- Учителю
- Статья ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ФРЕЗЕРОВАНИЯ ЗА СЧЁТ УВЕЛИЧЕНИЯ ШИРИНЫ ФРЕЗЕРОВАНИЯ ПРИ ЗАДАННОЙ ПОГРЕШНОСТИ ФОРМООБРАЗОВАНИЯ
Статья ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ФРЕЗЕРОВАНИЯ ЗА СЧЁТ УВЕЛИЧЕНИЯ ШИРИНЫ ФРЕЗЕРОВАНИЯ ПРИ ЗАДАННОЙ ПОГРЕШНОСТИ ФОРМООБРАЗОВАНИЯ
ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ФРЕЗЕРОВАНИЯ ЗА СЧЁТ УВЕЛИЧЕНИЯ ШИРИНЫ ФРЕЗЕРОВАНИЯ ПРИ ЗАДАННОЙ ПОГРЕШНОСТИ ФОРМООБРАЗОВАНИЯ
</ Кадыров М.Ю.
Ферганский политехнический институт
Для того, чтобы обеспечить увеличение возможной
ширины фрезерования, при заданной погрешности формообразования
∆n, целесообразно изменить схему обработки и
устанавливать торцовую фрезу таким образом, чтобы в базовой точкеА
погрешность формообразования была равна максимально возможной
величине ∆n. Такая схема обработки изображена на рис. 1.
Для этой схемы обработки графически определим погрешности
формообразования, считая известными радиус профиля детали
PA, радиус профилирующей окружности RФ,
расположенной в плоскости Pи положение ее центра, то есть
расстояние n =K1RФ. Как и в предыдущем
случае, в выбранной системе плоскостей проекций v/w изображаем
кусок обрабатываемой фасонной цилиндрической поверхности детали.В
соответствии с заданными величинами RФи h, учитывая, что
профилирующая окружность лежит в плоскости P, изображаем ее
проекции на плоскости V и W. На плоскость W профилирующая
окружность проецируется в истинную величину, а на плоскость V -на
след Pv плоскости P.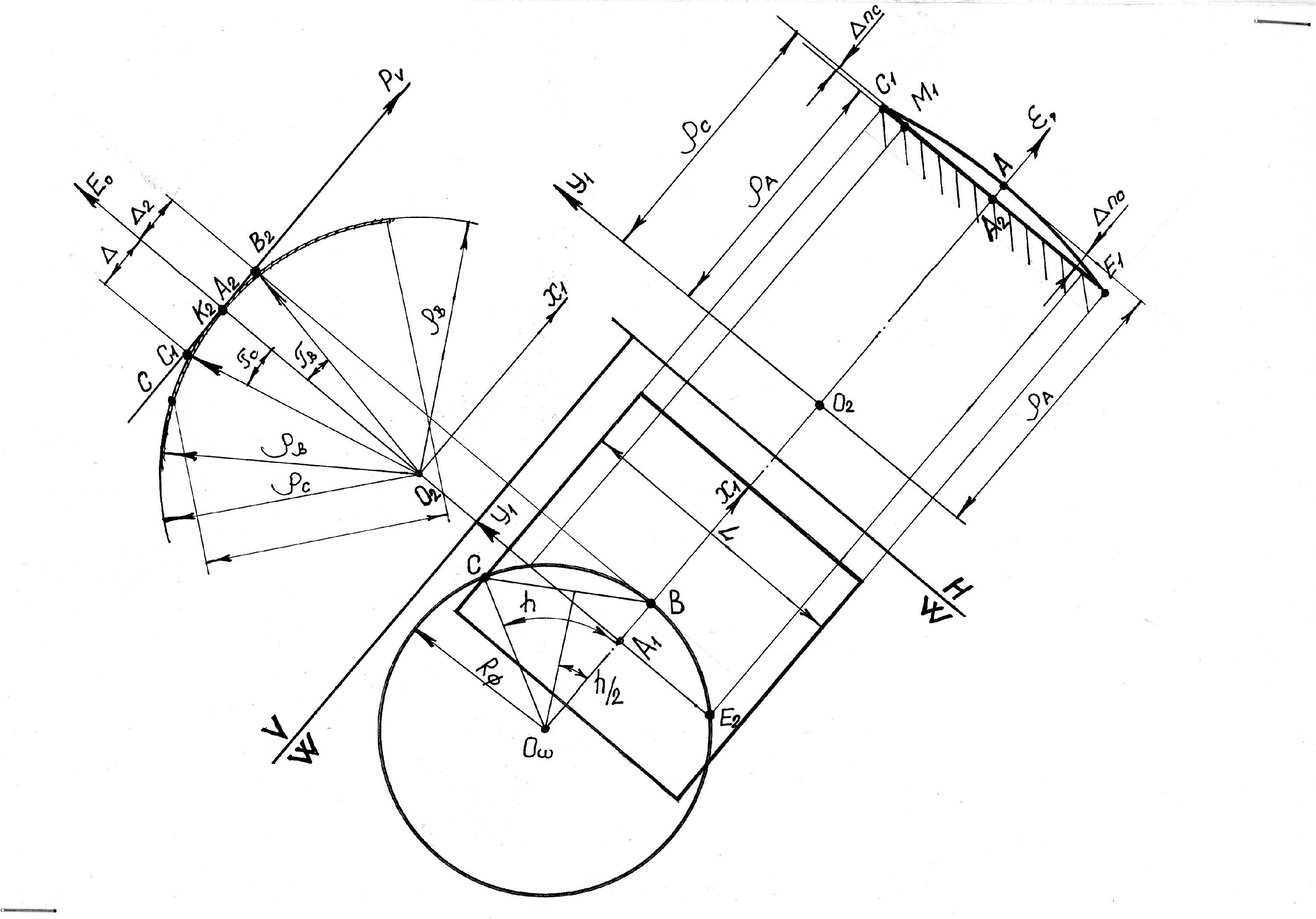
Рис 1.
Определим погрешность формообразования в сеченииY1= const, Примем, что сечение Y1= const , проведено таким образом, что профилирующая окружность пересекается с ним в точке C. Поверхность детали в окрестности базовой точки A можно считать круглым цилиндром радиуса PA . Поэтому при обработке рассматриваемого куска поверхности детали профилирующая окружность будет вращаться вокруг оси Y1. BплоскостиY1= const , точка Cпрофилирующей окружности опишет окружность радиуса Pc, которая будет располагаться на обработанной поверхности детали. Аналогичным образом могут быть найдены радиусы окружностей поверхности реальной детали в других сечениях, параллельных плоскости V. Так, в сечении Y1= const , проходящим через опорную точку A, радиус детали будет равен PB. Образующую цилиндрической поверхности детали , проходящую через опорную точку A, профилирующая окружность пересекает в двух точкахE и M. B сеченияхY1= const , проходящих через эти точки, радиусы детали будут равны заданной величинеp.Истинная величина профиля С1М1B1C1 поверхности детали находится в проекции на плоскость H по известным радиусам PA.PC,PBи соответствующим расстояниям между текущими плоскостями Y1= const. Погрешность формообразования профиля ∆n определяется как разность радиуса обработанной детали в рассматриваемом сечении Y1= const и заданного радиуса профиля PA.