- Учителю
- Контрольно-измерительные материалы по Метрологии, стандартизации и сертификации по специальности Переработка нефти и газа
Контрольно-измерительные материалы по Метрологии, стандартизации и сертификации по специальности Переработка нефти и газа
МИНОБРНАУКИ РОССИИ
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Югорский государственный университет» (ЮГУ)
НИЖНЕВАРТОВСКИЙ НЕФТЯНОЙ ТЕХНИКУМ
(филиал) федерального государственного бюджетного образовательного учреждения
высшего образования «Югорский государственный университет»
(ННТ (филиал) ФГБОУ ВО «ЮГУ»)
|
РАССМОТРЕНО На заседании ПЦК СГ и ПН Протокол заседания №__ от «___»_________2016г. Председатель ПЦК ____________И.Е. Скобелева
|
УТВЕРЖДЕНО
Председатель Методического совета
ННТ (филиал) ФГБОУ ВО «ЮГУ»
_____________ Р.И. Хайбулина
«____» __________ 2016 г.
комплект контрольно-измерительных материалов
по междисциплинарному курсу
МДК 01.01. Технологическое оборудование и коммуникации
программы подготовки специалистов среднего звена (ППССЗ)
по специальности СПО
18.02.09. Переработка нефти и газа
2 курс
Нижневартовск 2016
Комплект контрольно-измерительных материалов по МДК 01.01. Технологическое оборудование и коммуникации программы подготовки специалистов среднего звена (далее ППССЗ) разработан на основе Федерального государственного образовательного стандарта (далее - ФГОС) по специальности СПО 18.02.09 «Переработка нефти и газа» в соответствии с рабочей программой МДК 01.01. Технологическое оборудование и коммуникации, утвержденной в 2015 году.
Разработчик:
Нижневартовский нефтяной техникум (филиал) ФГБОУ ВО «ЮГУ»
Преподаватель, кандидат пед. наук Н.Н. Савельева
1. Паспорт комплекта контрольно-измерительных материалов
1.1. Область применения
Комплект контрольно-измерительных материалов предназначен для проверки результатов освоения МДК 01.01. Технологическое оборудование и коммуникации ППССЗ по специальности СПО 18.02.09. «Переработка нефти и газа».
Комплект контрольно-измерительных материалов позволяет оценивать:
1.1.1. Освоение профессиональных компетенций (ПК) и общих компетенций (ОК)Профессиональные
и общие компетенции
Средства проверки
(№ задания)
ОК1. Понимать сущность и значимость своей будущей профессии, проявлять к ней интерес.
Наблюдение, собеседование, проявление устойчивого интереса к будущей специальности
ОК2. Организовывать собственную деятельность, выбирать типовые методы и способы выполнения учебных задач, оценивать их эффективность и качество.
Наблюдение за организацией деятельности в стандартной ситуации
Наблюдение за процессами оценки и самооценки, видение путей самосовершенствования, стремление к повышению квалификации. Портфолио, изучение журналов обучающихся
ОК3. Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность.
Наблюдение за организацией деятельности в нестандартной ситуации, выполнение практических и проектных работ.
ОК4. Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития.
Наблюдение за организацией работы с информацией, за новинками в информационных технологиях, за освоением прикладных профессиональных программ
ОК5. Использовать информационно-коммуникационные технологии для совершенствования профессиональной деятельности.
Наблюдение за организацией работы с информацией, за новинками в информационных технологиях, за освоением прикладных профессиональных программ
ОК 6. Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями
Наблюдение за соблюдением технологии изготовления продукта, за организацией коллективной деятельности, общением с другими обучающимися, преподавателями и руководителями практики от предприятия
ОК 7. Брать на себя ответственность за работу членов команды, за результат выполнения заданий.
Наблюдение за процессами оценки и самооценки, видение путей самосовершенствования, стремление к повышению квалификации.
Портфолио, экспертные оценки, журналы обучающихся.
ОК 8. Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации
Наблюдение за процессами оценки и самооценки, видение путей самосовершенствования,
стремление к повышению квалификации.
Портфолио, экспертные оценки,
журналы обучающихся
ОК 9. Ориентироваться в условиях частой смены технологий в профессиональной деятельности
Наблюдение за организацией деятельности в нестандартной ситуации, выполнение проекта
ПК 1.1. Контролировать эффективность работы оборудования;
Практические занятия:5,1; 5,2
ПК 1.2. Обеспечивать безопасную эксплуатацию оборудования и коммуникаций при ведении технологического процесса.
Практические занятия: 2,1; 3,1; 3,2; 3,3; 4,1; 4,2; 4,3
ПК 1.3. Подготавливать оборудование к проведению ремонтных работ различного характера.
Практические занятия: 2,1; 4,0; 4,2; 4,3.
1.1.2. Освоение умений и усвоение знаний
Практические занятия:3,1
Другие формы контроля
У2 - обеспечивать безопасную эксплуатацию оборудования при ведении технологического процесса;
Практические занятия: 3,2
У3 - подготавливать оборудование к проведению ремонтных работ различного характера;
Практические занятия: 3,3
У4 - решать расчетные задачи с использованием информационных технологий;
Практические занятия:
З1 - гидромеханические процессы и аппараты;
Практические занятия:
З2 - тепловые процессы и аппараты;
Практические занятия: 4,1, 5,2
З3- массообменные процессы и аппараты;
Практические занятия: 5,1
5,2
З4 - химические (реакционные) процессы и аппараты;
Практические занятия:
З5 - холодильные процессы и аппараты;
Практические занятия: 5,2
З6 - механические аппараты
Практические занятия:
З7 - основные типы, конструктивные особенности и принцип работы оборудования для проведения технологического процесса на производственном объекте;
Практические занятия: 3,2,
4,2 4,3
З8 - конструкционные материалы и правила их выбора для изготовления оборудования и коммуникаций;
Практические занятия:
З9 - выбор оборудования с учетом применяемых в технологической схеме процессов;
Практические занятия:
З10 - основы технологических, тепловых, конструктивных и механических расчетов оборудования;
Практические занятия:
З11 - методы осмотра оборудования, обнаружения дефектов и подготовки к ремонту;
Практические занятия:
312 - паро-, энерго- и водоснабжение производства;
Практические занятия:
З13 - условия безопасной эксплуатации оборудования.
Практические занятия:
1.2. Система контроля и оценки освоения программы учебной дисциплины
Контроль и оценка результатов освоения междисциплинарного курса МДК 01.01. Технологическое оборудование и коммуникации осуществляется преподавателем в процессе текущего контроля с использованием различных форм и методов контроля.
1.2.1. Формы промежуточной аттестации по ППССЗ при освоении учебной дисциплины
Учебная дисциплина
Формы промежуточной аттестации
МДК 01.01. Технологическое оборудование и коммуникации
Другие формы контроля
Условием допуска к форме контроля за 4 семестр является положительная оценка по всем лабораторным и практическим работам, выполнения всех задач, подготовка докладов или презентаций.
Условием положительной аттестации по МДК 01.01. является положительная оценка освоения всех умений, знаний, а также формируемых профессиональных компетенций по всем контролируемым показателям.
Итоговая оценка выставляется по текущим оценкам за все работы, выполненные в учебном процессе по дисциплине Технологическое оборудование и коммуникации.
1.2.2. Организация контроля и оценки освоения программы МДК 01.01.
Содержание учебного материала
по программе УД
Виды формирующих профессиональных компетенций (ПК), знаний (З) и умений (У)
1
2
Введение. Виды основного оборудования для проведения процессов переработки нефти
У1, З7
Раздел 1. Классификация оборудования нефтеперерабатывающего производства
Характеристика нефти. Переработка нефтяного сырья.
У1
Классификация оборудования по назначению и конструкции.
З7
Требования, предъявляемые к аппаратам.
З10
Методы и последовательность расчета оборудования.
З10
Сосуды, работающие под давлением. Стандарты на оборудование
З7
Раздел 2. Основные материалы для изготовления оборудования
Производство чугуна и стали
З8
Свойства металлов и методы их определения
З8
Понятия о сплавах. Сплавы железа с углеродом.
З8
Практическое занятие 2.1. Изучение диаграммы «Железо-углерод»
ПК 1.2., З8
Термическая обработка.
З8
Требования к конструкционным материалам. Факторы, влияющие на выбор материала
З8
Конструкционные материалы для изготовления аппаратуры
З8
Стали и сплавы с особыми свойствами
З8
Цветные металлы и сплавы
З8
Неметаллические материалы
З8
Защита оборудования от коррозии
З9
Тепловая изоляция оборудования. Контрольная работа 1.
З9
Раздел 3. Основные конструктивные элементы оборудования
Типы корпусов и понятие габаритности аппаратов. Расчет тонкостенных цилиндрических обечаек.
З7
Расчет вертикальных аппаратов на ветровую и сейсмическую нагрузки
З10
Толстостенные цилиндрические обечайки. Опоры горизонтальных и вертикальных аппаратов.
З7
Практическое занятие 3.1. Изучение конструкции опор вертикальных и горизонтальных аппаратов.
ПК 1.2.
Конструкции сферических, эллиптических и конических днищ
З 7
Практическое занятие 3.2. Выполнение схем конструкций днищ.
ПК 1.2., З7
Укрепление отверстий в стенках аппаратов. Фланцевые соединения. Штуцера. Бобышки. Люки.
З7
Сварные швы. Термообработка сварных швов
З7
Практическое занятие 3.3. Особенности сварки конструкционных материалов
ПК 1.2., У3, З7
Раздел 4. Теплообменные аппараты
Классификация теплообменников. Тепловой расчет поверхностных теплообменников.
З3
Практическое занятие 4.1. Расчет гидравлического сопротивления теплообменников.
ПК 1.2., З2
Кожухотрубчатые теплообменники. Расчет на прочность кожухотрубчатых теплообменников.
З2
Практическое занятие 4.2. Изучение конструкции теплообменника «труба в трубе».
ПК 1.2., З2
Практическое занятие 4.3. Изучение подогревателей с паровым пространством.
ПК 1.2, З7
Назначение и принцип работы трубчатых печей. Основные показатели работы печей. Эксплуатация трубчатых печей.
ПК 1.2. , З8
Тепловой баланс печей. Конструкции и конструктивные элементы трубчатых печей
З7
Раздел 5. Холодильные аппараты
Погружные конденсаторы и холодильники
З5
Практическое занятие 5.1. Аппараты воздушного охлаждения
ПК 1.1
Холодильники: виды, конструкции.
З5
Практическое занятие 5.2. Доклады студентов по разделам: Теплообменные и холодильные аппараты.
ПК 1.1, З2, З3
2. Комплект материалов для оценки уровня освоения умений и знаний, сформированности общих и профессиональных компетенций при изучении МДК 01.01. Технологическое оборудование
2.1.1. Экзамены и зачет не предусмотрены в 4 семестре на 2 курсе.
2.1.2. Комплект материалов для оценки уровня освоения умений и знаний для текущего контроля
Практическое занятие 1.1. Изучение диаграммы «Железо-углерод»
Цель работы: Ознакомиться с диаграммой «Железо-углерод»
Порядок выполнения работы:
-
Нарисовать диаграмму «Железо-углерод». Описать диаграмму.
-
Ответить по диаграмме на контрольные вопросы.
ВВЕДЕНИЕ
С помощью диаграммы состояния сплавов описываются фазовые превращения, которые происходят при медленном изменении температуры и успевают полностью завершиться.
Среди большого количества диаграмм состояния различных двойных сплавов, изучаемых в металловедении, диаграмма системы железо-углерод занимает особое место, потому что эта система охватывает наиболее важные и широко применяемые во всех областях техники сплавы - сталь и чугун.
С помощью диаграммы кроме равновесных фазовых состояний компонентов определяются, например, такие важные данные, как необходимые температуры нагрева для проведения различных технологических обработок, связанных с фазовыми превращениями в сплавах, (например таких, как закалка, отжиг, ковка и т. д.)
Так как одной из главных задач металловедения является установление влияния условий различных видов термической обработки на структуру сплава и связи между структурой и свойствами, то важность изучения равновесной диаграммы состояния рассматриваемой системы становится тем более очевидной.
При взаимодействии железа с углеродом образуются фазы - твердые растворы и химические соединения, а также двухфазные структурные составляющие - механические смеси. В железоуглеродистых сплавах наблюдаются превращения не только в процессе кристаллизации из жидкого состояния или плавления, но и в твердом состоянии вследствие полиморфизма железа, а также ограниченной растворимости углерода в α-железе и γ-железе. Таким образом, помимо практического интереса диаграмма состояния этих сплавов имеет и большое познавательное значение.
1. КОМПОНЕНТЫ СИСТЕМЫ СПЛАВОВ «ЖЕЛЕЗО-УГЛЕРОД»(Fe - С)
Химические элементы, входящие в сплав, называются компонентами. Системой сплавов называются набор компонентов, из которых они состоят. Сплавы могут состоять из двух, трех и более компонентов. Кроме основных компонентов сплавы могут содержать в небольших количествах и другие элементы, называемые примесями.
Компоненты в жидком состоянии обладают хорошей растворимостью друг в друге. В твердом состоянии они существуют в виде механической смеси кристаллов исходных материалов, находятся в химическом взаимодействии друг с другом или путём диффузии образуют так называемые твердые растворы.
В железоуглеродистых сплавах компонентами являются железо и углерод.
ЖЕЛЕЗО (Fe) - металл восьмой группы 4-го периода периодической таблицы. Имеет серебристо-серый цвет, температуру плавления 1539°С, плотность 7,82 г/см3. Железо пластично, ферромагнитно(до температуры 768°С - точка Кюри) и обладает достаточно высокой стойкостью к коррозии. В повседневной практике химически чистое железо встречается редко. Применяемое в технике железо(техническое) содержит до 0,15 % примесей марганца, углерода, кремния, серы, фосфора, кислорода, водорода, азота и других элементов.
Возможность изготовления изделий способом глубокой вытяжки определяется высокой пластичностью железа: относительное удлинение δ равно 30...40 %, сужение площади поперечного сечения (относительное сужение) ψ достигает 70...80 %. Прочностные характеристики технического железа довольно низки: предел прочности σв=280...320 МПа, предел текучести σ0,2=130...210 МПа, твердость по Бринеллю НВ500...800 МПа. Данные о механических свойствах железа, приводимые в различных источниках, отличаются друг от друга. Это объясняется различием степени чистоты (химического состава) железа, использованного в эксперименте.
Железо обладает полиморфизмом, то есть изменяет тип кристаллической решетки при нагревании и охлаждении (рис.1). Температуры превращений железа и железоуглеродистых сплавов называют критическими точками и обозначают буквой А с индексами 1,2,3 и т.д., указывающими на характер превращения. Для железа точка А2 - точка Кюри - не связана с полиморфным превращением. Выше неё железо становится парамагнитным. Точки А3 и А4 - точки полиморфного превращения.
Для отличия превращений, протекающих при нагревании, от превращений при охлаждении принято к обозначениям критических точек добавлять индексы: при нагревании - с (Ас3, Аc4), а при охлаждении - r ( Аr3, Аr4).
УГЛЕРОД (С) является неметаллическим элементом 2-го периода четвертой группы периодической таблицы. Его плотность равна 2,22 г/см3, температура плавления 3500 °С. В свободном состоянии в природе углерод встречается в виде двух полиморфных модификаций - графита (стабильная модификация) с гексагональной слоистой решёткой и алмаза (метастабильная модификация) с сложной ромбической решёткой типа алмаза. В железоуглеродистых сплавах углерод может находиться в следующих формах: в свободном состоянии - в виде графита (в серых чугунах) и в связанном состоянии - в твердых растворах на основе α- и γ-железа и в составе химического соединения - карбида железа FезС.
Рис. 1. Кривая охлаждения железа
2. ФАЗЫ И ДВУХФАЗНЫЕСТРУКТУРНЫЕ СОСТАВЛЯЮЩИЕ
Фазой называют однородную часть сплава( имеющую одни и те же строение, состав, агрегатное состояние), отделенную от других частей сплава поверхностью раздела(границей). В сплавах железа с углеродом фазами являются жидкий раствор углерода в железе(жидкость), цементит, твердые растворы углерода в α-, δ- и γ-железе.
ЦЕМЕНТИТ (Ц) - химическое соединение железа с углеродом Fе3С (карбид железа), содержащее 6,67 % углерода. Имеет сложную ромбическую решётку типа алмаза. Цементит ферромагнитен(до температуры 210 °С- точка Кюри), обладает высокой твердостью (твердость по Бринеллю равна примерно 8000 МПа ) и очень хрупок. Из этого следует, что цементит в сплавах железа с углеродом повышает их твердость, но уменьшает вязкость и пластичность. В структурах сталей и чугунов цементит присутствует в виде игл, отдельных включений и сетки по границам зерен.
ФЕРРИТ (Ф) - твердый раствор внедрения углерода в α- или δ-железо. Феррит имеет кубическую объемно-центрированную кристаллическую решетку (рис.1). Растворимость углерода в феррите (α-железе) зависит от температуры. При комнатной температуре в феррите растворяется около 0,01 % углерода. С повышением температуры растворимость углерода в феррите возрастает и достигает максимальной 0,025 % (при 727 °С). В зависимости от модификации различают низкотемпературный α-феррит Fеα(С) и высокотемпературный δ-феррит Fе δ (С). Феррит обладает высокой пластичностью (δ до 50 %), низкими твердостью (НВ 700... 800 МПа) и прочностью (σв= 250 МПа) и высокими магнитными свойствами, которые сохраняются при нагревании до температуры 768 °С( точка Кюри).
АУСТЕНИТ (А) - твердый раствор внедрения углерода в γ-железо Feγ(С). Аустенит имеет кубическую гранецентрированную решетку (рис.1). Существует в стабильном состоянии при температуре выше 727 °С. Растворимость углерода в аустените (γ -железе) зависит от температуры. Максимальная растворимость составляет 2,14 % (при 1147 °С), предельная растворимость при минимальной температуре его стабильного существования(при 727 °С) - 0,8 %. Аустенит парамагнитен, обладает большой пластичностью при высоких температурах и малой склонностью к хрупкому разрушению, что используют в практике при горячей обработке стали (ковке, штамповке, прокатке и т. д.).
В зависимости от температуры и содержания углерода сплавы железа с углеродом помимо фаз могут иметь следующие двухфазные (гетерофазные) структурные составляющие: перлит (П) и ледебурит (Л).
ПЕРЛИТ (П) - эвтектоидная смесь, состоящая из двух фаз - феррита и цементита. Эта структура образуется в результате распада аустенита с содержанием углерода 0,8 % при температуре 727 °С и ниже. Содержание углерода в перлите для всех железоуглеродистых сплавов всегда постоянно и равно 0,8 %. (Этот сплав назван перлитом потому, что после травления его поверхность приобретает характерный перламутровый отлив). В зависимости от формы частиц цементита перлит может быть пластинчатым или зернистым. Пластинчатый перлит состоит из перемежающихся пластин феррита и цементита, а зернистый содержит цементит в виде глобулей (зернышек) в ферритной основе (матрице). Пластинчатый перлит образуется при ускоренном непрерывном охлаждении, а для получения зернистого перлита требуются особые условия - очень медленное охлаждение или длительная выдержка при температуре 727 °С (т.н. отжиг на зернистый перлит). Твердость пластинчатого перлита НВ 2000... 2500, а зернистого - 1600... 2200 МПа.
ЛЕДЕБУРИТ (Л) - эвтектическая смесь, которая образуется из жидкой фазы (из расплава) с концентрацией углерода 4,3 % при температуре 1147 °С. В диапазоне температур 1147...727 °С ледебурит состоит из двух фаз - аустенита и цементита. При температуре ниже 727 °С аустенит внутри ледебурита превращается в перлит. Таким образом, ниже 727 °С ледебурит также представляет механическую смесь, но состоящую уже из перлита и цементита (а по фазам - из феррита и цементита). Содержание углерода в ледебурите всегда постоянно и составляет 4,3 %. Твердость ледебурита достигает НВ 7000 МПа.
3. ХАРАКТЕРНЫЕ ТОЧКИ, ЛИНИИ И ОБЛАСТИ НА ДИАГРАММЕ СОСТОЯНИЯ СИСТЕМЫ «ЖЕЛЕЗО-УГЛЕРОД»
Как было отмечено выше, углерод в железоуглеродистых сплавах может находиться в связанном виде (в основном - в виде цементита), или в свободном - в виде графита. В природе графит является стабильной модификацией углерода (он не превращается с течением времени); цементит же является нестабильной (метастабильной) фазой и при определенных внешних условиях (температура, время) распадается с образованием железа и чистого углерода в виде графита. Между тем, при сравнительно быстром нагреве и охлаждении железоуглеродистых сплавов в процессе кристаллизации, как правило(а в сталях - всегда), образуется цементит, а не графит. Поэтому наибольшее применение в практике нашла диаграмма состояния системы «железо-цементит». Она и рассматривается в настоящей работе. Наряду с этой диаграммой часто рассматривают диаграмму системы «железо-графит», отличающуюся от первой незначительными разницами температур первичной и вторичной кристаллизации. В настоящее время в литературе довольно часто показывают обе эти диаграммы. Диаграмму системы «железо-цементит» называют метастабильной и показывают сплошными линиями; диаграмму «железо-графит» называют стабильной и показывают пунктирными линиями.
Диаграмма состояния системы «железо-цементит» показана на рис. 2. По горизонтальной оси откладывается содержание углерода в сплаве в процентах, по вертикальной оси - температура. Иногда на оси вместо содержания углерода показывают содержание цементита, причем содержанию углерода 6,67 % (крайняя правая точка) соответствует содержание в сплаве цементита 100 %. Для перевода содержания углерода в содержание цементита исходят из того, что в сплаве 0,1 % углерода соответствует 1,5 % цементита.
Сплавы с содержанием углерода до 2,14 % называют сталями, а свыше 2,14 % до 6,67 % - чугунами.
Характерные точки диаграммы отмечены буквами латинского алфавита в соответствии с международным обозначением.
Каждая точка на диаграмме характеризуется строго определенным составом при соответствующей температуре (табл.1).
Особенностью железоуглеродистых сплавов является то, что превращения в них происходят не только при кристаллизации жидкого сплава, но и в твердом состоянии вследствие полиморфных переходов модификаций железа при изменении температуры. На диаграмме (рис.2) показаны следующие линии:
ABCD - линия ЛИКВИДУС показывает температуры начала затвердевания сплавов. При температурах выше температур, определяемых этой линией, все сплавы находятся в жидком состоянии, представляющем собой раствор углерода в железе (жидкая фаза).
AHJECF - линия СОЛИДУС. При температурах ниже температур, определяемых этой линией, все сплавы находятся в твердом состоянии.
АВ - линия температур начала выделения из жидкого раствора кристаллов феррита.
ВС и CD линии температур начала первичной кристаллизации аустенита (ВС) и цементита (CD).
АН - линия температур окончания затвердевания сплавов, образующих феррит. По ней определяют состав феррита, кристаллизирующегося при температурах, определяемых линией АВ.
JE - линия солидуса аустенита, начало кристаллизации которого определяется линией ABC.
HJB - линия температур перитектического превращения при 1499 ºС : Fе3(С)н + Жв → Feγ (C)J.
Таблица 1. Характерные точки диаграммы состояния системы железо-углерод
HN - линия предельной растворимости углерода в δ-железе. В то же время эта линия показывает начало перехода в γ-железо при охлаждении или конец этого превращения при нагреве.
JN - линия конца перехода γ-железа в α-железо при охлаждении или начала этого превращения при нагреве.
ECF - линия эвтектического превращения: ЖC → Feδ(C)p + Fе3С. Она обозначает температуру образования эвтектики (ледебурита) и температуру конца первичной кристаллизации сплавов, содержащих углерода более 2,14 %.
GS и ES - линии температур начала вторичных превращений (перекристаллизации). Линия ES также является линией предельной растворимости углерода в γ-железе в интервале температур от 1147 до 727 °С. Линия GS показывает также температуры начала полиморфного превращения γ-железа в α-железо (выделение феррита из аустенита при охлаждении и конец обратного превращения при нагреве). Температуры превращений на линии ES обозначаются как критические точки Аcт, а на линии GS - А3.
PG - линия температур конца первичной перекристаллизации аустенита в феррит (линия изменения растворимости углерода в феррите).
PSK - линия эвтектоидного превращения аустенита состава, соответствующего составу в точке S (С=0,8 %) при температуре 727 °С: Feγ (C)s → Fеα(С)р+Fе3С. Температуры превращений по этой линии обозначаются A1.
PQ - линия температур начала кристаллизации третичного цементита из феррита (линия переменной растворимости углерода в феррите при температуре от 727 °С до комнатной).
На диаграмме обозначены также следующие области и соответствующие им фазы:
1) область выше линии ABC - однородный жидкий сплав железа с углеродом;
2) АВН - жидкий сплав и δ- феррит;
3) BCEJ - жидкий сплав и аустенит;
4) DCF - жидкий сплав и цементит (первичный);
5) AHN - δ- феррит;
6) HJN - δ-феррит и аустенит;
7) NJESG - аустенит;
8) EFKS - аустенит и цементит (вторичный);
9) GSP - аустенит и феррит;
10) QPG - феррит;
11) PKLQ - феррит и цементит (вторичный и третичный).
Контрольные вопросы:
1. В каких координатах строится диаграмма состояния системы железо-углерод?
2. Что можно определить с помощью диаграммы состояния системы железо-углерод?
3. Какие фазы и структуры образуются при сплавлении железа с углеродом?
4. Какие превращения происходят при охлаждении и нагреве железоуглеродистых сплавов в твердом состоянии?
5. Что понимается под критическими точками, характерными для железоуглеродистых сплавов?
6. Какие кристаллические структуры имеет железо?
7. Что такое фаза?
8. Дайте определение феррита, аустенита, цементита, перлита, ледебурита.
9. Какие сплавы называют сталями? Чугунами?
10. Что такое пластинчатый и зернистый перлит?
11. Может ли обычная конструкционная сталь иметь структуру аустенита при комнатной температуре? Почему?
12. Может ли сталь У8 иметь структуру перлита при 750 °С? Почему?
Рис. 2. Диаграмма состояния системы « железо-углерод»
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Практическое занятие 1.2. Изучение конструкции опор вертикальных и горизонтальных аппаратов.
Цель: Изучение конструкции опор аппаратов
Порядок выполнения работы:
1 - Записать виды опор
2 - Зарисовать следующие типы
2.1. - опоры цилиндрические с местными косынками;
2.2. - опоры цилиндрические с наружными стойками под болты;
2.3. - опоры цилиндрические с кольцевым опорным поясом;
2.4. - опоры конические с кольцевым опорным поясом;
2.5. - опоры цилиндрические с внутренними стойками под болты.
Теоретические сведения
Классическая колонна представляет собой вертикальный цилиндр, внутри которого располагаются контактные устройства - тарелки или насадки. Соответственно различают ректификационные колонны тарельчатые и насадочные. Вспомогательные узлы предназначены для ввода, распределения и аккумулирования (сбора) жидкости и пара.
Тарелка ректификационной колонны представляет собой горизонтальную перегородку в колонне, на тарелке находится слой стекающей по колонне жидкости (орошение), сквозь которую барботируют поднимающиеся снизу пары. Тарелки бывают разнообразных конструкций и различаются по типу барботажных устройств. Наиболее распространены колпачковые тарелки. Чем больше в колонне тарелок и чем интенсивнее ее орошение, тем более четко удается разделить компоненты исходной смеси.
В малых ректификационных колоннах вместо тарелок применяется насадка. Она может быть регулярной (вставной) или хаотической (насыпной).
Опоры аппаратов служат для установки аппаратов на фундаменты и несущие конструкции.
При установке вертикальных аппаратов на полу или на фундаментах применяют опорные лапы (стойки), при подвеске их между перекрытиями - боковые.
Для опирания горизонтальных аппаратов используют седловидные опоры, размещаемые снизу аппарата и охватывающие его не менее чем на 120° по окружности. Количество опор может быть 2, 3 и более, в зависимости от длины аппарата.
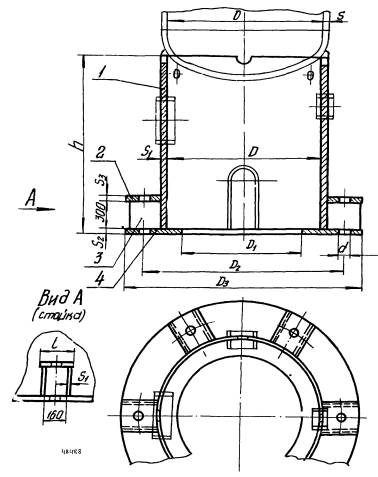
Тип 1
Опоры цилиндрические с местными косынками
1 - обечайка; 2 - косынка; 3 - кольцо нижнее
Рис. 1
Примечание. Количество косынок должно быть равно количеству фундаментных болтов
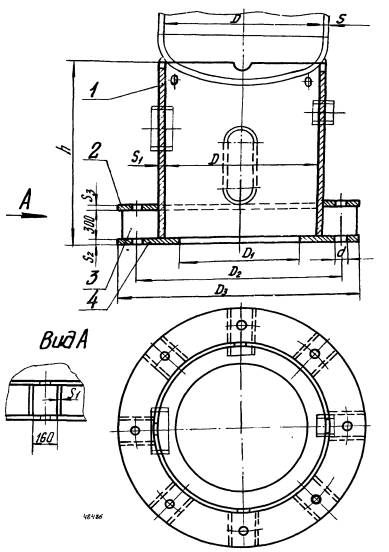
Тип 2
Опоры цилиндрические с наружными стойками под болты
1 - обечайка; 2 - планка; 3 - ребро; 4 - кольцо нижнее
Рис. 2.
Тип 3
Опоры цилиндрические с кольцевым опорным поясом
1 - обечайка; 2 - кольцо верхнее; 3 - ребро; 4 - кольцо нижнее.
Рис. 3
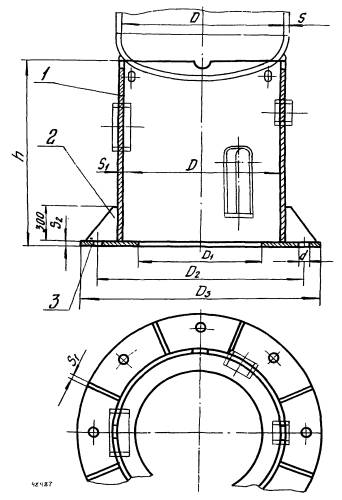
Тип 4
Опоры конические с кольцевым опорным поясом
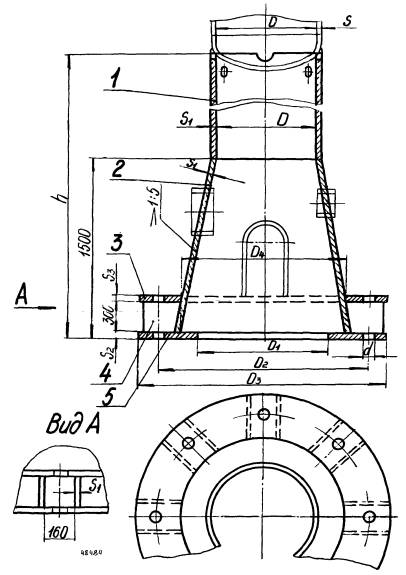
1 - обечайка; 2 - обечайка коническая; 3 - кольцо верхнее; 4 - ребро; 5 - кольцо нижнее
Рис . 4
Тип 5
Опоры цилиндрические с внутренними стойками под болты
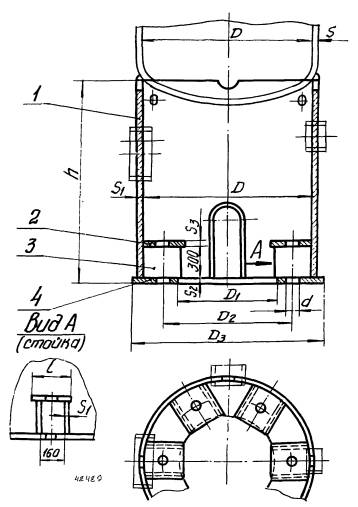
1 - обечайка; 2 - планка; 3 - ребро; 4 - кольцо нижнее
рис. 5
Контрольные вопросы:
-
Когда применяют опорные лапы?
-
Когда применяют боковые лапы?
-
Где располагаются седловидные опоры?
-
Перечислите типы опор.
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Практическое занятие 3.2. Выполнение схем конструкций днищ.
Цель: Изучение схем конструкций днищ
Порядок выполнения работы:
1. Изучить соединения днища (зарисовать схему)
2. Изучить соединения днища со стенкой (зарисовать схему)
3. Соединения листов крыши (зарисовать схему)
4. Сделать вывод
Теоретические сведения
Колонные аппараты, как правило, состоят из вертикально цилиндрического корпуса и сферической или эллиптической крышки и днища (рис. 1). На корпусах колонн, а также в крышке и днище предусматриваются штуцера для ввода исходных веществ и вывода продуктов (рис. 2). Например, в ректификационной колонне необходимо предусмотреть штуцера для ввода питания, флегмы, пара из кипятильника, вывода пара из верхней части колонны и вывода кубовой жидкости и нижнего продукта, также должны быть штуцера для измерительных приборов, отбора проб и др.
. 
Рис. 1 - Колонный массообменный аппарат с цельносварным
корпусом в сборе
Рис.2. Крышка и днище ректификационной колонны с штуцерами
1 - крышка колонны, 2 - днище колонны
Корпуса колонн работающих при давлениях более 1.6 МПа, и (или) имеющих диаметр более 1200 мм выполняются цельносварными. Аппараты диаметром 400 - 1200 мм при небольших давлениях изготавливаются в царговом исполнении, если давление в них менее 1.6 МПа. На рисунке 3 показан монтаж отдельных секций колонны большого диаметра.

Рис.3. Сборка колонны из отдельных секций
Соединения днищ
Различают следующие соединения днища:
-
Стыковые
-
Нахлесточные
-
Тавровые соединения
Стыковые соединения применяются при заводском изготовлении полотнищ днищ. Стыковые соединения применяются для сварки кольцевых окраек, а также полистовой сборке центральной части днища.
Нахлесточные соединения днища применяются для соединения между собой листов центральной части днищ при их полистовой сборке.
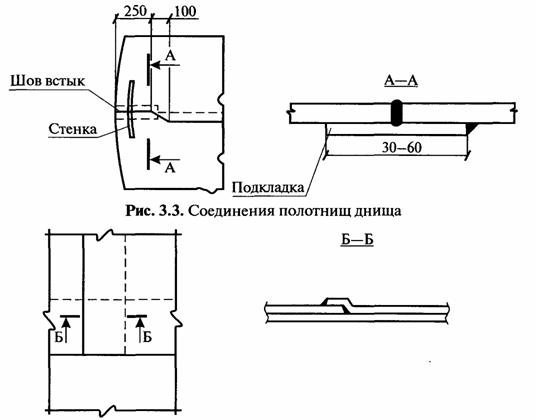
Рис. 4. Соединение листов центральной части днища
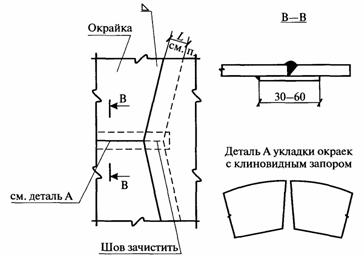
Рис.5. Соединение центральной части днища с окрайками днища
Для соединения днища со стенкой применяется тавровое соединение. Для резервуаров с толщиной листов нижнего пояса стенок 20 мм и менее рекомендуется тавровое соединение без разделки кромок (рис.6, а).
Для резервуаров с толщиной листов нижнего пояса стенки более 20 мм. Должно применяться тавровое сварное соединение с разделкой кромок (рис. 6,б)
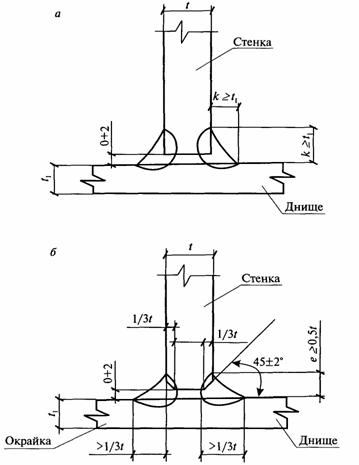
Рис. 6. Соединения днища со стенкой
Контрольные вопросы:
-
Назовите основные части колонны.
-
Для чего предназначены штуцера в крышке и днище колонны.
-
Перечислите виды соединений днищ колонны.
-
В каких случаях применяют тавровое соединение.
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Практическая работа 3.3. Особенности сварки конструкционных материалов
Цель: Изучить особенности сварки конструкционных материалов.
Порядок выполнения работы:
-
Запишите особенности точечной и шовной сварки.
-
Запишите металлические сплавы, соединения которых можно сваривать.
-
Какие факторы повышает степень коробления металлов после закалки.
-
Порядок предварительной подготовки поверхностей деталей под сварку.
-
Запишите характерные нарушения происходят в околошовной зоне.
Свариваемый контактной сваркой металл подвергается своеобразному термомеханическому воздействию (ТМВ), вызывающему протекание ряда сопутствующих процессов, определяющих в конечном счете свойства и надежность сварных соединений. Чувствительность металлов к указанным процессам, склонность к неблагоприятным изменениям свойств соединений (пластичности, прочности, плотности металла, коррозионной стойкости и т. п.) определяется понятием свариваемости.
Это понятие обычно служит для качественной оценки свойств соединений, полученных при сварке данного металла тем или иным методом.
В ряде случаев можно рассматривать и количественные сравнительные показатели по отношению к исходным свойствам металла или сплава (относительная прочность, пластичность и т. д.). При этом следует учитывать влияние геометрического фактора, например нахлестки (подреза), при точечной и шовной сварке.
При оценке свариваемости нужно иметь в виду следующие особенности точечной и шовной сварки:
-
Химический состав металла литой зоны не меняется, так как расплавленный металл надежно изолирован от взаимодействия с атмосферными газами.
-
Высокое давление в зоне сварки практически исключает возможность образования и развития газовой пористости. Усилие сжатия и напряженное состояние можно изменять в весьма широких пределах, что дает возможность избежать появления трещин и другого рода несплошностей в металле шва и околошовной зоны.
3. Точечной и шовной сваркой обычно соединяют детали из одного и того же сплава (например, обе детали из ЗОХГСА) или из сплавов на основе одного металла (например, одна деталь из ЗОХГСА, другая из Ст1кп). Сварка деталей из разнородных металлов, несмотря даже на малое отличие в теплофизических свойствах (алюминиевые и магниевые сплавы, титановые сплавы и коррозионностойкая сталь) и отсутствие затруднений в формировании общего ядра, очень часто приводят к возникновению весьма хрупкого соединения.
Это объясняется тем, что согласно диаграмме состояния большинство металлов образуют при высоких температурах ряд интерметаллических соединений, обладающих очень малой пластичностью. Возникновение таких соединений в металле ядра идет с чрезвычайно большой скоростью и даже при жестких режимах сварки не удается избежать их появления. Лишь в отдельных случаях, когда по диаграмме состояния наблюдается существование непрерывного ряда твердых растворов (например, для сочетания металлов никель - сталь, титан - цирконий, титан - ниобий), можно получить соединение разнородных металлов с удовлетворительными свойствами
Степенью изменения свойств соединений можно управлять, комбинируя параметры режима сварки. Для каждого конкретного металла можно найти некоторый оптимальный режим, наиболее благоприятную программу нагрева и усилия, которая обеспечивала бы наилучшую свариваемость.
Существующие конструкционные материалы удобно разделить на несколько групп, отличающихся физико-химическими свойствами. Анализируя свойства материалов и характер их изменения в процессе сварки, можно установить основные требования к параметрам режима.
Величина удельного электросопротивления при комнатной температуре в значительной степени определяет необходимую величину сварочного тока.
Коэффициент теплопроводности λ и связанный с ним коэффициент температуропроводности α оказывают влияние на степень рассеивания теплоты вне зоны плавления и, в частности, на температуру в контакте электрод - деталь и ширину зоны термического влияния. Так, при точечной сварке сплавов магния и алюминия - металлов с высокой теплопроводностью ширина этой зоны может быть весьма значительной. Снижение потерь теплоты и уменьшение ширины зоны термического влияния достигаются при использовании жестких режимов сварки.
Температура ликвидуса сплава влияет на необходимые затраты теплоты (силу тока и длительность импульса), а также температуру в контакте электрод - деталь и, таким образом, на интенсивность процессов массопереноса в указанном контакте.
С увеличением коэффициента линейного расширения αl, и температуропроводности повышается склонность металла к короблению. В наименьшей степени подвержены короблению титановые сплавы. Степень коробления может быть снижена при применении цикла с ковочным усилием
Интервал кристаллизации и связанный с ним температурный интервал хрупкости - влияют на склонность к образованию горячих трещин. Особенно чувствительны к этим процессам высоколегированные сплавы, например сплав Д16. Для предупреждения возникновения дефектов рекомендуется поддерживать достаточное давление на металл во время его кристаллизации путем повышения усилия (ковка).
Предел текучести пластичность металла, например, относительное сужение определяют интенсивность пластической деформации и склонность металла к выплеску. Наиболее пластичными в условиях точечной и шовной сварки представляются легкие - алюминиевые, магниевые и титановые сплавы.
Наибольшим сопротивлением деформации и большой чувствительностью к выплеску отличаются жаропрочные стали и сплавы. Степень пластической деформации повышается при увеличении усилия сжатия и продолжительности импульса (смягчение режима), а также при использовании подогрева.
Плотность поверхностной окисной пленки влияет на тепловыделение в контактах и интенсивность взаимодействия металлов в контакте с деталью. Это свойство сплавов определяет требования к предварительной подготовке поверхности деталей, чистоте зачистки электродов и роликов. Так, алюминиевые сплавы, на поверхности которых образуется плотная окисная пленка, обязательно требуют предварительной подготовки. Магниевые сплавы с рыхлой пленкой весьма чувствительны к взаимодействию с металлом электродов.
Наиболее чувствительны к термическому циклу упрочняемые закалкой конструкционные стали, например сталь ЗОХГСА. Сварку алюминиевых сплавов для уменьшения разупрочнения и снижения активности металла в контакте электрод - деталь рекомендуется вести на жестких режимах. Коррозионностойкие стали, нестабилизированные введением карбидообразующих элементов (титана или ниобия) для предупреждения обеднения границ зерен хромом и возникновения вследствие этого склонности к межкристаллитной коррозии, целесообразно сваривать на более жестких режимах.
В свете изложенных данных, наиболее рациональным (идеальным) для всех сплавов представляется следующий график - программа по усилию и току при точечной и шовной сварке. По этой программе применяют три импульса тока для подогрева, сварки и замедления охлаждения металла. Скорости нарастания подогревающего и сварочного импульсов, а также пауза между ними должны быть определенными. Весьма важный параметр также - величина паузы между сварочным и замедляющим охлаждение импульсами тока, так как она влияет на скорость охлаждения и, следовательно, на окончательную структуру металла.
График по усилию характерен предварительным обжатием металла для формирования начального контакта и ликвидации зазоров; сварочным усилием, плавно нарастающим в определенном соответствии с током, и ковочным усилием, прикладываемым сразу после окончания сварочного импульса. Однако, на практике в зависимости от чувствительности металла к термомеханическому циклу указанную программу упрощают, используя чаще всего одноимпульсный режим по току и цикл со сварочным и ковочным усилием (в случае шовной сварки - без ковочного усилия).
При оценке технологической свариваемости металлов при стыковой сварке необходимо учитывать их отношение к основным процессам, протекающим в зоне сварки и околошовной зоне.
Изменения свойств металла в зоне сварки связаны с изменениями химического состава, макро- и микроструктуры, которые происходят в результате термического цикла сварки, пластической деформации и взаимодействия нагретого металла с окружающей средой.
Изменение состава металла в зоне стыка может происходить в результате: испарения элементов (например, цинка из латуни и магния из алюминиево-магниевых сплавов); взаимодействия с кислородом и азотом воздуха; удаления из зоны сварки при осадке относительно легкоплавкого расплава, богатого легирующими элементами и примесями (например, при стыковой сварке оплавлением стали в стыке понижается содержание серы и углерода).
Наибольшее практическое значение имеют процессы окисления. Окислы, остающиеся в стыке, резко понижают механические свойства соединений. Продукты реакции окисления в зависимости от химического состава свариваемого металла и температуры торцов могут находиться в газообразном, жидком или твердом состоянии. Летучие окислы не препятствуют формированию соединения. Например, при сварке углеродистой стали в результате окисления углерода образуется летучий окисел CO. Окись углерода, являясь восстановителем железа, уменьшает его окисление.
При сварке легированных сталей из-за наличия элементов, обладающих большим сродством к кислороду, чем углерод, реакция образования CO подавляется, и происходит образование окисных плёнок.
Наибольшую опасность представляют твердые окислы, так как их трудно удалить из зоны сварки при осадке. Тугоплавкие окислы образуются также при сварке жаропрочных сплавов и сталей, легированных хромом, алюминием и кремнием.
Наличие жидкого металла на торцах при сварке оплавлением способствует удалению и разрушению окисных пленок. Толщина и свойства жидкого слоя металла (жидкотекучесть, теплоемкость и др.) оказывают большое влияние на удаление окислов. Увеличение толщины и жидкотекучести расплавленного слоя металла, снижение скорости его кристаллизации облегчают удаление окислов. Наоборот, при небольшой толщине слоя и быстрой его кристаллизации удаление окислов затрудняется.
Например, при оплавлении алюминия разрушение контактов происходит более интенсивно, чем при оплавлении стали; количество расплавленного металла, которое удерживается на поверхности торцов, значительно меньше. Высокая теплопроводность алюминия приводит к быстрой кристаллизации расплавленного слоя. Поэтому при оплавлении алюминия отдельные участки торцовой поверхности находятся в твердом состоянии. Удаление и разрушение окисных пленок на таких участках возможно только при значительной пластической деформации в результате осадки.
Механические свойства соединений могут снижаться в связи с растворением кислорода и азота в металле торцов (например, при сварке титановых сплавов, молибдена и пр.).
При сварке стали в зоне стыка наблюдается снижение содержания углерода - образуется обезуглероженная полоска с пониженной твердостью. Обезуглероживание стыка связано с выдавливанием при осадке металла, находящегося в жидком и твердо-жидком состоянии и обогащенного углеродом, и с выгоранием углерода. Ширина полоски уменьшается при сокращении длительности нагрева, увеличении осадки и уменьшении окисления. Длительная термообработка устраняет неравномерное распределение углерода.
Макро- и микроструктура зоны сварки определяется условиями ее нагрева и пластической деформации.
В зоне стыка при сварке оплавлением возможно образование различного рода дефектов, характерных для литой структуры (усадочные рыхлоты, раковины, горячие трещины). Сплавы с большим интервалом кристаллизации и повышенной жаропрочностью особенно чувствительны к образованию таких дефектов. Понижать механические свойства сварного соединения и, в первую очередь, его пластичность может также искривление волокон в зоне сварки.
Чрезмерный рост зерна и быстрое охлаждение стыка при сварке углеродистых сталей часто сопровождается образованием видманштеттовой структуры, при которой избыточный феррит выделяется параллельными пластинками внутри зерен аустенита, что снижает пластичность сварного соединения. Видманштеттова структура устраняется термообработкой с перекристаллизацией (нормализацией или отжигом).
При продолжительном нагреве стали до температуры, близкой к солидусу, возможен ее пережог, при котором происходит оплавление и окисление границ зерен аустенита. Пережог резко снижает пластичность соединений и неустраняется термообработкой.
При сварке сталей, склонных к закалке, в зоне стыка возможно образование мартенситной структуры. Характерная игольчатая структура мартенсита образуется в стыке и при сварке большинства титановых сплавов. Причем, увеличение зерна, вызванное более длительным пребыванием металла стыковой зоны при высоких температурах, сопровождается образованием более грубой мартенситной структуры.
Изменение свойств металла в околошовной зоне происходит в результате термомеханического цикла сварки и зависит от состава металла и предшествующей термической и механической обработки.
Характерными нарушениями макроструктуры в околошовной зоне на участках, примыкающих к стыку, являются значительный рост зерна, образование усадочных рыхлостей (в зоне частичного расплавления), расслоение металла. Вероятность образования усадочных рыхлостей возрастает с увеличением температурного интервала кристаллизации свариваемого металла, а расслоений - с увеличением строчечности структуры. При сварке алюминиевых сплавов (например, АМг6) в околошовной зоне возможно образование несплошностей, обусловленных повышенным содержанием водорода в металле.
На изменения структуры и свойств металла в околошовной зоне решающее влияние оказывают фазовые превращения (перекристаллизация в перлитной стали, растворение упрочняющих фаз в алюминиевых сплавах и др.).
При сварке закаливающихся сталей (например, 30xГСА) в отожженном состоянии на участках околошовной зоны, нагреваемых при сварке выше температуры начала перекристаллизации, наблюдается повышение твердости и снижение пластичности в результате закалки. При сварке стали в закаленном и отпущенном состоянии на участках околошовной зоны, нагреваемых выше температуры отпуска, но ниже температуры перекристаллизации, наблюдается местное разупрочнение.
Контрольные вопросы
-
Какие свойства металлов меняются при сварки конструкционных материалов.
-
Перечислите особенности точечной и шовной сварки.
-
Какой фактор повышает степень коробления металлов после закалки.
-
Зачем проводиться предварительная подготовка поверхностей деталей под сварку.
-
Какие характерные нарушения происходят в околошовной зоне.
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Практическое занятие 4.1. Расчет теплообменника.
Цель: Научиться производить расчет теплообменников труба в трубе
Порядок выполнения работы:
-
Записать основные формулы расчета с единицами измерений на выходе.
-
Провести расчет теплообменника по заданным исходным данным
1.Определение расхода охлаждающей жидкости
Взаимное направление движения потоков в теплообменнике во всех вариантах задания принять противоточным.
Расход охлаждающей жидкости (кг/с) определить из уравнения теплового баланса: GрCр (tрK-tрH)=G1C1 (tпH- пK)
откуда Gр= ,
кг/с (1)
,
кг/с (1)
где Сри Сп- теплоемкости продукта и рассола, соответственно (см. табл. 2,3), Дж/(кгК).
Теплоемкости жидкостей принимаем по средней температуре. Недостающие значения определяем интерполяцией.
Средние температуры (С) жидкостей определяем по формулам:
- для продукта
tпср=![]() ,С
(2)
,С
(2)
- для рассола
tрср=![]() ,С
(21)
,С
(21)
Температурой охлаждающей жидкости tрK на выходе из холодильника. Следует иметь в виду, что с повышением tрK уменьшается расход рассола; однако уменьшается и средняя разность температур. Температуру tрK принимаем выше начальной температуры tрH на 9- 16С.
2. Определение средней разности температур.
Средняя разность температур (С) в общем случае определяется как среднелогарифмическое из крайних значений разностей температур;
tcp= ,С
(3)
,С
(3)
Для определения средней разности температур между средами по выбранной схеме движения теплоносителей необходимо построить график изменения температур сред вдоль поверхности и вычислить большую tби меньшуюtMразности температур:
tб =tпH-tрK,С(4)
tM=tпK-tрH,С (5)
где Δtб, Δtм- большая и меньшая разность температур между горячим и холодным теплоносителем на концах теплообменника.
Причем если Δtб/Δtм≤2, то Δtср.=(Δtб+Δtм)/2 (6)
3. Определение диаметров труб теплообменника
Предполагается два варианта движения жидкостей:
-
Рассол (вода) движется по внутренней трубе, а продукт в межтрубном пространстве.
-
Продукт движется по внутренней трубе, а рассол (вода) в межтрубном пространстве
S2 S1![]()
![]()
Из уравнения расхода для жидкости перемещающейся в трубном
пространстве (сечение S1определить внутренний диаметр
(dB, м) меньшей трубы.![]()
dB=1,13![]() ,
м илиdB=1,13
,
м илиdB=1,13 ,
м (7)
,
м (7)
Из уравнения расхода жидкости перемещаемой в кольцевом сечении (S2) определить внутренний диаметр большой трубы, м:
DB=![]() ,
м или DB=
,
м или DB=![]() ,
м (8)
,
м (8)
где 1,2- соответственно скорости движения жидкостей в межтрубном и трубном пространствах, принимаемые в пределах (0,7 - 2 м/с);
п,р- соответственно плотности (кг/м3) продукта и рассола (воды), принимаемые по таблицам(2,3).
Окончательно принимаем (из таблицы 4) по ГОСТ 9930-78 диаметры труб dн и Dн, ближайшие к рассчитанному. Рекомендуется применять кожуховые трубы с наружным диаметром Dн - 57, 76, 89, 108, 133, 159, 219 мм.
4. Определение коэффициента теплопередачи
Коэффициент теплопередачи (К, Вт/(м2•К) определяется с учетом термического сопротивления загрязнения со стороны охлаждающей жидкости:
К = (1/1+1/2+RCT)-1,Вт/ (м2•К) (9)
где 1, 2- соответственно коэффициенты теплоотдачи от греющего теплоносителя к стенке трубы и от стенки к нагреваемой жидкости, Вт/ (м2ч);
- RCT- термическое сопротивление стенки трубы м2/(Вт •К);
RCT=СТ/СТ+ЗАГ/ ЗАГ, (м2 •К)/Вт.;
где СТ,ЗАГ- толщина металлической стенки трубы и загрязнения, м; (ЗАГпринять 0.5- 1 мм);
СТ - коэффициент теплопроводности стенки трубы, Вт/(м•К);
Величину термического сопротивления загрязнения ЗАГ/ ЗАГдля холодильных рассолов, из которых откладывается загрязнение на поверхности теплообмена принять равной 0,0002 (м2 •К)/Вт.
4.1. Определение коэффициентов теплоотдачи
Величина коэффициентов теплоотдачи зависит от гидродинамических факторов, их физических параметров, геометрических размеров поверхности теплообмена и представляет собой сложную функциональную зависимость, реализуемую с помощью теории подобия из критериального уравнения Нуссельта, характеризующего интенсивность теплообмена в Вт/ (м2ч)
Nu= ![]() (10), откудап, р =
(10), откудап, р = ![]() (11)
(11)
Если оба теплоносителя являются жидкостями и движение является вынужденным (например, насосная подача), критерий Нуссельта является функцией критериев Рейнольдса и Прайдля: Nu=f(Re;Rr)
В этом случае сначала необходимо определить критерии Рейнольдса и Прандля для обоих сред:
Re= ![]() (12)
(12)
Pr= ![]() (13)
(13)
где -скорость движения среды по трубам (принимают в пределах 0,7-2 м/с);
- коэффициент динамической вязкости жидкости, Па с. (см. табл. 2,3 )
d- эквивалентный диаметр трубы, м;
для внутренней трубы d экв = dB, м.
для кольцевого сечения d экв = DB-dH,м.
λ- коэффициент теплопроводности жидкости (рассол, продукт).Вт/ (м.С).
Далее определить режимы движения рассола и продукта, вычислив по формуле(12) число Рейнольдса и по формуле (13) критерии Прандля.
Затем по установленному режиму движения жидкости решить критериальное уравнение Нусельта по формуле:
а) для турбулентного режима движения (Rе> 10000)
Nu=0,023Re0,8Pr0,4= 0,023372190,813,20,4= 184,7 (13)
б) для переходного режима (10000>Re>2300)
Nu=0,008Re0,9Рr0,43= 0,00888810,96,10,43= 31,945 (131)
Если при расчетах Re<10000, необходимо определить новые скорости движения теплоносителей, при которых режим движения будет турбулентным или переходным. Принимают значения критерия Рейнольдса 10000-15000, тогда:ωтруб.= (10000-15000)ω/Re, (14)
Подставляя значение скорости ωтрубв формулу (7) определяют диаметр внутренней (теплообменной) трубы и далее по формуле (8) диаметр наружной кожуховой трубы, уточняем значения критерия Рейнольдса.
Для соответствующих режимов движения, используя критериальное значение Nuопределяются искомые коэффициенты теплоотдачи, Вт (м2С) для рассола и продукта по формуле (11).
5. Определение, поверхности теплообмена и основных размеров теплообменника.
Поверхность (F, м2) теплообмена определяется из уравнения теплопередачи и равна
F = ![]() ,м2(15)
,м2(15)
Q=GпCп (tпH-tпK), (Вт) (16)
где Q- количество тепла, отнимаемого от продукта, Вт;
С1- теплоемкость продукта, Дж/(кг °С).
Окончательно поверхность теплообмена теплообменника выбирается из ряда
F = 2,5; 4,0; 6,0; 10; 15; 20; 30; 40; 50; 80 м2
Активная длина труб (м), участвующих в теплообмене
L =![]() .
м (17)
.
м (17)
где dР- расчетный диаметр, м;
Расчетный диаметр принимают:
dР == dВ при 1 2(18)
dР= 0,5 (dB+dH) при12;
dР=dHпри12
Исходя из конструктивных соображений, задаются длиной одного элемента и тогда общее число элементов (шт.) составит:
![]() ,
шт (19)
,
шт (19)
где lэл-длина кожуховых труб ТА (принимается равной 1,5; 3,0; 4,5; 6,0; 9,0; 12 м)
Зная общее число элементов необходимо выполнить технологическую схему компоновки ТА, используемую в гидравлическом расчете.
6. Определение диаметров патрубков
Диаметры (dП, м) входных и выходных патрубков для кольцевого сечения определяются по формуле:
dпв (S2) = 1,13 ![]() , м или dпв(S2) = 1,13
, м или dпв(S2) = 1,13 ![]() , (20)
, (20)
Диаметры патрубков для внутренней трубы равен ее внутреннему диаметру. dпв(S1)=dв, м.
Окончательно принимаем из таблицы ( ) по ГОСТ 9930-78 наружные диаметры труб (dпн(S1) иdпн(S2)) из которых изготовят патрубки, ближайшие к рассчитанным.
Зная dпн(S1) иdпн(S2) осуществим подбор фланцев (по таблице 9) для соединения элементов ТА.
Для соединения трубопроводов и крышек с корпусами применяют прочноплотные соединения, состоящие из двух фланцев и зажатой между ними прокладки, которая выбирается из таблиц (10 и 11).
7. Гидравлический расчет теплообменника
Целью гидравлического расчета является определение величины гидравлических сопротивлений теплообменника и определение мощности потребляемого двигателями насосов для перемещения молока и рассола.
Для расчета гидравлических сопротивлений в теплообменнике исходными данными являются ранее определенные:
- число элементов в секции; число секций; общая длина труб.
Далее стрелками показывают схему движения жидкостей в теплообменнике Определяют характер и число местных сопротивлений; (см схему движения жидкостей) .
Расчет ведут дважды, для трубного и межтрубного пространства отдельно.
Полная потеря давления в теплообменнике ( Р, Па) подсчитывается по уравнению
Р = РСК+РТР+РМС+РПОД, Па (22)
где РСК-затрата давления на создание скорости потока на выходе из теплообменника, (Па);
РТР-потеря давления на преодоление сопротивления трения, (Па):
РМС- потеря давления на преодоление местных сопротивлении (Па)
РПОД- затрата давления на подъем жидкости, (Па):.
Затрата давления на создание скорости потока,
РСК=![]() ,
Па (23)
,
Па (23)
где - скорость движения жидкости в аппарате, м/с;
- плотность жидкости, кг/м3.
Потеря давления на преодоление сил трения, н/м2.
РТР=![]() ,Па(24)
,Па(24)
где L- общая длина труб, м:
dЭКВ- эквивалентный диаметр, м;
для внутренней трубы d экв = dB, м.
для кольцевого сечения d экв = DB-dH,м.
-коэффициент трения, зависящий от режима движения (число Re); и от степени шероховатости стенок груб (в расчете принять= 0,02-0,03).
Потеря давления на преодоление местных сопротивлении (поворот, сужение, расширение и т. д.),
РМС=![]() ,
Па (25)
,
Па (25)
где ξ- сумма коэффициентов местных сопротивлении.
При подсчете ξ необходимо воспользоваться технологической схемой компоновки ТА
Затрата давления на подъем жидкости:
РПОД= g H, Па(26)
где g- ускорение свободного падения, м/с2;
- плотность жидкости, кг/м3
Н - высота подъема жидкости, м
hi-высота одного элемента, м (определяется графически по чертежу ТА)
Для подсчета значения Н воспользуемся схемой компоновки ТА.
Н = (hi* х) +Dв + hп , м - для кольцевого сечения;
Н = (hi* х) +d в , м - для внутренней трубы.
Мощность, потребляемая двигателем насоса, (N, кВт);
N =![]() ,
Вт (27)
,
Вт (27)
где - G - расход жидкости, кг/с;.
-плотность перекачиваемой жидкости, кг/м3
Р - потеря давления в аппарате, н/м2;
-к. п. д. насоса (центробежный -0,6-0,7).
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Практическое занятие 4.2. Изучение конструкции теплообменника «труба в трубе».
Цель: Изучить конструкцию теплообменника «труба в трубе»
Порядок выполнения работы:
-
Где применяются теплообменники труба в трубе
-
Область применения двухтрубного теплообменника
-
Зарисуйте схему теплообменника «труба в трубе»
Теплообменники «труба в трубе» или двухтрубные теплообменники (рисунки 1, 2) применяются при небольших расходах теплоносителей.
Рисунок 1 - Элемент теплообменника «труба в трубе»
Такие теплообменники представляют собой набор последовательно соединённых друг с другом элементов состоящих из двух труб: труба меньшего диаметра вставлена в трубу большего диаметра (рисунок 1). Поверхности теплопередачи таких теплообменников, как правило, не более 20 м2. Проходные сечения данных теплообменников обеспечивают высокие скорости течения теплоносителей, следовательно, высокие коэффициенты теплопередачи.
 Рисунок
2- Разборный теплообменник «труба в трубе»:
Рисунок
2- Разборный теплообменник «труба в трубе»:
1- внутренняя (теплообменная) труба, 2 - наружная (кожуховая труба),
3 - кронштейн, 4 - фланец, 5 - распределительная камера
Теплообменники «труба в трубе» могут быть изготовлены как разборными, так и неразборными. Неразборные теплообменники являются конструкцией жесткого типа, поэтому при разности температур теплоносителей больше 70 градусов их не используют. Разборный теплообменник (рисунок 2) состоит из внутренней (теплообменной) трубы 1, наружной (кожуховой) трубы 2, кронштейна 3, фланца 4 и распределительной камеры 5. Направление движения теплоносителя по теплообменной трубе показано красной стрелкой, в кольцевом пространстве белой и желтой.
Рисунок 3 - Теплообменник типа «труба в трубе» в сборе
Стандартные диаметры теплообменной и кожуховой трубы d=25-157 мм и D=38-220 мм соответственно.
Секции теплообменника «труба в трубе» обычно соединяют друг с другом в единую конструкцию (рисунок 3). Пространственная компоновка такой конструкции может быть любой, «трубу в трубе» иногда размещают вдоль стены помещения и т.п. Теплообменники «труба в трубе» используют в основном для охлаждения или нагревания в системе жидкость-жидкость, когда расходы теплоносителей невелики, и она не изменяет своего агрегатного состояния. Иногда такие аппараты применяют при высоком давлении для жидких и газо-образных сред, например, в качестве конденсаторов в производстве метанола, аммиака и др.
По сравнению с кожухотрубчатыми теплообменниками аппараты «труба в трубе» имеют меньшее гидравлическое сопротивление и, следовательно, допускают более высокие скорости движения теплоносителей.
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Практическое занятие 4.3. Подогреватели с паровым пространством
Цель: Изучить конструкцию подогревателей с паровым пространством
Порядок выполнения работы:
-
Записать область применения подогревателя с паровым пространством
-
Зарисовать схему подогревателя
-
Описать составляющие части подогревателя
-
Запишите давление, на которое рассчитан корпус и трубные пучки.
Аппараты этого типа применяют для нагрева и частичного испарения нефтепродуктов, например при подводе тепла в нижнюю часть колонны, когда нет необходимости в трубчатых печах вследствие относительно невысоких температур. В качестве теплоносителя обычно используют насыщенный водяной пар, который конденсируется в трубном пучке. Подогреватель с паровым пространством (рис. 1) имеет цилиндрический корпус, в нижней части которого размещены два - три трубных пучка. Уровень жидкости в аппарате обеспечивается сливной перегородкой, высота которой назначается таким образом, чтобы трубный пучок полностью находился в слое жидкости. Нагреваемая жидкость поступает через нижний штуцер в корпус аппарата, обтекает трубный пучок и сливается через перегородку в пространство за ней. Отсюда нагретая жидкость выводится из аппарата через нижний штуцер, а пары уходят через верхний штуцер. Над зеркалом жидкости имеется паровое пространство высотой не менее D/3. Трубный пучок 3 может быть выполнен с плавающей головкой или с U-образными трубками. Он опирается на поперечные балки, к которым сверху крепятся прогоны из уголка, по которым скользит пучок при его монтаже и демонтаже.Рис. 1. Подогреватель с паровым пространством:
/ - насыщенный водяной пар; // - конденсат; /// - нагреваемый продукт; IV - нагретый продукт; V - пары продукта; 1 - корпус; 2 - сливная перегородка; 3 - трубный пучок; 4 - козырек; 5 - распределительная коробка.
Поверхность теплообмена стандартных испарителей может достигать 350 м2, стандартные испарители рассчитаны на условное давление в корпусе до 2,5 МПа и в трубном пучке до 4 МПа.
В тех случаях, когда не требуется испарять часть продукта, а необходимо только повысить его температуру, применяют теплообменные аппараты обычной конструкции, обогреваемые водяным паром.
Подогреватели с паровым пространством находят широкое применение на технологических установках.
Согласно существующим нормалям корпуса подогревателей рассчитаны на давления 0,8; 1,6 и 2,5 МПа, а трубные пучки - на давления 1,6; 2,5 и 4,0 МПа. Корпуса изготовляют со следующими значениями внутренних диаметров: 1400,1600, 2000, 2400 и 3000 мм. Выпускают подогреватели с пучком, имеющим плавающую головку (111I), и с пучком из U-образных труб (ПУ), что в отдельных случаях упрощает эксплуатацию подогревателей и уменьшает возможность пропуска пара.
Подогреватели используют для нагрева жидкости в тех случаях, когда применение трубчатых печей нецелесообразно и когда необходимо иметь некоторую свободную поверхность нагреваемой жидкости для испарения из нее отдельных фракций.
Подогреватели устанавливаются на фундамент на двух опорах - неподвижной и подвижной. В качестве теплоносителя в подогревателях используют главным образом насыщенный или отработанный пар. Для полного использования тепла конденсации греющего пара на выходе конденсата устанавливают конденсационные горшки или мерные конденсатоотводные шайбы, препятствующие пролету не сконденсировавшегося пара
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Практическое занятие 5.1. Аппараты воздушного охлаждения
Цель: Изучить конструкцию и принцип действия АВО
Порядок выполнения работы:
-
Записать область применения и достоинства применения АВО
-
Классификация теплообменных аппаратов
-
Классификация АВО
-
Опишите процесс охлаждения газа на компрессорных станциях.
-
Зарисуйте формулу изобретения
-
Сделать вывод по работе
-
Подготовиться к защите практической работы
На территории РФ разветвления сеть промысловых и магистральных газопроводов, нефтепроводов и продуктопроводов.
Современная нефтяная и газовая промышленность оснащена сложным оборудованием, предназначенным для осуществления разнообразных процессов - нагрева, охлаждения, конденсации, массопередачи, перекачки, перекачки компримированием, фильтрации и ряда других операций с нефтью, газом и продуктами их переработки. В нефтеперерабатывающей промышленности получили большое распространение воздушные холодильники и конденсаторы-холодильники различных технологических потоков.
Применение аппаратов воздушного охлаждения (АВО) дает ряд эксплуатационных преимуществ, главными из которых являются экономия охлаждающей воды и уменьшение количества сточных вод, сокращение затрат труда на чистку аппарата ввиду отсутствия накипи и солеотложения, уменьшение расходов на организацию оборотного водоснабжения технологических установок.
Трубки в АВО применяются с наружным спиральным оребрением, в результате чего существенно улучшается теплопередача. Интенсификация теплообмена с помощью оребрения поверхности труб может быть достигнута только при условии хорошего подвода тепла от стенок труб к ребрам, что обеспечивается изготовлением ребристых труб из материалов с высоким коэффициентом теплопроводности или изготовлением ребристых труб из биметалла, причем материал ребер должен обладать большим коэффициентом теплопроводности, чем материал трубы.
1.1.Классификация теплообменных аппаратов
Технологические процессы нефтяной, газовой и нефтехимической промышленности связаны с нагреванием и охлаждением. В одних случаях тепло подводится извне, в других, наоборот, требуется отводить тепло.
В одних технологических процессах требуется возможно более интенсивный теплообмен, в других наоборот, уменьшение и предотвращение непроизводительных потерь тепла, теплоизоляция аппаратов.
Процессы, скорость протекания которых определяется скоростью подвода или отвода тепла, называется тепловыми. Осуществляются они в теплообменных аппаратах.
Теплообменным аппаратом называются аппарат, в котором происходит обмен тепла между двумя теплоносителями.
Теплообменные аппараты классифицируются по многим признакам, в частности, по способу передаче тепла.
По способу передачи тепла теплообменники делятся на:
- смесительные
- поверхностные
В смесительных аппаратах тепло передается при непосредственном перемешивании рабочих сред. Смесительные теплообменники по конструкции проще поверхностных, тепло в них используется полнее, но они пригодны лишь в тех случаях, когда возможно перемешивание теплообменивающих сред.
В поверхностных теплообменниках рабочие среды обмениваются теплом через стенки из теплопроводного материала. В свою очередь, поверхностные теплообменники делятся на рекуперативные и регенеративные.
В рекуперативных аппаратных теплообмен между различными теплообменниками происходит через разделительные стенки. В регенеративных теплообменниках теплоносители попеременно соприкасаются с одной и той же поверхностью нагрева.
В регенеративных аппаратах одна и та же поверхность поочередно омывается то горячим, то холодным теплоносителем. При протекании горячего теплоносителя поверхность аппарата нагревается, а при протекании холодного теплоносителя поверхность отдает теплоту.
1.2. Классификация АВО
Аппараты воздушного охлаждения широко используется в составе компрессорных станций магистральных газопроводов для охлаждения газа после компримирования, а также в нефте- и газоперерабатывающей промышленности.
Стандартные аппараты воздушного охлаждения в зависимости от конструкции и назначения принято обозначать следующим образом:
АВГ - горизонтальные
АВЗ - с зигзагообразным расположением секций
АВГ-Т - трехконтурные
АВМ - для малых потоков
АВШ - шатровые
Аппарат воздушного охлаждения состоит из ряда трубчатых секций, расположенных горизонтально, вертикально, наклонно в виде шатра или зигзагообразно. С торцов аппарат закрыт металлическими стенками. Охлаждающий воздух засасывается и продувается через трубчатые секции. Для повышения эффективности аппарата при сравнительно высокой температуре окружающего воздуха на выходе воздуха из вентилятора предусмотрен кольцевой коллектор для увлажнения воздуха с целью снижения его температуры. Для предотвращения отложения накипи на трубах следует использовать химически очищенную воду. В некоторых конструкциях аппаратов воздушного охлаждения подается вентилятором, создающим разрежение.
Секция аппаратов воздушного охлаждения состоит обычно из четырех, шести или восьми рядов труб, которые расположены по вершинам равносторонних треугольников и закреплены развальцовкой, а в ряде случаев последующие приваркой в двух трубных решетках.
Применяют также конструкции секций с цельносварными неразъемными распределительными камерами. В этом случае для чистки внутренней поверхности труб в наружной стенке камеры против каждой трубы предусматривают отверстие с резьбовой пробкой на прокладке.
Аппараты воздушного охлаждения (рис.1) для малых
потоков имеют сравнительно небольшую поверхность теплообмена.
Секции этих аппаратов по конструкции аналогичны секциям аппаратов
горизонтального типа, но выполнены из труб длиной 1,5 или 3 м; при
этом устанавливают соответственно один или два вентилятора меньшего
диаметра. Колеса вентиляторов крепятся непосредственно на валу
электродвигателя. 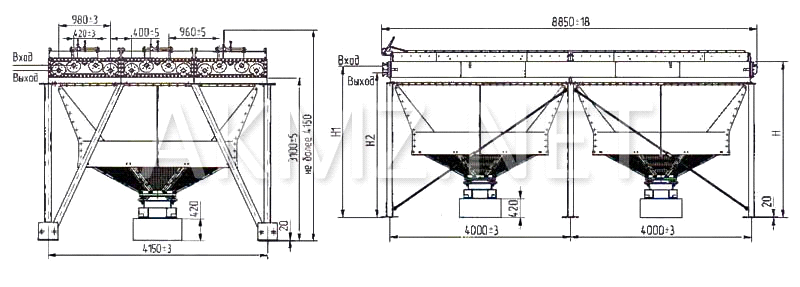
Рис. 1. Аппарат воздушного охлаждения
В России и за рубежом аппараты воздушного охлаждения газа в различных отраслях:
- нефтеперерабатывающая промышленность;
- газоперерабатывающая промышленность;
- нефтехимическая промышленность;
- коксохимическая промышленность;
- газодобывающая и др.
Аппараты воздушного охлаждения общего назначения относятся к теплообменному оборудованию и предназначены для охлаждения газов, жидкостей, конденсирования паровых и парожидкостных средств, энергоносителей в технологических процессах с давлением среды от 0,6 до 10 17 МПа (от 6 до 100 кгс/см2) или под вакуумом с остаточным давлением не ниже 665 Па, температурой не выше 400°С и вязкостью на выходе до 5·10-5м/с2. Аппараты воздушного охлаждения относятся к теплообменным поверхностным аппаратам. Охлаждаемый технологический продукт движется внутри биметаллических оребренных труб, передавая через их стенки теплоту охлаждающему агенту. В качестве охлаждающего агента используется атмосферный воздух, что предопределило различное пространственное расположение теплопередающих конструкций и взаимно расположенных вентиляторов в аппаратах воздушного охлаждения газа.
Материальное исполнение частей, соприкасающихся с рабочей средой - углеродистые стали, корозионностойкие стали, сплавы латуни. Основными элементами АВО являются: теплообменные секции, вентилятор, аэродинамические элементы и несущие конструкции. Теплообменная секция представляет собой пучок оребренных труб, расположенных в шахматном или коридорном порядке по ходу движения охлаждающего воздуха. Концы труб заделаны в трубные решетки и закрыты крышками с отверстиями для подсоединения внешней трубопроводной обвязки. В зависимости от количества ходов продукта крышки выполняются с определенным числом перегородок. Осевой вентилятор с приводом от электродвигателя нормального или взрывозащищенного исполнения предназначен для подачи охлаждающего воздуха в теплообменные секции. Вентилятор может быть установлен на оси двигателя или редуцирующего устройства. Аэродинамические элементы АВО включают обечайку вентилятора, диффузор и коллектор. Несущие конструкции, на которых монтируются теплообменные секции, выполняются металлическими или железобетонными.
1.3 Охлаждение газа на компрессорных станциях
С целью повышения эффективности и надежности магистральных газопроводов на компрессорных станциях (КС) транспортируемый газ охлаждают в аппаратах воздушного охлаждения. Эти аппараты имеют конструктивные особенности: отличаются числом трубных секций, длиной, оребрением и расположением труб в секциях, числом и расположением вентиляторов и мощность вентиляторов.
Охлаждение газа увеличивает производительность трубопровода, требуется меньше энергии установок компримирования на транспорт газа, уменьшается температура трубопровода и, следовательно, уменьшается скорость коррозии металла труб, повышается срок службы защитных изоляционных покрытий трубопровода.
АВО является пока основным устройством, применяемым при охлаждении больших потоков газа. При транспортировке больших потоков газа требуется большая поверхность охлаждения.
Наиболее эффективно применение АВО для районов умеренных температур наружного воздуха и северных районах. В этом случае разность температурного воздуха и газа в процессе охлаждения значительно больше, а следовательно, выше эффективность использования АВО. Природный газ последовательно охлаждается в аппарате воздушного охлаждения, в рекуперативном теплообменнике, а затем в энергоразделительном устройстве, выполненном в виде кожухотрубчатого теплообменника, имеющего газоходы выхода холодного и нагретого газа, сверхзвуковые каналы с профилированными соплами и диффузорами, где газовый поток делится на два потока, один из которых проходит через сверхзвуковые каналы, разгоняется до числа Маха М = 2-5 и после этого с помощью дожимного компрессора поступает на компрессорную станцию, а другой - охлажденный поток из межтрубного пространства энергоразделительного аппарата поступает в газопровод. При этом отношение полной температуры на входе в сверхзвуковые каналы к полной температуре на выходе из сверхзвуковых каналов находится в интервале 0,85-1,2. Использование изобретения позволит снизить температуру в выходном коллекторе по сравнению с другими методами охлаждения. (Рис.2).
Изобретение относится к транспортировке и использованию природного газа, в частности к последней стадии охлаждения газа после компрессорной станции (КС) для работы в летнее время в условиях Крайнего Севера при прохождении газопровода в зоне многолетнемерзлых пород.
Известен способ глубокого охлаждения природного газа после КС с помощью пропановых или пропан-бутановых парокомпрессионных холодильных установок, работающих по замкнутому циклу
Главные недостатки известного способа - сложность эксплуатации и управления, высокая стоимость оборудования.
Наиболее близким по технической сущности и достигаемому результату с заявленным изобретением является известный способ охлаждения природного газа, согласно которому транспортируемый газ после КС поступает сначала в рекуперативный теплообменник прямого потока (РТО), где за счет теплообмена с газом обратного потока нагревается и подается в нагнетатель, в котором он нагревается при сжатии. Далее нагретый газ поступает в аппарат воздушного охлаждения (АВО), где охлаждается за счет теплообмена с атмосферным воздухом, и предварительно охлажденный в АВО газ далее доохлаждается в РТО за счет теплообмена с газом прямого потока, после чего газ направляется в детандер (расширительную машину) или через дроссельное устройство, где он охлаждается, далее поступает в газопровод, по которому движется до следующей КС.
Известный способ позволяет существенно улучшить процесс охлаждения и соответственно повысить технико-экономические показатели охлажденного газа, однако также сложен в эксплуатации, недостаточно эффективен в условиях многолетнемерзлых пород и требует значительных увеличений капитальных и эксплуатационных затрат и не позволяет получить необходимую температуру природного газа на выходе из коллектора системы охлаждения.
Техническим результатом предлагаемого способа по изобретению является большее снижение температуры газа в выходном коллекторе по сравнению с дроссельными методами, что достигается более простым способом по сравнению с использованием парокомпрессионных, детандерных и других холодильных машин.
Для достижения технического результата в способе охлаждения природного газа после КС, включающем последовательное воздушное охлаждение природного газа в АВО, охлаждение прямым потоком газа в РТО, заключительное глубокое охлаждение осуществляют в устройстве в виде кожухотрубного теплообменника, в котором часть газового потока в сверхзвуковых каналах разгоняется до числа Маха М=2-5 и, пройдя диффузоры, поступает через дожимной компрессор на вход КС, а другая часть газового потока из межтрубного пространства - (дозвукового канала) подается в газопровод.
При этом температура торможения на выходе сверхзвуковых каналов T1 относится к температуре торможения на входе в сверхзвуковые каналы Т0 Т1/T0= 0,85-1,2 для реального газа, что обусловлено нагревом сверхзвукового потока газа за счет подвода тепла от дозвукового потока газа и охлаждением за счет падения давления в потоке (см. чертеж ).
В качестве аппарата воздушного охлаждения (АВО) в способе используют известные АВО - АВЗ-75, 2АВГ-75С и др.
Используемое в данном способе энергоразделительное устройство отличается от известного устройства (RU 210 6581, 1998) тем, что в нем сверхзвуковое течение осуществляется не в одном канале, расположенном коаксиально внешней трубе, а в пучке с двумя трубными досками для профилированных сопел и диффузоров. Это позволяет резко увеличить поверхность теплообмена, практически не ухудшая теплообмен в межтрубном пространстве.
Сущность изобретения поясняется следующим.
Число Маха в сверхзвуковых каналах энергоразделительного устройства лежит в пределах М=2-5. При М < 2 эффект снижения температуры в дозвуковом потоке за счет восстановления температуры в сверхзвуковом потоке будет слишком мал. При М > 5 потребуются слишком большие перепады давлений на сверхзвуковых каналах, а это неоправданно увеличит мощность дожимного компрессора.
Отношение полных температур (температур торможения) на выходе сверхзвуковых каналов T1 (после диффузоров) и входе в сверхзвуковые каналы Т0 лежит в интервале T1/T0=0,85-1,2. При T1/T0 < 0,85 слишком сильно будет падать давление газа в сверхзвуковом канале или слишком велика массовая доля сверхзвукового потока газа, что приведет к неоправданному увеличению мощности не только дожимного компрессора, но и возможно основного газоперекачивающего агрегата.
При T1/T0 > 1,2 эффективность теплопередачи в энергоразделяющем устройстве будет очень невысокой, что потребует искусственного развития поверхности, и, следовательно, значительного увеличения падения давления, что приведет к росту мощности дожимного компрессора и низкой эффективности работы энергоразделяющего устройства.
В нижеследующем примере представлено конкретное описание способа по изобретению.
Пример КС, расположенная в северном районе - городе Надым, имеет производительность газа 4103 нм3/ч, диаметр трубы в линейной части газопровода Дн = 1420 17 мм. Средняя температура воздуха в июле (самом теплом месяце) 287.9К, давление и температура природного газа во входном коллекторе P= 5,22МПа; Т= 283,5К, давление и температура в выходном коллекторе КС P= 7,46МПа, Т=314,7К.
После КС газ поступает в АВО, где его температура снижается до 302,9К, затем в РТО, где его температура снижается до 292К.
После этого газ поступает в энергоразделяющее устройство, где происходит его разделение на дозвуковой и сверхзвуковой потоки. В сверхзвуковых каналах газ разгоняется до числа Маха М=4,0 и имеет температуру торможения на выходе из диффузоров за счет нагрева от дозвукового газового потока и охлаждения за счет эффекта Джоуля-Томсона 276К (T1/T0=0,945, где Т0 и T1 соответственно начальная и конечная температуры (входная и выходная)).
Затем поток, вышедший из диффузоров сверхзвуковых каналов, с помощью дожимного компрессора подается на вход КС.
Газ на выходе из дозвукового канала (межтрубного пространства) энергоразделяющего устройства имеет температуру 283К и затем подается в газопровод.
В результате мы получаем на выходе КС температуру газа такую же, какой она была на входе КС, и при этом предотвращается опасность растепления многолетнемерзлых пород, расположенных под первой после КС опорой газопровода.
Формула изобретения:
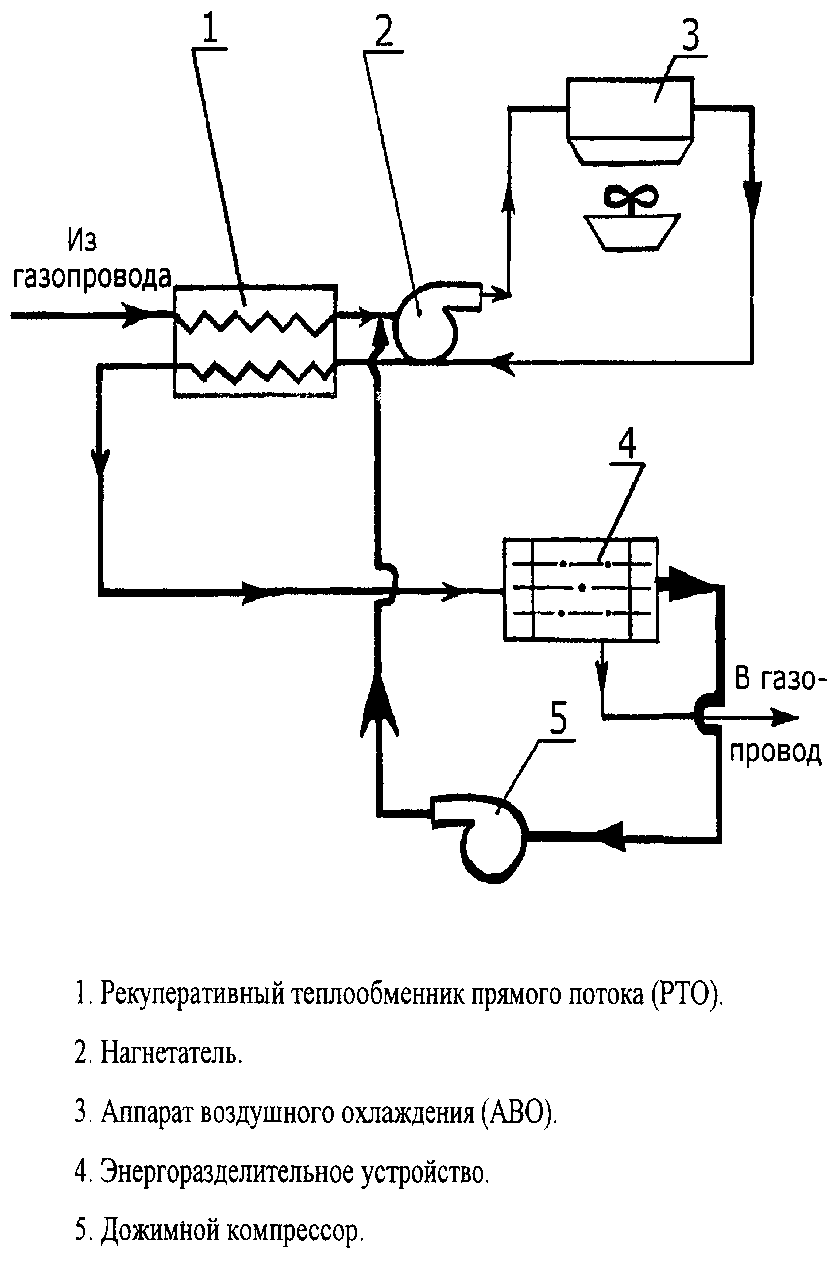
Способ охлаждения природного газа после компрессорных станций, включающий охлаждение его атмосферным воздухом в аппаратах воздушного охлаждения, охлаждение прямым потоком в рекуперативном теплообменнике и глубокое охлаждение в холодильных аппаратах, отличающийся тем, что глубокое охлаждение осуществляют в энергоразделительном устройстве в виде кожухотрубного теплообменника, имеющего газоходы холодного и нагретого газа, пучок сверхзвуковых каналов с профилированными сверхзвуковыми соплами и диффузорами, при этом в энергоразделительном устройстве газ делится на два потока, один из которых в сверхзвуковых каналах разгоняется до числа Маха М = 2 - 5 и после этого газовый поток с помощью дожимного компрессора подают на вход компрессорной станции, а другой охлажденный поток газа из межтрубного пространства - дозвукового канала энергоразделительного устройства подают в газопровод, при этом отношение полной температуры на входе в сверхзвуковые каналы к полной температуре на выходе из сверхзвуковых каналов находится в интервале 0,85 - 1,2.
Критерии оценки:
Оценка «5» - за правильно выполненную и оформленную практическую работу: выполнены рисунки, изучены теоретические сведения, даны ответы на контрольные вопросы;
Оценка «4» - за правильно выполненную и оформленную практическую работу с небольшими недочетами: небрежно выполнен рисунок, даны ответы на контрольные вопросы;
Оценка «3» - за правильно выполненную и оформленную практическую работу: небрежно выполнены рисунки, даны не полные ответы на контрольные вопросы;
Оценка «2» - не выполнена практическая работа.
Семинарскоеое занятие 5.2. Доклады студентов
Проводиться слушание докладов и их обсуждение всеми студентами
Доклады на следующие темы:
-
Выплавка стали
-
Выплавка чугуна
-
Диаграмма состояния «железо-углерод»
-
Конструкционные стали
-
Легированные стали
-
Цветные металлы и сплавы
-
Устройство ректификационных колонн
-
Днища и крышки ректификационных колонн
-
Устройство вертикальных аппаратов
-
Устройство горизонтальных аппаратов
-
Фланцевые соединения
-
Штуцера
-
Люки и бобышки
-
Сварные швы.
-
Термообработка сварных швов
-
Диагностика сварных швов
-
Методы неразрушающего контроля
-
Классификация теплообменников
-
Кожухотрубчатые теплообменники
-
Теплообменник «труба в трубе»
-
Подогреватели с паровым пространством
-
Принцип работы и конструкция трубчатых печей
-
Аппараты воздушного охлаждения
-
Холодильники: виды, конструкции.
-
Погружные конденсаторы.
Критерии оценки:
Оценка «5» - за правильно оформленную презентацию, полный ответ на вопрос, грамотно составленный план доклада, даны ответы на вопросы;
Оценка «4» за правильно оформленную презентацию, полный ответ на вопрос, даны ответы не на все вопросы;
Оценка «3» - за правильно оформленную презентацию, не полный ответ на вопрос, не даны ответы на вопросы;
Оценка «2» - не выполнен доклад и презентация.
Самостоятельная работа
по междисциплинарному курсу 01.01 Технологическое оборудование газонефтепроводов и газонефтехранилищ
Перечень тем самостоятельной работы
Внеаудиторная СРС включает, в частности, следующие виды деятельности:
- проработку учебного материала (по конспектам, учебной и научной литературе);
- изучение тем теоретического курса, запланированных для самостоятельного освоения;
- написание рефератов и подготовку докладов;
- подготовку к выполнению и сдаче практических работ;
- подготовку к зачетам и экзаменам.
Темы самостоятельной работы:
-
Классификация оборудования по назначению
-
Сосуды, работающие под давлением.
-
Производство чугуна и стали.
-
Термическая обработка.
-
Диаграмма «железо - углерод».
-
Черные металлы.
-
Цветные металлы.
-
Коррозия металла.
-
Виды теплообменных аппаратов
-
Трубчатые печи.
-
Кавитация, причины кавитации
-
Составление СЛС Кавитация.
-
Колонны: конструкции, принцип действия, сборка.
-
Резервуары: конструкции
-
Газгольдеры.
-
Задвижки: виды, конструкции
-
Нефтеперерабатывающие заводы: виды планировок.
-
</ Основные цеха НПЗ.