
ГОСТ 2789-73 ( СТ СЭВ 638 - 77)
Rа , мкм
R z , мкм
1
80…50
320…200
2
40…25
160…100
3
20…12,5
80…50
4
10…6,3
40…25
5
5…3,2
20…12,5
6
2,5…1,6
10…8
7
1,25..0,8
6,3…4,0
8
0,63…0,40
3,2…2,0
9
0,32…0,20
1,6…1,0
10
0,160..0,100
0,8…0,5
Параметр шероховатости Rа устанавливается для классов шероховатости 6…..12, а параметр шероховатости Rz - для классов 1….5 и для классов 13…..14.
Порядок выполнения работы
-
Ознакомиться с содержанием работы и методическими указаниями для ее выполнения.
-
Выполнить эскиз детали (рис. 12).
-
Выполнить задания:
- проверить зависимость шероховатости обработанной поверхности путем сравнивания с эталоном чистоты в зависимости от величины подачи и глубины резания;
- проверить зависимость шероховатости обработанной поверхности от геометрии резца;
- проверить зависимость шероховатости обработанной поверхности от величины скорости резания.
4. По каждому заданию работы сделать вывод.
Методы и средства измерения шероховатости
поверхности
Оценка шероховатости поверхности производится различными методами. Одним из наиболее распространенных является метод сравнения. Сущность этого метода заключается в сравнении контролируемой поверхности с поверхностью специально изготовленного эталона, называемого образцом шероховатости. Образцы шероховатости изготавливаются по ГОСТ 9378- 60. Они представляют собой металлические пластины с плоской или цилиндрической рабочей поверхностью размером 30х20 мм. Рабочая поверхность каждого образца обработана одним из следующих способов: наружным точением, внутренней расточкой, зенкерованием, развертыванием, строганием, фрезерованием, шлифованием, полированием, доводкой.
Сравнение поверхностей детали и образца производят визуально («на глаз») или на ощупь, проводя ногтем или ребром монеты поперек следов обработки. Надежные результаты контроля получаются только для поверхностей до 6-ого класса. При проверке более чистых поверхностей используют различные оптические приборы.
При выборе образцов для контроля шероховатости поверхности детали следует выполнять следующие условия:
-
образец должен быть выполнен из того же материала, что и контролируемая деталь ( сталь, чугун, бронза и т. п.);
-
рабочая поверхность образца должна быть обработана тем же методом, что и контролируемая поверхность детали (точением, фрезерованием и т. п.);
-
геометрическая форма рабочей поверхности образца должна соответствовать геометрической форме контролируемой поверхности детали (плоская, цилиндрическая).
Вместо образцов в ряде случаев применяют готовую деталь, шероховатость поверхности которой аттестована специальными измерительными приборами. Эта эталонная деталь наилучшим образом отвечает всем вышеперечисленным условиям.
Задание 1
-
Проверить зависимость шероховатости обработанной поверхности от величины подачи. Результаты занести в таблицу 3.
-
Определить режимы резания:
t=…мм, V=…м/мин, n=…об/мин, D=…мм.
Таблица 3. Зависимость шероховатости обработанной поверхности от величины подачи
Величина подачи
S, мм/об
Шероховатость обработанной
поверхности
Вывод
Задание 2
-
Проверить зависимость шероховатости обработанной поверхности от глубины резания. Результаты занести в таблицу 4.
-
Определить режимы резания:
S=…мм/об V=…м/мин, n=…об/мин
Таблица 4. Зависимость шероховатости обработанной поверхности от глубины резания
Глубина резания
t, мм
Шероховатость обработанной
поверхности
Вывод
Задание 3
-
Проверить зависимость шероховатости поверхности от скорости резания. Результаты занести в таблицу 5.
-
Определить режимы резания:
t=…мм, S=…мм/об, n=…об/мин
Таблица 5. Зависимость шероховатости поверхности от скорости резания
Скорость
резания,
V, м/мин
Шероховатость обработанной
поверхности
Вывод
Задание 4
-
Проверить зависимость шероховатости обработанной поверхности от геометрии резца. Результаты занести в таблицу 6.
-
Определить режимы резания:
t=…мм, V=…м/мин, n=…об/мин, S=…мм/об.
Таблица 6. Зависимость шероховатости обработанной поверхности от геометрии резца
Шероховатость обработанной
Поверхности, мкм
Вывод
Рис.12. Эскиз детали
Контрольные вопросы
-
Что называют шероховатостью поверхности?
-
От каких режимов обработки зависит шероховатость поверхности?
-
Какими способами можно изменить шероховатость поверхности?
-
Какими параметрами измеряется шероховатость поверхности?
-
Какие условия нужно учитывать при контроле шероховатости поверхности?
Методические рекомендации по выполнению
лабораторной работы
Перед тем как приступить к выполнению лабораторной работы студент должен:
-
Изучить теоретический материал по теме.
-
Получить от преподавателя заготовку согласно эскизу.
-
Получить от преподавателя резец проходной отогнутый с углом φ=45°.
-
Получить зачет.
Лабораторная работа №3
Влияние глубины резания на точность обработанной поверхности
Цель работы
-
Приобретение практических навыков при измерении детали микрометром.
-
Определение влияния глубины резания на отжим резца (Ру).
-
Определение температуры стружки t°C при обработке по цвету побежалости (табл.9).
Оборудование рабочего места
-
Работа производится на токарном станке 1К62.
-
Заготовка согласно эскизу.
-
Резец правый проходной отогнутый с углом φ=45°.
Теоретические сведения
Жесткость упругой системы влияет в основном на точность обработки и на возникновение вибрации.
Большая жесткость системы является одним из основных условий достижения точности при обработке. При отсутствии достаточной жесткости под действием сил резания и других сил система деформируется, что приводит к искажению формы детали и получению неправильных ее размеров.
С жесткостью системы СПИД (станок - приспособление - инструмент - деталь) связано и явление вибрации.
Системы, обладающие большой жесткостью, могут работать с более высокими режимами резания без проявления вибрации, что обеспечивает их большую производительность.
Жесткость упругой системы jс, Н/м выражается отношением радиальной составляющей силы резания, направленной по нормали к обрабатываемой поверхности, к смещению режущей кромки инструмента, установленного на размер относительно детали, отсчитанному в том же направлении:
jc=Py ∙ 9.81 / y∙10-3,
где Ру - радиальная составляющая силы резания, кг;
у- смещение режущей кромки инструмента (деформация упругой системы) , мм.
На рисунке 14 показаны силы, возникающие в процессе резания:
Рис.14. Схема сил резания
Рz- сила резания - действующая по касательной к поверхности резания и совпадающая с направлением главного движения. Эта сила изгибает резец в вертикальной плоскости и очевидно, чем больше вылет резца, тем больше будет изгибающий момент Мизг, кгс ∙ мм (рис.15):
Мизг = Рz ∙ l ,
где Рz -сила резания, кгс; l - плечё, мм;
Рис.15. Составляющие силы резания
Наряду с напряжениями в державке резца сила Pz не должна быть больше определенной величины, т.к этот приведет к разрушению пластинки. Если рассмотреть действие этой силы на заготовку, то видно, что в месте резания действует та же сила Рz но обратного направления. Таким образом две противоположные силы создают крутящий момент.
Сила Рх - сила подачи (осевая сила) - действует параллельно оси заготовки в направлении противоположном подаче (рис. 16). Данная сила стремится изогнуть резец и вывернуть его из резцедержателя, т.с резец должен быть прочно закреплен в резцедержателе.
Рис. 16. Составляющие силы подачи
Сила Ру - радиальная сила, направленная перпендикулярно к Рz и Рх и производит сжатие и изгиб державки.
Порядок выполнения работы
-
Ознакомиться с содержанием работы и методическими указаниями для ее выполнения.
-
Выполнить эскиз детали (рис. 17).
-
Обточить заготовку до диаметра d на l=30мм с подачей Sо=0,28 мм/об, V=60-80 м/мин.
-
Измерить участки диаметров на расстоянии 5,15,25 мм от правого торца микрометром с диапазоном измерения «25-50».
-
Занести результаты измерений в таблицу 7 и сделать вывод.
-
Определить t°C при обработке по цвету побежалости с помощью таблицы 9. Результаты занести в таблицу 8 и сделать вывод.
Таблица 7. Результаты измерений
Глубина резания
t,мм
Измеренный
размер, мм
Величина отклонения при сравнении с диаметром первой шейки, мм
Вывод
4,5
2,5
0,5
Таблица 8. Результаты измерений
Глубина резания
t, мм
Табличное значение t°C стружки
Вывод
4,5
2,5
0,5
Таблица 9. Цвета побежалости углеродистой стали
Температура, ° С
Цвет побежалости
220
Светло-желтый
240
Темно-желтый
255
Коричнево-желтый
265
Коричнево-красный
275
Пурпурно-красный
285
Фиолетовый
295
Васильково-синий
314
Светло-синий
330
серый
Рис. 17. Эскиз детали
Контрольные вопросы
-
На что влияет жесткость упругой системы;
-
Что такое система СПИД;
-
Какие силы возникают в процессе резания;
Список литературы
-
Багдасарова Т.А. Токарь - универсал: учеб. пособие для нач. проф. образования / Т.А. Багдосарова. 5-е изд., стер. - М.: Издательский центр «Академия», 2011. - 288 с.
-
Кожевников, Д. В. Резание материалов: учебник для вузов / Д. В. Кожевников, С.В. Кирсанов; под ред. С. В. Кирсанова. - М.: Машиностроение, 2007. - 303 с.
-
Кожевников, Д. В. Режущий инструмент: учебник для вузов / Д. В. Кожевников [и др.]. - М.: Машиностроение, 2007. - 526 с.
-
Шагун, В. И. Металлорежущие инструменты: учеб. пособие для вузов / В. И. Шагун. - М.: Высш. шк., 2007. - 423 с.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНЫМ РАБОТАМ ПО ДИСЦИПЛИНЕ
«ПРОЦЕССЫ ФОРМООБРАЗОВАНИЯ И
ИНСТРУМЕНТЫ»
ДЛЯ СТУДЕНТОВ 2 КУРСА СПЕЦИАЛЬНОСТИ
«ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ»
Составитель: Е. С. Вьюшина
Редактор Л. В. Дубова
Подписано в печать . Формат 6084 1/16.
Печать плоская. Усл.-печ. л. . Тираж 50 экз. Заказ №
ФГБОУВПО «Ивановский государственный
Энергетический университет имени В.И. Ленина».
Отпечатано в УИУНЛ ИГЭУ
153003, г. Иваново, ул. Рабфаковская, 34.