- Учителю
- Учебное пособие ОП 11 Техническое оснащение предприятий общественного питания
Учебное пособие ОП 11 Техническое оснащение предприятий общественного питания
Министерство спорта Республики Хакасия
Государственное бюджетное профессиональное образовательное учреждение Республики Хакасия
«Училище (техникум) олимпийского резерва»
УЧЕБНОЕ ПОСОБИЕ
ОП .03 ТЕХНИЧЕСКОЕ ОСНАЩЕНИЕ ПРЕДПРИЯТИЙ ОБЩЕСТВЕННОГО ПИТАНИЯ
основной профессиональной образовательной программы по специальности
19.02.10 ТЕХНОЛОГИЯ ПРОДУКЦИИ ОБЩЕСТВЕННОГО ПИТАНИЯ
Абакан, 2016
Учебное пособие дисциплины ОП 03 «Техническое оснащение предприятий общественного питания» разработана на основе Федерального государственного образовательного стандарта по специальности среднего профессионального образования (далее СПО) 19.02.10 Технология продукции общественного питания
Организация-разработчик: Государственная бюджетная образовательная организация Республики Хакасия среднего профессионального образования «Училище (техникум) олимпийского резерва»
Разработчик:
Харченко В.В. - преподаватель профессионального цикла
ОДОБРЕНО
на заседании МК
председатель
______________ Н.В. Дьяченко
(подпись)
от "___" _________ 20__ г."
протокол № ____
СОГЛАСОВАНО
Методист
_____________ Т.С. Воронкова
(подпись)
«____»_________20___г.
СОДЕРЖАНИЕСтр.
Раздел 1. Общие сведения о структуре машин и механизмов
4
Тема 1.1 Детали машин
4
Тема 1.2 Детали передач
8
Тема 1.3 Электроустановки
13
Раздел 2 Механическое оборудование
18
Тема 2.1. Классификация механического оборудования
18
Тема 2.2... Универсальные приводы общего и специального назначения
22
Тема 2.3.. Машины для обработки овощей
25
Тема 2.4. Машины и механизмы для нарезки и протирания овощей
27
Тема 2.5.. Машины и механизмы для обработки мяса и рыбы
29
Тема 2.6. Машины и механизмы для обработки муки .
33
Лекция 2.7. Машины, приготовления и раскатки теста.
34
Тема 2.8 Взбивальные машины и механизмы
36
Тема 2.9 Машины для нарезки хлеба и гастрономических продуктов.
38
Тема 2.10.Подъемно- транспортное оборудование
43
Тема 2.11.Весоизмерительное оборудование.
49
Тема 2.12. Контрольно- кассовые машины, значение и классификация.
59
Раздел 3 Тепловое оборудование
70
Тема 3.1. Основы теплотехники
70
Тема 3.2.Теплогенерирующие устройства
78
Тема 3.3.Общие сведения о тепловом оборудовании
88
Тема 3.4Варочное оборудование
96
Тема 3.5. Жарочно- пекарское оборудование Электросковороды
102
Тема 3.6. Электрофритюрницы
103
Тема 3.7. Жарочные и пекарские шкафы
104
Тема 3.8.Универсальное оборудование
106
Тема 3.9.Специализированные аппараты.
111
Тема 3.10 Многофункциональное оборудование, тепловые линии.
113
Тема 3.11Многофункциональное оборудование: пароконвектомат
115
Тема 3.12Водогрейное оборудование
117
Тема 3.13Оборудование для раздачи пищи.
118
Раздел 4 Холодильное оборудование
120
Тема 4.1 Основы холодильной техники.
120
Тема 4.2. Холодильные машины
122
Тема 4.3. Торгово-технологическое холодильное оборудование
124
Раздел 1. Общие сведения о структуре машин и механизмов
Тема 1.1 Детали машин
Машиной называется техническое устройство, в котором разные виды энергии (электрическая, мускульная и др.) превращаются в механическую энергию. Машина, которая выполняет все необходимые операции по заданной программе без непосредственного участия человека, - это уже автомат.
Машина представляет собой совокупность нескольких механизмов (узлов), при приведении в действие одного из которых приходит в действие вся машина.
Механизм - совокупность нескольких деталей. Деталь - наименьшая часть, предел делимости машины. Механизмы и детали машин изготавливаются из различных материалов: металлов, пластмасс, оргстекла, дерева, теплоизоляционных материалов, пластика и композиционных материалов. Наибольшее применение в машиностроении нашли металлы, используемые либо в чистом виде, либо в виде сплавов. Черные и цветные металлы в чистом виде применяются редко, так как в них отсутствует комплекс необходимых свойств. Из чистых металлов в основном применяются алюминий, медь, олово, хром, никель. Сплавы же по своим характеристикам значительно превосходят многие чистые металлы, поэтому большинство деталей изготавливается из сплавов металлов друг с другом н сплавов нескольких металлов и металлов с неметаллами Из сплавов черных металлов наиболее часто применяются сталь и чугун, представляющие собой соединение железа с углеродом. В стали углерода содержится до 2 %, в чугуне - 2-4 %.
Наличие в чугуне углерода свыше 2 % позволяет ему выдерживать намного большие нагрузки, чем сталь, но при этом повышается хрупкость.
На свойства стали значительное влияние оказывают различные примеси и добавки металлов, а также термическая обработка - закаливание, отпуск, отжиг. Закаливание - нагрев стали до определенной температуры, а затем быстрое ее охлаждение, что приводит к увеличению хрупкости, прочности, твердости. Отпуск и отжиг - нагрев до определенной температуры с последующим постепенным охлаждением. Отпуск и отжиг стали уменьшают действие закаливания, твердость и хрупкость, повышают пластичность.
Из сплавов цветных металлов чаще применяются латуни, бронза, баббиты, алюминиевые сплавы.
Латунями называются сплавы меди с цинком; в некоторые латуни добавляют другие легирующие компоненты, улучшающие их свойства. Латуни тверже и прочнее самой меди, более коррозионностойкие.
Бронза - сплав меди с любыми металлами, кроме цинка. Данные сплавы обладают высокой коррозионной стойкостью, высокими антифрикционными свойствами.
Баббиты представляют собой сплавы олова или свинца с различными добавками, антифрикционные свойства которых позволяют использовать их для изготовления вкладышей подшипников.
Алюминиевые сплавы - соединения алюминия с медью, марганцем, кремнием и магнием.
Машиностроительные материалы обладают следующими механическими характеристиками: твердостью, упругостью, пластичностью, хрупкостью.
Твердость - способность материала противостоять проникновению в него другого тела.
Упругость - свойство материала изменять свою форму под воздействием внешних сил и восстанавливать ее после прекращения такого воздействия.
Пластичность - свойство материала деформироваться под действием нагрузки и сохранять приобретенную форму после прекращения нагрузки.
Хрупкость - свойство материала разрушаться под действием быстродействующих сил.
В последнее время в оборудовании для предприятий общественного питания много деталей изготавливается из пластмасс (соединение органических смол с различными добавками). Такие детали легче, не проводят электроток, не горят, дешевле, но с теми же механическими характеристиками, что и детали из металлов или сплавов.
Классификация деталей машин
Все детали машин делятся на две группы: детали соединений И детали передач. Детали соединений служат для скрепления узлов И механизмов друг с другом, а детали передач - для передачи движения, изменения направления и скорости движения
Детали соединений
Жесткое соединение деталей машин может быть двух видов: p;i п.емное и неразъемное.
Неразъемные соединения позволяют выдерживать большие нагрузки, чем разъемные, они проще и дешевле, но при необходимости разъединения деталей приходится нарушать их целостность. Как видно из рис. 1.2, к неразъемным относятся сварные, заклепочные, клеевые соединения, а также соединения пайкой (паяные) и посадка с натягом.
Сварные соединения образуются путем сварки деталей. При этом различают сварку давлением, плавлением, контактную, трением, ультразвуком, электронно-лучевую и т. д.
Сварка - соединение деталей посредством их местного нагрева до пластичного состояния и использования сил молекулярного взаимодействия на месте стыка, где образуется сварной шов. Для местного нагрева используется энергия электрической дуги (электросварка), энергия горящего газа (газосварка), нагрев тел при трении. Для сварки тугоплавких металлов и получения высококачественных швов применяют электронно-лучевую сварку, при которой нагрев производится электронным лучом в вакууме.
По назначению различают сварные швы: прочные, способные выдерживать большие нагрузки; плотные, обеспечивающие герметичность; прочно-плотные, например для изготовления сосудов, работающих под повышенным давлением.
В зависимости от расположения в пространстве соединяемых деталей швы бывают стыковые, когда детали находятся в одной плоскости (рис. 1.3, а, б), и угловые, когда детали соединяются внахлестку (в), в тавр (г) и под углом (д).
Соединения пайкой выполняются тогда, когда невозможно и (или) нежелательно применять сварку. В этом случае до температуры плавления нагревают не соединяемые детали, а припой - специальный металл или сплав, который плавится при более низкой температуре, чем металл соединяемых деталей. С помощью паяльника расплавленным припоем обрабатывают поверхности соединяемых деталей, и они скрепляются силами молекулярного сцепления. После остывания припоя детали жестко соединяются друг с другом.
Заклепочные соединения. В случаях когда невозможно применить самый дешевый способ соединения - сваркой, детали соединяют специальным элементом - заклепкой (рис. 1.4).
Заклепка - стержень цилиндрической формы с закладной головкой , которая может быть различной формы: полусферической , потайной , полупотайной и плоскоконической .
Заклепки изготавливаются из алюминия, меди, их сплавов, реже из стали. Размеры заклепок и их форма стандартизированы. Для соединения деталей в них просверливаются сквозные; отверстия совмещают и снизу вставляют заклепку, под которую устанавливают поддержку. На выступающий конец заклепки воздействует обжимкой (молотком, кувалдой), в результате чего
конец превращается в замыкающую головку , а заклепка становится короче, но толще, заполняя пространство между деталями. Расположенные в ряд заклепки образуют заклепочные швы, которые по назначению бывают: прочные, плотные и прочно-плотные. При соединении деталей встык применяют одну или две накладки, которые располагают над и(или) под соединяемыми деталями.
Посадка с натягом применяется значительно реже, чем сварные и заклепочные соединения. Для этого одну из соединяемых деталей со сквозным отверстием или углублением нагревают до высокой температуры, при этом диаметр отверстия увеличивается, деталь натягивают на другую. При остывании отверстие принимает первоначальный размер и происходит жесткое соединение деталей. При необходимости аналогичным образом детали можно рассоединить.
Клеевые соединения. Промышленность стала выпускать новые виды клея, способного скреплять различные материалы: дерево с металлом, пластик с металлом, металлы с металлами и т. п. Новые виды клея позволяют соединяемым деталям выдерживать определенные нагрузки, что расширяет возможности использования клеевых соединений в машиностроении
Разъемные соединения
В отличие от неразъемных разъемные соединения позволяют производить многократную сборку и разборку деталей без нарушения их целостности. К разъемным относятся резьбовые, клиновые, шпоночные, шлицевые, штифтовые и профильные соединения .
Резьбовое соединение деталей происходит путем завинчивания одной детали внутрь другой с помощью резьбовой (винтовой) поверхности.
В таких соединениях резьба у одной детали нарезается снаружи, а у другой внутри. При этом завинчиваемая деталь совершает вращательное движение вокруг своей оси и одновременно поступательное движение вдоль нее.
В торговом машиностроении для соединения деталей и агрегатов широко применяются различнхые крепежные детали с резьбой: болты, винты, шпильки, гайки и шайбы.
Болты и винты по конструкции схожи между собой - цилиндрической формы стержень с головкой на одном конце и резьбой на другом. Головки болтов бывают различной формы: шестигранной , шестигранной с отверстием полукруглой и с квадратным подголовником или с усом , потайной . Соединение болтом наиболее простое и распространенное. В соединяемых деталях просверливаются сквозные отверстия; отверстия совмещают и вставляют в них болт, а на выступающий конец с резьбой навинчивают гайку.
Гайка - деталь различной формы со сквозным отверстием и внутренней резьбой Иногда при вибрациях и динамических нагрузках происходит самовывинчивание гаек. Для предотвращения этого и увеличения силы трения применяют гаечный замок - вплотную к основной гайке навинчивают контргайку ли используют пружинные шайбы, имеющие срез, загнутые концы которого предотвращают самовывинчивание.
Винты применяются в том случае, когда невозможно или экономически невыгодно применять соединение болтом. Винтовое соединение менее надежно, выдерживает меньшие нагрузки, чем болтовое. Для соединения винтом в одной из деталей просверливают сквозное отверстие, а в другой детали в углублении для стержня винта нарезается внутренняя резьба. Через деталь со сквозным отверстием вставляют стержень винта и вкручивают его во вторую деталь. Головки винтов могут быть различной формы: шестигранные и четырехгранные под гаечный ключ потайные полупотайные, полусферические со шлицей (прорезью) под отвертку , шестигранные и четырехгранные со шлиией для двойного применения , полукруглые , без головки со шлицей и под ключ , с головкой под ключ . Для облегчения подъема изделий применяются рым-болты (л), головка которых выполнена в виде большого кольца для захвата грузоподъемными машинами. Для закрепления на валах различных деталей применяют установочные винты с плоскими, коническими или цилиндрическими концами без головок, имеющие шлицы под отвертку обыкновенную либо с крестообразным шлицем под специальную отвертку.
Шпилька - цилиндрический стержень с резьбой на обоих концах. При соединении с помощью шпильки можно получать как болтовое соединение (реже), так и соединение винтом. Если в обе-. их деталях имеются сквозные отверстия, то в совмещенные отверстия вставляется шпилька, а на выступающие концы стержня с двух сторон навинчиваются гайки.
Если в одной из деталей есть резьбовое углубление, то в него до отказа завинчивается один конец шпильки, на стержень надевается вторая деталь, а затем на свободный конец шпильки навинчивается гайка. Для разборки соединения достаточно отвинтить гайку и удалить деталь, а шпильку можно не выворачивать.
Соединения с помощью шпилек более надежны, чем соединения винтом, а в некоторых случаях и надежнее, чем болтом.
Клиновые соединения. В соединениях данного типа для скрепления деталей используется клин, представляющий собой пластинку, ограниченную параллельными или непараллельными плоскостями Для скрепления деталей в них проделываются соответствующей формы отверстия, затем отверстия совмещают и вставляют клин. Если у клина параллельные плоскости, то он вставляется и вынимается свободно и соединение называется ненапряженным. В напряженных клиновых соединениях боковые стороны клина непараллельны, клин вставляют в пазы скрепляемых деталей и заколачивают. Благодаря малому углу между боковыми сторонами клин надежно удерживается в пазах деталей силой трения.
Штифтовые соединения. Штифт - крепежная деталь цилиндрической или конической формы с головками или без них. Для соединения в деталях просверливаются сквозные отверстия (например, на валу и в детали), отверстия совмещают и в них вставляют штифт. Штифтовые соединения бывают напряженными и ненапряженными. Иногда конец штифта снабжается пропилом и разводится после монтажа, а при необходимости демонтажа усики пропила сводятся и штифт легко удаляется . Конические штифты бывают с резьбой на конце или без нее. Штифты устанавливаются перпендикулярно оси вала
Шпоночные соединения. В торговом машиностроении шпоночные соединения применяются достаточно широко: для крепления к валам и передачи вращения шкивам, колесам, звездочкам и другим деталям, а также для жесткой фиксации деталей друг с другом, например в мясорубке для фиксации ножевых решеток внутри корпуса . Шпонка - клиновая деталь с параллельными или непараллельными гранями, в отличие от штифтов устанавливается параллельно оси вала.
По форме различают шпонки: обыкновенные призматические , призматические с плоскими торцами , направляющие и сегментные . Вышеперечисленные шпонки передают вращающий момент боковыми гранями и являются ненапряженными соединениями.
Напряженные соединения получают с помощью клиновых шпонок, которые забивают в шпоночное гнездо. Такие шпонки бывают с головками и без них, с закругленными или плоскими торцами. Клиновые шпоночные соединения обеспечивают передачу не только вращающего момента, но и осевых усилий. Однако они вызывают перекос и радиальное смещение вала, что ограничивает область их применения.
Шлицевые соединения иначе называют многошпоночными, так как у них несколько шпонок и они выполнены вместе с валом В зависимости от форм зуба шлицевые соединения бывают треугольные, трапецеидальные, прямоугольные, эвольвентные. Шлицевые соединения имеют некоторые преимущества по сравнению со шпоночными, так как они меньше ослабляют вал, могут передавать большие мощности и скорости, обеспечивают осевое перемещение деталей вдоль вала, а также лучшее центрирование соединяемых деталей; но они более дорогостоящие. Шлицевые соединения стандартизированы.
Профильные соединения свое название получили в связи с тем, что соединяемые с валом детали имеют отверстия, по форме соответствующие профилю конца вала (квадратные, треугольные и т. д.). Таким образом крепятся ножи мясорубок на валу, рукоятки на конце вала, вал сменного механизма с валом универсального привода и т. п. Преимущества и недостатки профильных соединений аналогичны шлицевым соединениям
Тема 1.2 Детали передач
Детали передач, как отмечалось, служат для передачи движения, изменения скорости, мощности и направления движения. К ним относятся: оси и валы; опоры осей и валов; муфты; передачи; передаточные механизмы; редукторы.
Оси и валы
Оси и валы поддерживают в пространстве вращающиеся детали и части машин. При этом оси только поддерживают вращающиеся части в пространстве, а валы не только поддерживают, но и придают им вращательное движение.
Оси проще по конструкции, могут быть неподвижными , подвижными, вращающимися вместе с деталями . Валы по конструкции, соответственно, сложнее и при работе всегда вращаются. Оси чаще имеют цилиндрическую форму. Валы же бывают прямые, коленчатые и, реже, гибкие. Прямые валы цилиндрической формы, в поперечнике имеют круглое, реже, кольцевое сечение. Различные части валов имеют разный диаметр и назначение. Опорными частями валов являются шип (при горизонтальном) и пята (при вертикальном) расположении вала Для закрепления деталей валы имеют шпоночные канавки, отверстия, протоки, заплечики, резьбовые участки, шлицы и т. п. Иногда вместе с валом изготавливаются червячные и зубчатые колеса.
Валы коленчатые бывают с одним или несколькими коленами Гибкие валы изготавливаются из стального проволочного сердечника и предохранительного рукава, внутри которого в пространстве, заполненном смазкой, вращается сердечник.
Опоры осей и валов
Опорные части валов и осей в зависимости от расположения называются шип и пята. Опорами для них являются соответственно подшипники и подпятники. Наиболее часто используются подшипники, которые по характеру силы трения подразделяются на подпипники трения скольжения и подшипники трения качения.
Подшипники скольжения представляют собой два диска: один внутри другого. На внутренний диск, который называется вкладыш, укрепляется вал, а наружный диск закрепляется внутри корпуса (станины). Подшипники данного типа подразделяются на глухие - неразъемные и разъемные Глухие подшипники не могут передавать большие мощности и не выдерживают больших скоростей.
Разъемные подшипники используют при больших скоростях и нагрузках в валах. Они состоят из корпуса /, крепящегося к станине, разъемного (состоящего из двух полуколец) вкладыша , крышки и болтов для стягивания крышки и корпуса. Для уменьшения силы трения используют масленки , из которых на вал периодически поступает смазка. Подпятники (г) устанавливаются под вертикальными валами.
а б в г д
Подшипники качения более сложные по конструкции, чем подшипники скольжения. Они состоят из двух колец, между которыми находится тело качения: ролики, шарики или иглы (рис. 1).
Рис. 1. Подшипники качения
Для равномерного распределения тел качения по окружности их располагают внутри сепараторов. Шарикоподшипники (а, б), роликоподшипники {в, г) и иглоподшипники (д) в отличие от подшипников скольжения имеют меньше потерь на трение и нагрев, меньшие габариты, но боятся загрязнений и требуют смазки.
Муфты
Муфты применяются для соединения валов друг с другом или валов с деталями и передачи вращающего момента. Существует большое разнообразие конструкций муфт. В торговом машиностроении применяются втулочные, дисковые (фланцевые), упругие втулочно-пальцевые и сцепные муфты различных видов .
Самая простая по конструкции втулочная муфта представляет собой втулку, которая насаживается на концы валов и крепится к ним различными способами: шпонками, штифтами, винтами или с помощью шлицев.
Фланцевые муфты состоят из двух дисков (полумуфт), которые насаживаются на концы валов и крепятся к ним с помощью шпонок. Полумуфты стягиваются друг к другу болтами.
Для предотвращения деформации валов и компенсации небольших смещений соединяемых валов, смягчения ударных нагрузок,
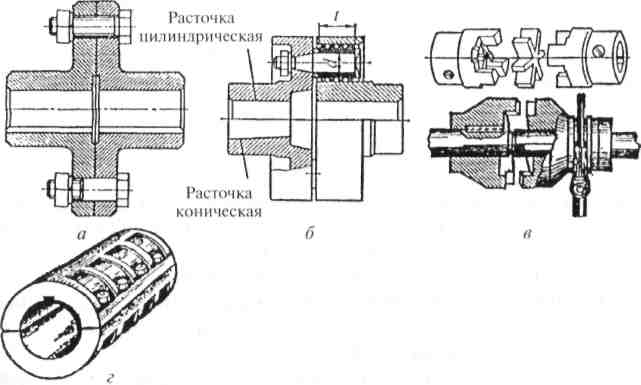
Рис. 2.. Муфты
например у вибрационных машин, применяют компенсирующие муфты. Однако наибольшее распространение среди них получили упругие втулочно-палъцевые муфты (б), которые, как и фланцевые, крепятся на валах. Вместо болтов расположены пальцы, на концы которых надеты резиновые втулки. Такие муфты более бесшумные.
Часто в машинах необходимо без остановки соединять или отсоединять валы друг от друга. Для этой цели применяет сцепные муфты различных видов. Наибольшее распространение получила кулачковая муфта {в, г), состоящая из двух полумуфт, имеющих на поверхности кулачки прямоугольного или трапецеидального профиля. Одна полумуфта жестко крепится с помощью шпонки на ведущем валу, а другая полумуфта - с помощью направляющей шпонки на ведомом валу и может перемещаться вдоль него посредством отводки.
Обгонные муфты позволяют передавать вращающий момент с ведущего вала на ведомый только в одном направлении и вращаться ведомому валу с большей скоростью, чем ведущий.
Передачами называются механизмы, передающие движение (механическую энергию) от ведущего вала к ведомому, при необходимости изменяя скорость вращения и направление движения. Передачи характеризуются передаточным числом, которое можно определить как отношение скоростей вращения валов, диаметров колес (валов) или числа зубьев колес (звездочек) по одной из следующих формул:
Как правило, передаточное число имеет постоянное значение.
Передачи, где возможно плавное регулирование скоростей на ходу, называются вариаторами.
Различают следующие виды передачи: с гибкой и жесткой связью; трением и зацеплением. К передачам с гибкой связью относятся ременные и цепные , с жесткой связью - фрикционные , зубчатые , червячные; к передачам трением - фрикционные и ременные , к передачам зацеплением - зубчатые, червячные и цепные.
Ременные передачи состоят из двух шкивов и надетого на них •бесконечного ремня . Передача движения происходит за счет силы трения, которая возникает между поверхностями ремня и шкива.
По виду ремня различают плоскоременные , клиноременные , поликлиновые и круглоременные передачи. В подавляющем большинстве ременные передачи передают движение параллельным валам. Натяжение ремня можно регулировать увеличением расстояния между шкивами или с помощью натяжного ролика .
Преимущества ременных передач - простота изготовления, бесшумность и плавность хода, возможность передавать движение на большое расстояние, самопредохранения (при перегрузках - пробуксовывание ремня), а также возможность одним ремнем привести в действие несколько валов
Недостатками являются: невозможность передачи больших мощностей, непостоянство передаточного числа (при пробуксовывании, пониженный КПД (92-95 %), растяжение (провисание) ремня, соскальзывание ремня со шкива.
Цепные передачи состоят из двух зубчатых колес (звездочек), на которые надета гибкая бесконечная цепь Передача движения осуществляется за счет зацепления зубьев звездочки со звеньями шарнирной цепи.
Цепная передача вращает только параллельные валы. Цепь бывает двух видов: роликовая и зубчатая Наиболее распространена роликовая цепь. Преимущества цепной передачи - возможность передавать движение на большое расстояние, одной цепью приводить в действие несколько валов (г), при необходимости вращать их в разные стороны, достаточно высокий КПД (97-98 %). Недостатки - сложность изготовления, большой шум при работе по сравнению с ременной передачей, растяжение цепи из-за износа шарниров и поэтому необходимость периодического натяжения цепи, а также необходимость смазки.
Зубчатые передачи состоят из двух зубчатых колес, зубья которых входят в зацепление друг с другом; при вращении зубья ведущего толкают зубья ведомого колеса.
Различают зубчатые передачи с внешним зацеплением , в которых зубья расположены снаружи колеса, что позволяет изменять направление движения на противоположное, и с внутренним зацеплением , сохраняющим направление движения. По форме зубьев передачи бывают прямозубые), у которых зубья расположены параллельно оси колеса, косозубые , у которых зубья расположены под углом к оси колес; шевронные, у которых зуб имеет форму угла; круговые ; винтовые ).
Шевронные зубья имеют наибольший КПД, но они более сложны в изготовлении; используются в основном при передаче очень больших мощностей.
Разновидностью зубчатой передачи является зацепление типа рейка-шестерня (к) - реечная передача, которая может превращать один вид движения в другой в зависимости от того, какая деталь является ведущей. Если шестерня ведущая и совершает вращательное движение, то рейка совершает поступательное движение. Если шестерня совершает реверсивное вращение, то рейка - возвратно-поступательное, и наоборот. Если ведущей является рейка, совершающая возвратно-поступательное движение, то шестерня будет совершать реверсивное движение.
Преимущества зубчатых передач - самый высокий КПД из всех передач (до 99 % при хорошей смазке), компактность, долговечность, надежность, возможность передавать движение в разных направлениях. Недостатки - сложность в изготовлении, шум при работе, невозможность плавного изменения скорости движения, необходимость смазки.
Червячные передачи состоят из червяка и червячного колеса . Червяк имеет форму винта и является только ведущим, зубья червячного колеса входят во впадины резьбы червяка. Червячная передача позволяет передавать вращательное движение валам со скрещивающимися осями (чаще под прямым углом).
Преимущества данного типа передач - большое передаточное число (100 и более), что позволяет выиграть в силе, компактность, плавность, возможность самоторможения. Недостатки - сложность и трудоемкость в изготовлении, невысокий КПД (до 70 %; а у самотормозящихся - менее 50 %), повышенный нагрев, необходимость смазки.
Фрикционные передачи состоят из двух колес (катков), прижатых друг к другу и передающих движение за счет силы трения Цилиндрические катки передают движение параллельным валам , а конические - пересекающимся .
Преимущества - просты по конструкции, бесшумны, самопредохраняющиеся. Недостатки - малый КПД (до 80-90 %), непостоянство передаточного числа, быстрый износ катков, необходимость в постоянном прижатии катков, поэтому практически в торговом машиностроении не применяются Передаточные механизмы
К передаточным относятся планетарный и кривошипно-шатунный механизмы. Эти механизмы в отличие от вышеперечисленных передач позволяют осуществлять сложное движение.
В планетарном механизме вращательное движение превращается в планетарное, при котором деталь вращается вокруг своей оси и одновременно вокруг другой оси (так движутся планеты в пространстве - отсюда и название механизма).
Планетарный механизм состоит из двух зубчатых колес: ведущего /, которое называется солнечным, и ведомого , которое называется сателлитом (их может быть несколько). Необходимым условием работы данного механизма является жесткое соединение этих колес с помощью рычага - водила , который придает движение сателлиту и неподвижность солнечному колесу . Планетарный механизм может быть выполнен на базе двух передач: зубчатой с наружным или внутренним зацеплением или цепной ). На базе цепной передачи можно передавать планетарное движение на большее расстояние, чем на базе зубчатой.
Кривошипно-шатунный (кривошипно-ползунный, кривошип-но-кулисный) механизм служит для превращения вращательного движения в возвратно-поступательное ). Механизм состоит из ведущего органа кривошипа /, который на валу совершает вращательное движение, и шатуна , ползуна или кулисы, которые совершают возвратно-поступательное движение. Шатун соединятся с помощью пальца с рабочим органом - поршнем .
Редукторы
Редукторы, как и передачи, служат для изменения скорости и направления движения. Редуктор - одна или несколько передач, заключенных в один общий корпус, называемый картером. Наличие картера позволяет компактно расположить детали передач, защищает детали от механических повреждений и загрязнений, обеспечивает необходимую смазку. В картере находятся три отверстия с пробкой: верхнее - для заливки масла, нижнее - для слива отработанного масла, среднее - для контроля за уровнем масла. В зависимости от числа ступеней передач различают редукторы одноступенчатые, двухступенчатые, трехступенчатые и т. д. Ступенями являются зубчатые или червячные передачи, планетарные и кривошипно-шатунные механизмы, реже - цепные передачи. Валы редукторов называются входными, промежуточными и выходными.
Виды редукторов: зубчатый цилиндрический одноступенчатый, зубчатый цилиндрический двухступенчатый, одноступенчатый зубчатый конический, зубчатый конический цилиндрический двухступенчатый и червячный одноступенчатый . Редукторы, у которых входной и выходной валы лежат в одной плоскости, называются соосными.
Редуктор или его часть, позволяющие ступенчато изменять передаточное число, называются коробкой скоростей, а те, в которых происходит плавное бесступенчатое изменение передаточного числа, - вариатором скоростей.
Коробка скоростей выполняется на базе зубчатых передач, и для перекдючения скорости двигатель надо отключать; вариатор скоростей - на базе клиноременной передачи, и скорость регулируется на ходу без выключения двигателя.
Тема 1.3 Электроустановки
Электроустановки обеспечивают подачу электрического тока к приемникам, приводят машины в действие, включают или отключают их от электросети, регулируют режим работы, осуществляют их защиту и обеспечивают дистанционное управление ими. К электроустановкам относятся электроприводы, аппараты ручного и дистанционного управления, аппараты защиты.
Электроприводы
Электропривод служит для приведения машины в действие и состоит из электродвигателя, передаточных механизмов и аппаратуры управления. Электродвигатель превращает электрический ток в механическую энергию, т. е. позволяет получить вращательное движение. В торговом машиностроении чаще всего используются электродвигатели трехфазного тока с короткозамкнутым ротором, реже - двигатели однофазного тока.
Трехфазные двигатели выпускаются на напряжение 220-380 В, подсоединяются в электросеть в звезду или треугольник в зависимости от напряжения.
Однофазные двигатели выпускаются на напряжение 220 В. При включении в трехфазную сеть напряжением 3N~220 В их подключают к двум линейным проводам, в трехфазную сеть напряжением 3N~380 В - к линейному и нулевому проводам.
Трехфазные и однофазные двигатели предназначены для промышленной частоты 50 Гц и имеют частоту вращения вала не более 3000 об/мин.
В машинах, требующих изменения частоты вращения во время работы, применяют многоскоростные электродвигатели или редукторы с коробкой скоростей (например, во взбивальных машинах).
По числу электродвигателей различают одиночные и многодвигательные приводы.
При одиночном приводе рабочая машина приводится в движение от одного электродвигателя (мясорубка, вентилятор, насос). Для передачи движения от двигателя к машине используют
зубчатый редуктор. При непосредственной передаче движения от двигателя к машине (насос, вентилятор) скорость двигателя должна соответствовать скорости машины. Для удобства обслуживания машины и уменьшения ее габаритов двигатель, как правило, устанавливают внутри машины (картофелечистки, мясорубки).
При многодвигателъном приводе рабочая машина приводится в движение несколькими двигателями, например машина для мытья столовой посуды ММУ-2000. Однако механизм этой машины можно привести в движение и от одного двигателя, но для этого потребуется сложное передаточное устройство.
По числу приводимых в действие машин различают индивидуальные и универсальные электроприводы. Индивидуальный электропривод служит для приведения в действие одной машины (картофелечистка, мясорубка и др.). Универсальный электропривод поочередно приводит в действие несколько сменных механизмов, входящих к нему в комплект.
Аппараты ручного управления
Аппараты ручного управления служат для включения в сеть и отключения от сети приемников электроэнергии, а также для регулирования режимов их работы. Принцип действия аппаратов включения основан на замыкании или размыкании электрической цепи с помощью подвижных и неподвижных контактов. При замыкании подвижных контактов с неподвижными происходит подача электрического тока от источника к приемнику, а при размыкании этих контактов приемник обесточивается. Перемещение подвижных контактов производится механическим воздействием, поэтому большая их часть находится на самом оборудовании. К аппаратам ручного управления относятся: рубильники, кулачковые теплостойкие переключатели для кухонных плит, штепсельные разъемы, пакетные выключатели и переключатели, кнопочные пускатели.
Корпус аппаратов ручного управления выполняются из диэлектрика и имеют маркировку, где указаны номинальные сила тока и напряжение. Провода от электросети подключаются к клеммам неподвижных контактов, а от клемм подвижных контактов - к приемнику энергии.
Рубильники служат для включения и отключения различных приемников электроэнергии. Выпускаются различных видов: на силу тока 60, 100, 200 А и на напряжение 220 и 380 В в одно-, двух и трехполюсном исполнении. Однополюсные рубильники в торговом оборудовании не применяются.
Двухполюсные рубильники используются для включения однофазных электрических приемников. Они имеют два неподвижных и два подвижных контакта (ножа), одновременно перемещаемых вручную. При воздействии на рукоятку подвижные контакты поворачиваются вокруг оси. Приемник электроэнергии подключают к клеммам подвижных контактов (ножей), а провода сети - к клеммам неподвижных контактов. Контакты рубильника укрепляют на изоляционной плите (текстолитовой или мраморной).
Трехполюсные рубильники служат для включения приемников трехфазного тока. Такой рубильник имеет три неподвижных и три подвижных контакта; контакты укреплены на изоляционной плите /. К клеммам подсоединяют провода сети, а к клеммам - трехфазный электрический приемник. Рукоятка перемещения подвижных контактов (ножей) рубильника расположена сбоку. Это дает возможность легко закрывать рубильник кожухом , обеспечивая безопасность обслуживающего персонала.
При повороте рукоятки усилие через пружины передается подвижным контактам (ножам). Размыкание контактов начинается только при определенном усилии. Пружины в это время находятся в растянутом состоянии и в процессе размыкания обеспечивают быстрое движение подвижных контактов (ножей) независимо от дальнейшего увеличения нажима на рукоятку. Такое размыкание контактов позволяет быстро гасить дугу, обеспечивая их малый износ.
Кулачковый теплостойкий переключатель ТПКП для кухонных плит. В однофазных электротепловых аппаратах нагревательный элемент состоит из двух секций, различные способы включения которых изменяют его мощность. Включение секции - последовательное и параллельное; включение одной из секций осуществляют переключателем.
Кулачковый переключатель ТПКП состоит из шпинделя с кулачками механизма быстрого переключателя , корпуса и контактной группы с клеммами неподвижных контактов. Контактная группа закреплена на корпусе с помощью винтов .На данном рисунке изображена схема кулачкового переключателя для положения рукоятки «О».
Механизм быстрого переключения крепится винтами
. Он состоит из фигурной шайбы, к впадинам которой пружинами
прижимаются шарики. При повороте рукоятки на 45° пружины сжимаются
и шарики начинают соприкасаться с выступами шайбы. При дальнейшем
повороте рукоятки потенциальная энергия сжатых пружин увеличивает
скорость вращения шпинделя с кулачками. При быстром повороте
кулачков увеличивается скорость размыкания контактов, поэтому искра
(дуга) между ними легче гасится.
При повороте рукоятки на 90° по часовой стрелке (положение рукоятки «1») все нагревательные элементы оказываются включенными в электросеть последовательно, а нагрев будет слабым. При установлении рукоятки в положение «2» одна часть нагревательных элементов будет обесточена, а другая включена, что приведет к снятию половины мощности рукоятки в положение «3» все нагревательные элементы будут включены параллельно, что дает максимальный нагрев. Таким образом, соотношение мощностей приемника будет.4:2:1.
Штепсельные разъемы служат для включения переносных, передвижных приемников однофазного и трехфазного тока. Как правило, приемники однофазного тока снабжены штепсельным разъемом с заземляющим контактом К клеммам гнезд розетки подсоединяют провода электрической сети, к клеммам гнезда - провод заземления. К контактам вилки подсоединяют выводы электрического приемника, к контактам - провод от его корпуса. При подключении электроприемника к сети штепсельной вилкой контакты входят в соприкосновение (замыкаются) с контактами раньше, чем токоподводящие контакты с контактами . Шнур электрического приемника укрепляется
а вилке скобкой или специальным зажимным устройством.
Штепсельный разъем приемников трехфазного тока состоит из розетки / и вилки . К трем клеммам гнезд подводят линейные провода, а клеммы гнезда 8 соединяют с заземленной шиной или нулевым проводом. К трем контактам вилки присоединяют обмотки электродвигателя или спирали электротеплового аппарата. К более длинному контакту подсоединяют корпус машины.
При замыкании контактов штепсельной вилки с контактами розетки прежде всего замыкаются контакты и . Благодаря этому корпус заземляется раньше, чем напряжение попадет на рабочие клеммы электроприемника. Вилку можно вставить в розетку, только совместив впадины с выступами. Таким образом, если в приемнике испортится электроизоляция, опасности поражения электрическим током в момент подключения его к сети не возникнет. Не будет ее и во время работы электроприемника.
Пакетные выключатели выпускаются различных видов: на силу тока 10 и 25 А и на напряжение 220 В в одно-, двух- и трехполюс-ном исполнении. Пакетный выключатель состоит из механизма переключения, рукоятки и контактной группы. Клеммы неподвижных контактов выступают за пределы корпуса, а подвижные контакты находятся внутри корпуса на стержне квадратного сечения. Поворачивают их рукояткой. В пакетном переключателе одно положение рукоятки соответствует отключенному состоянию приемника, а три остальных - включенному по различным схемам.
Кнопочные пускатели (выключатели). Наибольшее распространение получили трехполюсные выключатели типа ПНВ и ПНВС, снабженные кнопками «Пуск» и «Стоп». При нажатии на кнопку «Пуск» подвижные контакты замыкаются с неподвижными и фиксируются в этом положении с помощью защелки. При нажатии на кнопку «Стоп» защелка отводится и под действием пружины подвижные контакты возвращаются в исходное положение. Выключатели ПНВ служат для включения двигателей трехфазного тока малой мощности, а выключатели ПНВС - двигателей однофазного тока с пусковой обмоткой. Пусковая обмотка подключается к сети на короткое время до набора рабочего режима, после чего она автоматически отключается. Аппараты дистанционного управления
В отличие от аппаратов ручного управления аппараты дистанционного управления позволяют включать приемники на определенном расстоянии; их также используют для автоматизации управления.
К аппаратам дистанционного управления относятся электро-м.ниитные реле, магнитные пускатели и микропереключатели. Корпуса аппаратов дистанционного управления выполняются из in шсктрика и имеют маркировку с указанием номинальной силы ТОКа и напряжения. Переключение контактов в них происходит |МЛ действием электромагнита.
'Электромагнитное реле служит для включения и отключения приемников электроэнергии небольшой мощности. Различают реле постоянного и переменного тока. Реле состоит из электромагнитной и контактной группы. Электромагнит имеет сердечник на одном конце которого закреплен подпружиненный якорь, а на другом - обмотка с короткозамкнутым витком. II контактную группу входят подвижные и неподвижные контакты, Крепленные на конце якоря.
Магнитный пускатель, как и реле, предназначен для управления приемниками, но большой мощности. Принципы работы магнитного пускателя и реле имеют много общего.
В магнитном пускателе различают две электрические цепи: ситную - цепь приемника и цепь управления - цепь обмотки пускателя. Магнитопровод пускателя состоит из якоря и . сердечника Ш-образной формы одинаковых размеров. На внутренний выступ сердечника устанавливается катушка с обмоткой. сечение этого выступа в два раза больше, чем боковых выступов. Через внутренний выступ проходит магнитный поток в два раза больший, чем через боковые. Магнитные пускатели снабжены кнопочной станцией с подпружиненными кнопками «Пуск» и «Стоп». Если приемником электроэнергии является электродвигатель, то магнитный пускатель устанавливается вместе с тепло-Hi.iM реле защиты. С помощью кнопочной станции производится Не только включение и отключение приемника, но и исключается возможность самопроизвольного включения его после кратковременного отключения от сети. Обе кнопки кнопочной станции с самовозвратом, т. е. они возвращаются в исходное положение после прекращения нажатия на них.
При нажатии на кнопку «Пуск» кнопочной станции ток по тип управления проходит по обмотке пускателя, внутри якоря и создается магнитное поле. Подвижный якорь притягивается к сердечнику, перемешая подвижные контакты силовой цепи к неподвижным. Силовая цепь замыкается и подает ток к приемнику. При нажатии на кнопку «Стоп» катушка обесточивается п под действием возвратной пружины якорь отходит ка, что приводит к размыканию силовой сети и отключению приемника. То же самое произойдет и при прекращении подачи тока из сети во время работы приемника - для повторного включения нужно вновь нажать кнопку «Пуск».
Микропереключатели предназначены для включения и отключения приемников под действием механических усилий машины или ее элементов. Контактами микропереключателя производится включение и отключение не самого приемника, а обмотки его магнитного пускателя.
В практике наибольшее распространение получил микропереключатель типа МИ-3, внутри пластмассового корпуса которого расположена контактная группа. Через отверстие в корпусе кнопка с помощью пружин упирается в рычаг, на котором расположены два подвижных контакта. При механическом воздействии на кнопку усилие через пружину передается на подвижные контакты, которые перемещаются вверх. Нижняя цепь размыкается (двигатель отключается), а верхняя замыкается (загорается красная лампочка). После прекращения нажатия на кнопку пружины возвращают контакты в исходное положение. Количество закрепленных контактов может быть различным. Следовательно, одновременно можно управлять несколькими приемниками.
. Аппараты защиты
Аппараты защиты предназначены для защиты электрооборудования и электросетей от коротких замыканий и перегрузок. Чрезмерные токи короткого замыкания и перегрузки могут возникнуть в цепи, когда сопротивление ее оказывается значительно меньше номинального сопротивления приемника и сетей. Под действием токов короткого замыкания за очень непродолжительное время выделяется такое количество тепла, которое приводит к электропожарам из-за воспламенения электроизоляции проводов и электрооборудования. Поэтому аппараты защиты и предназначены для того, чтобы обесточить электросети и оборудование до возникновения перегрева.
К аппаратам зашиты относятся плавкие предохранители, автоматические выключатели, тепловое реле защиты.
Плавкие предохранители устанавливаются в электросети, соединяющей источник питания последовательно с электроприем. По конструкции плавкие предохранители бывают двух винт резьбовые и трубчатые. Плавкие предохранители состоят из основания и плавкой Ктавки, которая устанавливается внутри основания. Плавкая К гавка служит для отключения подачи тока цепи и подлежит замене после срабатывания. В свою очередь, плавкая вставка состоит п i держателя и плавкого элемента. Плавкий элемент представляет Собой проволоку или пластину значительно меньшего сечения, им сечение проводов цепи. При увеличении тока цепи до значении, превышающего номинальный ток предохранителя в несколько раз, плавкий элемент через некоторое время нагревается до температуры плавления и плавится. При этом электрическая цепь разрывается, прохождение тока прекращается.
Внутреннее пространство плавкой вставки, в котором расположен плавкий элемент, заполнено кварцевым песком или другим наполнителем.
Автоматические выключатели (предохранители) получили широкое распространение для защиты электрических сетей и приема в электроэнергии наряду с плавкими предохранителями. Однако в отличие от плавких предохранителей автоматические выкиочатели используются также для нечастых включений и отключений цепей вручную при нормальной работе приемников. автоматических выключателях используются электромагнитные и тепловые расцепители.
Преимушество автоматических расцепителей перед плавкими предохранителями состоит в том, что они многократного действия, а плавкий предохранитель после срабатывания подлежит замене.
Автоматический предохранитель типа АП50Б-ЗМТ является аппаратом комбинированной защиты, служит для нечастых включении и отключений приемников вручную, а также для автоматической защиты их от токов короткого замыкания и токов перегрузки, Это комбинированный аппарат защиты, снабженный тремя электромагнитными М и тремя тепловыми Т расцепителями. При срабатывании любого из них все контакты размыкаются и приемник полностью отключается.
Назначение и принцип работы тепловых реле защиты аналогичен тепловым выключателям. Устанавливается водной коробке с магнитным пускателем для управления работой электродвигателейi
Раздел 2 Механическое оборудование
Тема №2.1. 4.Классификация оборудования
На современном этапе общественное питание будет занимать преобладающее место по сравнению с питанием в домашних условиях. В связи с этим возникает необходимость дальнейшей механизации и автоматизации производственных процессов, как основного фактора роста производительности труда. Отечественная промышленность создает большое количество различных машин для нужд предприятий общественного питания. Ежегодно осваиваются и внедряются новые, более современные машины и оборудование, обеспечивающие механизацию и автоматизацию трудоемких процессов на производстве.
Создаются и осваиваются новые машины, оборудование, которые будут работать в автоматическом режиме без участия человека.
В настоящее время одной из важнейших задач в стране является радикальная реформа по ускорению научно-технического прогресса в народном хозяйстве.
В общественном питании она стоит особенно остро, на предприятиях до сих пор преобладающее большинство производственных процессов выполняется вручную. Существуют много видов работы, где занято большое количество работников малоквалифицированного труда. Поэтому коренная перестройка в этой сфере производства предполагает необходимость широкой индустриализации производственных процессов, массового внедрения промышленных методов приготовления и поставки продукции потребителям.
Подобная организация производства в общественном питании позволит не только применять новое высокопроизводительное оборудование, но и более эффективно его использовать. В выигрыше будут и потребители, -- сокращаются затраты времени, повышается культура обслуживания, и работники общественного питания -- за счет механизации и автоматизации производства резко снижаются затраты ручного труда, увеличивается производительность производства продукции и улучшаются санитарно-технические условия.
Внедрение новой техники и прогрессивной организации производства дает возможность существенно поднять экономическую эффективность работы предприятий общественного питания за счет повышения производительности труда, сокращения расходов сырья и энергии.
Научно-технический прогресс в общественном питании заключается не только в развитии и совершенствовании используемых орудий труда, в создании новых более эффективных технических средств, но и немыслим без соответствующего совершенствования технологии и организации производства, внедрения новых методов труда и управления.
Совершенствование техники должно обеспечивать не только рост производительности труда и его облегчение, но и снижение затрат труда на единицу продукции при использовании новых машин и механизмов. Иначе говоря, новая техника только в том случае будет эффективной, если затраты общественного труда на ее создание и использование требуют меньше труда, сберегаемого применением этой новой техники. В снижении затрат на единицу продукции, производимую с помощью новой техники, в конечном счете и заключается экономическая суть совершенствования машин и механизмов.
Для ускорения темпов НТП в общественном питании большое значение имеет совершенствование тепловых аппаратов, позволяющих интенсифицировать процессы тепловой обработки сырья за счет применения новых способов нагрева, автоматического поддержания заданных режимов, программирования теплового процесса.
В производстве теплового оборудования в нашей стране в течение последних двадцати лет происходили коренные изменения, которые можно назвать технологической перестройкой. В ней можно выделить три периода. Первый состоял в переходе от использования оборудования, работающего на твердом топливе, к газовому и электрическому оборудованию. На втором произошел переход от универсального оборудования (например, кухонная плита) к секционному, каждый вид которого предназначен для выполнения отдельных операций тепловой обработки продуктов. Третий период происходит в настоящее время. Он заключается в производстве и внедрении оборудования, использующего новые методы тепловой обработки продуктов, сухим паром или методом конвективного обогрева.
Для развития теплового оборудования наиболее перспективным направлением является создание новых аппаратов:
-- с новыми видами тепловой обработки продуктов (комбинированный нагрев, обработка продуктов сухим паром и конвективным обогревом);
-- с автоматическим регулированием и программированием теплового процесса;
-- с непрерывным действием для варки и жарки продуктов (трансферавтоматы);
-- с устройствами и приспособлениями, механизирующими процессы переворачивания и перемешивания продуктов (пищеварочные котлы с механической мешалкой).
Унификация и стандартизация технологического оборудования позволяют сократить значительно его номенклатуру и снизить материалоемкость и создают также реальные предпосылки для уменьшения трудоемкости выпускаемой продукции.
Для повышения технического уровня предприятий общественного питания, роста производительности труда и улучшения организации обслуживания населения, важное значение имеет совершенствование раздаточного оборудования, внедрение высокопроизводительных конвейерных линий для комплектования и реализации комплексных обедов. Новым направлением улучшения раздаточного оборудования является создание линий прилавков самообслуживания, включающих передвижные мармиты, прилавки, шкафы и другие виды раздаточного оборудования, отвечающего санитарно-техническим и экологическим нормативам.
Совершенствование технологических процессов в общественном питании будет эффективным только в том случае, если, их внедрение осуществляется на новой технической основе. При этом новая техника должна создаваться по трем направлениям. Основным является разработка и освоение техники, отвечающей современному уровню развития науки. Постоянно должна проводиться работа по созданию принципиально новых видов техники. Наряду с этим следует уделять большое внимание и модернизации действующего технологического оборудования.
Важным средством ускорения научно-технического прогресса в общественном питании является своевременная модернизация оборудования, замена морально устаревшей техники на современную, не уступающую по качеству, надежности, металлоемкости и энергоемкости лучшим достижениям науки.
Невысокая эффективность внедрения новой техники зачастую связана с несовершенством конструктивных решений отдельных видов машин. Еще недостаточно высоки качество и надежность используемого оборудования.
Таким образом, перед разработчиком и создателем новой техники ставится задача значительно улучшить вес важнейшие технико-экономические параметры машин, оборудования и различных механизмов в общественном питании:
-- создание машин и аппаратов, работающих на основе электрофизических методов тепловой обработки пищевых продуктов (инфракрасные лучи и сверхвысокочастотный нагрев и их использование с традиционными методами);
-- разработка средств комплексной механизации и автоматизации производственных процессов для специализированных и узкоспециализированных предприятий общественного питания (блинных, пельменных, пирожковых и т.д.);
-- повышение качества выпускаемого оборудования -- надежности, долговечности и ремонтопригодности, и имеющие стандартные унифицированные узлы и детали.
-- создание высокопроизводительных универсальных машин и механизмов, удобных для использования их как в индивидуальном виде, а так же в составе механизированных или автоматизированных поточных линий.
Решение этих задач позволит интенсифицировать производственные процессы на предприятиях общественного питания, значительно улучшить качество выпускаемой продукции и снизить ее себестоимость.
Дальнейшее расширение сети предприятий общественного питания и увеличение их технической оснащенности требует от обслуживающего персонала повышения технической грамотности, специальных знаний и повышения квалификации.
Классификация машин
В зависимости от назначения и вида обрабатываемых продуктов, машины предприятий общественного питания можно подразделить на несколько групп.
1. Машины для обработки овощей и картофеля -- очистительные, сортировочные, моечные, резательные, протирочные и т.д.
2. Машины для обработки мяса и рыбы -- мясорубки, фаршемешалки, рыхлители мяса, котлетоформовочные и др.
3. Машины для обработки муки и тоста -- просеиватели, тестомесительные, взбивальные и т.д.
4. Машины для нарезки хлеба и гастрономических продуктов - хлеборезка, колбасорезка, маслоделители и т.д.
5. Универсальные приводы -- с комплектом сменных исполнительных машин.
6. Машины для мытья подовой посуды и приборов.
7. Подъемно-транспортные машины.
Машина состоит из трех основных механизмов: двигательного, передаточного и исполнительного, а также механизмов управления, регулирования, защиты и блокировки.
Двигательными механизмами являются главным образом электродвигатели переменного тока с короткозамкнутым ротором (закрытые, асинхронные, трехфазные или однофазные). Для работы в вагонах-ресторанах и на судах используются электродвигатели постоянного тока.
Передаточный механизм служит для осуществления взаимосвязи двигательного и исполнительного механизмов. В совокупности двигательный и передаточный механизмы называют приводом машин.
Исполнительный механизм определяет назначение и наименование машин. Конструкция его зависит от структуры рабочего цикла и характера технологического процесса, а также вида и физико-механических свойств продукта, подвергаемого обработке: В состав исполнительного механизма входят рабочая камера с загрузочным и разгрузочным устройствами, а также инструменты для механической обработки продуктов.
С помощью механизмов управления осуществляются пуск, останов и контроль за работой машины. Механизмы регулирования предназначены для настройки машины, а механизмы защиты и блокировки -- для предохранения машины от поломки и аварийного ее отключения.
Все машины, применяемые на предприятиях торговли и общественного питания, можно классифицировать по структуре рабочего цикла, степени механизации и автоматизации процессов и по функциональному признаку.
По структуре рабочего цикла различают машины, периодического и непрерывного действия. В машинах и механизмах периодического действия продукт обрабатывается в течение определенного времени, называемого временем обработки, а затем удаляется из рабочей камеры. После загрузки новой порции продукта процесс повторяется. В машинах непрерывного действия процессы загрузки, обработки и выгрузки продукта происходят одновременно и непрерывно.
По степени механизации и автоматизации различают машины неавтоматические, полуавтоматические и автоматические. В машинах неавтоматического действия загрузка, выгрузка, контроль и вспомогательные технологические операции выполняются оператором. В машинах полуавтоматического действия основные технологические операции выполняются машиной; ручными остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия все технологические и вспомогательные процессы выполняются машиной.
По функциональному признаку машины и механизмы предприятий торговли и общественного питания подразделяются на ряд групп, обусловленных их назначением: машины для разделения сыпучих пищевых продуктов; машины для мытья овощей и столовой посуды; машины для очистки продуктов от наружных покровов; машины для измельчения продуктов; машины для перемешивания продуктов; машины, обрабатывающие продукты давлением; весоизмерительные устройства и контрольно-кассовые машины; подъемно-транспортное оборудование.
Тема .2.2..Универсальные приводы общего и специального назначения
Универсальные приводы
На предприятиях обществе иного питания наряду с машинами предназначенными для выполнения одной какой-либо операции применяются универсальные приводы с набором сменных механизмов, выполняющих целый ряд операций по обработке продуктов.
Универсальные приводы используют преимущественно в небольших предприятиях общественного питания, в мясных, овощных и кондитерских цехах.
Универсальным приводом называется устройство состоящее из электродвигателя с редуктором и имеющее приспособление для переменного подсоединения различных сменных механизмов. Он состоит из электродвигателя с редуктором, на котором могут закрепляться и попеременно работать различные по назначению съемные механизмы: мясорубка, взбивалка, овощерезка, мясорыхлитель и другие машины. Отсюда привод получил свое название - "универсальный".
Применение универсальных приводов значительно увеличивает производительность труда, снижает капитальные затраты, увеличивает коэффициент полезного действия оборудования и т.д.
В настоящее время промышленность выпускает универсальные приводы П-11 и ПУ-0.6 для различных цехов, а также приводы специального назначения П-1,1 для сравнительно небольшого ассортимента продукта.
Для работы в небольших столовых, а также в камбузах речных и морских судов используются универсальные малогабаритные привады УММ-ПС иди УММ-ПР. Источником энергии этих приводов макет быть переменный (ПР) или постоянный (ПС) ток.
Универсальный привод общего назначения ПУ-0,6 выпускается двухскоростным с частотой вращения вала 170 и 1400 об/мин и односкоростным с частотой вращения 170 об/мин и мощностью двигателя 0,6 кВт. Он имеет комплект сменных механизмов (табл. 1), которые могут использоваться на небольших предприятиях, где отсутствует цеховое .деление приготовления продушин.
На больших предприятиях общественного питания, где имеется цеховое деление, используют специализированные универсальные приводы:
-- Привод ПМ-1.1 специализированный для мясо-рыбного цеха выпускается в односкоростном или двухскоростном варианте, с частотой вращения вала 170 или 1400 об/мин и мощностью двигателя 1,1 кВт. Он имеет комплект сменных исполнительных механизмов, которые могут быть использованы только в мясо-рыбных цехах предприятий.
-- Привод ПХ-0,6 специализированный для холодных цехов. Состоит из односкоростного привода П-0,6 и комплекта сменных исполнительных механизмов, которые могут быть использованы в холодных цехах.
- Привод ПГ-0,6 специализированный для горячих цехов, состоит из полноскоростного привода П-0,6 и комплекта сменных исполнительных механизмов, которые могут быть использованы в горячих цехах.
-- Привод П-П универсальный состоит из двухступенчатого зубчатого редуктора, двухскоростного двигателя. Частота вращения приводного вала привода составляет ПО и 330 об/мин. На горловине привода расположена рукоятка с кулачком для крепления сменных исполнительных механизмов. Переключатель скоростей электродвигателя, пусковая кнопка и кнопка возврата гешевого реле смонтированы на пульте управления.
Все выпускаемые приводы и сменные механизмы к ним имеют буквенные и цифровые обозначения.
Буква П - обозначает слово привод, У - универсальный, М - мясной цех, X - холодный цех, Г -- горячий цех. Цифры, следующие за буквенными обозначениями, указывают на номинальную мощность электродвигателя привода в киловаттах.
Сменные механизмы (МО. комплектуемые к универсальному или специализированным приводам, имеют определенный порядковый номер.
Номер 2 -- мясорубка, 3 -- соковыжималка, 4 -- взбивалка, 5 -- картофелечистка, 6 - мороженница, 7 - протирочный механизм, 8 - фаршемешалка, 9 -- куттер, 10 -- овощерезка, 11 -- тележка или подставка для привода, 12 - размолочный механизм, 13 -- приспособление для чистки ножей и вилок, 14 -- колбасорезка, 15 - косторезка, 16 -- точило, 17 -- рыбоочиститель, IS -- механизм для фигурной нарезки овощей, 19 -- рыхлитель мяса, 20 - механизм для взбивания, 21 - котлетоформовочный механизм, 22 - механизм для нарезки вареных овощей, 24 - просеиватель, 25 -- механизм для перемешивания салатов и винегретов, 27 - механизм для нарезки свежих овощей, 28 -- механизм для нарезки сырых овощей брусочками.
Цифра, следующая за порядковым номером механизма показывает величину средней производительности. Кроме того, некоторые сменные механизмы обозначаются двумя или более цифрами. Например, МС-4-7-8-20. Это обозначение свидетельствует о многоцелевом назначении механизма: 4 -- взбивать продую-, 7 -- протирать продукт, 8 - перемешивать фарш, 20 -- емкость бачка.
Правила эксплуатации и техники безопасности универсальных приводов
Подготовку к работе универсального привода проводит повар, закрепленный за данной машиной, который перед началом работы обязан выполнить требования техники безопасности и соблюдать при работе с машиной безопасность труда.
Вот поэтому перед началом работы проверяется правильность установки универсального привода, исправность сменного механизма и правильность его сборки и крепления с помощью винтов-зажимов. При установке корпуса сменного механизма в горловине привода контролируют» чтобы конец рабочего вала механизма попал в гнездо привода вала редуктора универсального привода. Проверяется наличие ограждающих устройств, заземления или зануления.
Убедившись в исправности сменного механизма и привода, производят пробный пуск па холостом ходу. Привод должен работать с небольшим шумом. В случае неисправности привод останавливают и устраняют причину неисправности. Регулировать скорость вращения в процессе работы разрешается только при наличие вариатора в конструкции машин.
Приготовленные продукты загружать в сменные механизмы нужно только после включения универсального привода, исключение составляет только взбивальный механизм, у которого сначала загружают в бачок продукты, а затем включают универсальный привод.
При работе запрещается перегружать сменный механизм продуктами, так как это приводит к ухудшению качества или порче продуктов, а так же к поломке машины. Особое внимание нужно уделить строгому соблюдению правил безопасности при работе с универсальным приводом, т.к. неосторожность приводит к травмам обслуживающего персонала.
Категорически запрещается работать на машине без наличия соответствующих предохранительных устройств, а также подталкивать продукты в горловину сменного механизма руками.
Осмотр универсального привода и установленного сменного механизма, а так же устранение неполадок разрешается проводить только после выключения электродвигателя универсального привода и его полной остановки.
После окончания работы универсальный привод выключают и отключают от электросети. Только потом можно снимать сменный механизм для разборки, промывки и сушки.
Профилактический и текущий ремонт универсального привода и сменных механизмов проводят специальные работники согласно заключенного договора
Тема 2.3.Машины для обработки овощей
Машина -- это совокупность механизмов, выполняющих определенную работу или преобразующих один вид энергии в другой. В зависимости от назначения различают машины - двигатели и рабочие машины.
В зависимости от назначения рабочие машины могут выполнять определенную работу по изменению формы, размеров, свойств и состояния объектов труда. Объектами труда в предприятиях общественного питания служат пищевые продукты, подвергающиеся различной технологической обработке --очистке, измельчению, взбиванию, перемешиванию, формированию и т.д.
По степени автоматизации и механизации выполняемых технологических процессов различают машины неавтоматические, полуавтоматические, автоматические. В машинах неавтоматического действия загрузка, выгрузка, контроль и вспомогательные технологические операции выполняются поваром, закрепленным за данной машиной. В машинах полуавтоматического действия основные технологические операции выполняются машиной, ручные остаются только транспортные, контрольные и некоторые вспомогательные процессы. В машинах автоматического действия вес технологические и вспомогательные процессы выполняются машиной. Они используются в составе поточных и поточно-механизированных линий и полностью заменяют труд человека.
Основные требования предъявляемые к машинам и механизмам.
Машины и механизмы должны удовлетворять требованиям прогрессивной технологии обработки сырья и продуктов.
Для этого необходимо, чтобы конструктивные, кинематические и гидравлические параметры оборудования обеспечивали оптимальные режимы технологических процессов и высокие технико-экономические показатели. Такими параметрами являются: удельная энергоемкость, удельная металлоемкость, удельная материалоемкость, удельный расход воды, занимаемая оборудованием площадь и др., т. е. параметры машины, отнесенные к единице производительности.
Конструкция должна обеспечивать высокую надежность и долговечность машины, быструю замену изношенных и неисправных рабочих органов, инструментов, узлов и деталей. Конструкция должна быть технологичной, т. е. в процессе изготовления и эксплуатации машины затрачиваются минимальные средства. Необходимо, чтобы машины и механизмы отвечали требованиям техники безопасности Й производственной санитарии (машины заземляют; рабочие органы, инструменты и элементы передачи закрывают кожухами, крышками, предохранительными кольцами, облицовками или заключают в корпуса; в конструкцию многих машин включают различные блокировочные устройства и элементы, обеспечивающие отключение их при поднятых ограждениях).
Выпускаемые машины все в большей степени должны отвечать требованиям производственной эстетики. Правильные пропорции машин, простота их формы, удобное расположение элементов управления, загрузочных и разгрузочных устройств, приятная окраска способствуют повышению производительности труда и созданию безопасных условий работы.
При создании современных машин и механизмов стремятся к стандартизации и унификации узлов, деталей и комплектующих изделий, что позволяет сократить номенклатуру запасных частей и облегчить выполнение ремонтных работ.
Рабочие органы и инструменты машин и механизмов должны обладать высокой износоустойчивостью. Быстровращающиеся узлы и детали машин должны быть уравновешены, чтобы исключить износ подшипников, валов и корпусных деталей.
Материалы, применяемые при изготовлении машин и механизмов.
Детали, входящие в состав машин, испытывают различные нагрузки, что учитывается при выборе материалов. На детали корпусов (станины, стойки и др.) приходится до 75% массы всех деталей машины, и хотя они испытывают незначительные нагрузки, детали должны отвечать требованиям прочности и жесткости. Детали корпусов выполняют литыми из серого чугуна или алюминия и сварными из углеродистой стали марок СтЗ и Ст5. Использование сварных конструкций крышек и кожухов дает большую экономию металлов. Для уменьшения массы переносных машин и механизмов детали их корпусов изготовляют из сплавов алюминия методом литья или литья под давлением. В отдельных случаях детали корпусов могут быть изготовлены из армированных пластмасс или стеклопластиков.
Валы, шестерни, тяги, оси, пальцы испытывают наибольшие нагрузки. Материалами для их изготовления служат углеродистые и нержавеющие стали. Чаще всего применяют стали марок 45, 50, 40Х, 65Г, 15, 20Х и др.
Шестерни, шкивы, зубчатые колеса, маховики изготовляют из чугуна, стали, сплавов алюминия, а также из пластмасс, текстолита, пластиков, капрона и др.
Ножи и решетки мясорубок изготовляют из инструментальной стали, а также высокохромистого чугуна марки Х28. Материалы, которые используют для производства инструментов и рабочих камер, не должны подвергаться коррозии в результате соприкосновения с продуктами, кроме того, они должны легко очищаться от остатков продукта и не разрушаться под влиянием моющих средств.
Выбор марки и способа термообработки материала определяется расчетом его на прочность или жесткость с учетом технологических, эксплуатационных и экономических требований.
Маркировка машин и механизмов.
В настоящее время маркировку машин и механизмов производят по отраслевой инструкции, которая устанавливает единый порядок обозначений, обязательный для всех организаций и предприятий торговли и общественного питания.
В основу обозначений положена смешанная буквенно-цифровая система.
Левая часть обозначения -- буквенная -- состоит из трех-четырех букв. Первая буква соответствует наименованию изделия (П --привод, М --машина и др.), вторая --назначению изделия (У -- универсальный, О -- очистительный, К -- комбинированный, В -- взбивальный, Т -- тестомесильный, М --моечный, И -- измельчительный), третья буква соответствует наименованию вида энергии или основному технологическому процессу (Э -- электрический, О -- овощной, М -- мясной, В -- вибрационный) и т. д.
Правая часть обозначения -- цифровая--: служит показателем основного параметра изделия (производительность, вместимость рабочей камеры и др.) и отделяется от левой части при помощи дефиса. Основные параметры изделий указывают по верхнему (максимальному) пределу. Если машина выпускается в модернизированном варианте, после основного ее параметра проставляется шифр, обозначающий модернизацию (М, Ml, М2 и т. д.).
Примеры маркировки машин: МОК-250 --машина для очистки картофеля и корнеклубнеплодов производительностью 250 кг/ч; ММУ-1000-- машина моечная универсальная производительностью 1000 тарелок/ч; МИМ-500 -- машина для измельчения мяса производительностью 500 кг/ч.
Общие сведения.
На предприятиях существует несколько способов очистки овощей от кожуры: щелочной, паровой, комбинированный, термический и механический. При щелочном способе картофель и другие овощи предварительно нагревают в воде, а затем обрабатывают щелочным раствором, нагретым до 100 0С, который размягчает поверхностный слой клубней. Затем в барабанной моечной машине клубни очищаются от наружного слоя и отмываются от щелочи. При паровом способе картофель обрабатывают паром под давлением 0,6 0,7 МПа в течение 1-2 мин, затем поступает в роликовую моечно-очистительную машину, где размягченный слой с клубней снимается. При комбинированном способе картофель вначале обрабатывается 10% раствором каустической соды при температуре 75-80 0С в течение 5-6 минут, затем паром в течение 1-2 минут. После этого картофель поступает в моечные машины обычно барабанного типа.
При термическом способе овощи обжигают в цилиндрической печи с вращающимся цилиндрическим ротором и достигают глубину провара не более 1,5 мм. Затем овощи очищаются в моечно-очистительной машине. Продолжительность термической обработки для лука 3-4 сек, для моркови 5-7 сек, для картофеля 10-12 сек. Еще один способ очистки - механический.
Оборудование для измельчения и нарезки овощей.
Овощерезательные машины бывают: дисковые, роторные, пуансонные и комбинированные.
Машина настольного типа МРО-200 [4, с. 48] используется для нарезки сырых овощей кружочками, ломтиками, соломкой, брусочками. Привод машины состоит из электродвигателя и клиноременной передачи. Рабочая камера выполнена в виде цилиндра с окнами для загрузки овощей. В комплект машины входит дисковый нож, два терочных диска и два комбинированных ножа. Дисковый нож используется для нарезки овощей ломтиками и шинкования капусты, комбинированные - овощей брусочками сечением 3 х 3 и 10 х 10 мм.
Классификация.
Машины для измельчения сырья условно можно разделить на две группы: машины, обеспечивающие грубое измельчение сырья и машины, обеспечивающие тонкое измельчение. Современные машины для грубого измельчения бывают: валковые, ножевые, молотковые, дробилки - гребнеотделители для винограда, дробилки - семяотделители для томатов. Машины для резки сырья существуют с неподвижными ножами, с вращающимися дисковыми ножами; комбинированные машины для резки овощей брусочками. Для тонкого измельчения сырья и отделения семян применяются протирочные машины, а также гомогенизаторы, коллоидные мельницы, дезинтеграторы, микронор, куттер и др.
Овощерезка
Имеет два горизонтальных вала, вращающихся в противоположных направлениях [8, издание 1961 г., рис. V-8]. Вал 1 вращает барабан, во внутреннюю полость которого поступает сырье. Вал 2 приводит во вращение дисковые ножи, число оборотов которых в пять раз больше числа оборотов барабана. Сырье, поступившее в барабан, под действием центробежной силы отбрасывается лопастью к неподвижному цилиндрическому корпусу и подводится под воздействие дисковых ножей и неподвижного плоского ножа. Форма лопасти обеспечивает заклинивание продукта во время резки. Поэтому сырье разрезается в двух плоскостях на брусочки и по желобу выводится из машины. В той же корнерезке после модернизации основным усовершенствованием является применение устройства, которое сообщает плоскому ножу колебательное движение в плоскости, перпендикулярной режущей кромке, улучшающее качество резки.
Производительность машины может быть определена по формуле:
где n - число оборотов барабана в минуту; D - диаметр кожуха, в котором находится барабан, в м; h - высота среза продукта горизонтальным ножом; ? - ширина лопасти барабана, м; р - объемная масса продукта, кг/м3; ? - коэффициент использования режущего инструмента (? = 0,3 ?= 0,4).
Машина для резки баклажанов и кабачков кружками отрезает концы плодов вместе с плодоножкой и соцветием и разрезает их на кружки набором дисковых ножей; толщина кружков определяется дистанционными шайбами [8, с. 150-152], [11, с. 116-117].
Протирочные машины
Протирание - это не только процесс измельчения, но и разделения, т.е. отделения массы плодоовощного сырья от косточек, семян и кожуры на ситах с диаметром ячеек 0,8-5,0 мм. Финиширование - это дополнительное измельчение протертой массы пропусканием через сито диаметром отверстий 0,4-0,6 мм.
Основные конструкции протирочных машин различаются по взаимодействию сита и бичевых устройств. В основу положены следующие признаки: сетчатый барабан неподвижен, движутся бичи, «инверсивные» протирочные машины, в которых движется сито, а бичи неподвижные, и безбичевые. В них сито совершает сложное вращательное движение вокруг собственной оси и планетарно. По количеству ступеней: одноступенчатые, двухступенчатые, трехступенчатые, две сдвоенные машины. По конструкции сита: коническое и цилиндрическое; секционные и по диаметрам отверстий. По конструкции бичевых устройств: плоские; проволочные и др. По загрузочным устройствам: шнековые, в сочетании с лопастным устройством, загрузки по трубе.
Одноступенчатая протирочная машина состоит из станины, приводного вала, укрепленного в 2-х подшипниках со шнеком, лопастью и бичевым устройством, загрузочного бункера и привода с клиноременной передачей.
Работа машины основана на силовом воздействии бичей на обрабатываемый продукт, продавливая его через сито и за счет центробежной силы. Рабочая машина также регулируется изменением угла между осью вала и бичами, изменением зазора между ситом и бичами и диаметром отверстий сит. Протертая масса выводится через поддоны, а отходы из цилиндра выводятся через лоток.
Тема № 2.4.5. Машины для обработки мяса и рыбы
Классификация
Для обработки мяса и рыбы применяются машины: мясорубки, мясорыхлители, фаршемешалки, рыбоочистительные и рыборазделочные машины, котлетоформовочные, набивочные и разливочные машины, для нарезки гастрономических товаров, костерезки.
Машины для обработки мяса.
Мясорубки
Мясорубки и волчки предназначены для грубого измельчения сырья.
На предприятиях широкое распространение получили мясорубки МИМ-82 производительностью 250 кг/ч и МИМ-105 производительностью 400 кг/ч].
Мясорубка МИМ-82 является настольной машиной, состоящей из корпуса, камеры обработки, загрузочного устройства, шнека, рабочих органов, приводного механизма. Рабочая камера машины на внутренней поверхности имеет винтовые нарезы, которые улучшают подачу мяса и исключают вращение его вместе со шнеком. На верхний части корпуса находится загрузочное устройство с предохранительным кольцом, исключающее возможность доступа рук к шнеку, и толкатель.
Мясорубка комплектуется тремя решетками с отверстиями 3, 5, 9 мм, подрезной решеткой и двумя двухсторонними ножами.
В собранном виде ножи и решетки плотно прижаты друг к другу с помощью упорного кольца и нажимной гайки.
Внутри рабочей камеры находится шнек с переменным шагом витков, который уменьшается в сторону режущего механизма. Благодаря такой конструкции однозаходного червяка-рабочего шнека - продукт уплотняется, что облегчает его резку ножами и продавливание сквозь решетки. В собранном виде ножи и решетки плотно прижаты друг к другу с помощью упорного кольца и нажимной гайки. Шнек служит для захватывания мяса и подачи его к ножам и решеткам. Установленные решетки остаются в рабочей камере неподвижными, а ножи вращаются вместе со шнеком.
Первой устанавливается подрезная решетка, которая имеет три перемычки с заостренными кромками наружу. Вторым устанавливается двухсторонний нож, режущими кромками против часовой стрелки. Третьей устанавливается крупная решетка любой стороной. Далее устанавливают второй двухсторонний нож, мелкую решетку, упорное кольцо и нажимную гайку. Диаметр решеток мясорубок 82; 105; 120; 160; 200 мм. Рабочие органы: ножи и решетки МИМ-105 аналогичны рабочим органам МИМ-82, только диаметр рабочей камеры (диаметр решетки) на 23 мм больше.
В волчке 632-М производительностью 400 кг/ч камерой обработки служит цилиндрическая полость корпуса с направляющими ребрами и бороздками, улучшающими подачу продукта. Кроме того, они препятствуют прокручиванию продукта вместе с рабочим шнеком.
Принцип действия мясорубок (волчков) одинаковый. Продукт, попадая в зону резания, т.е. между вращающимися крестовидными ножами и неподвижными решетками измельчается до степени, соответствующей диаметру отверстий последней решетки.
Волчок МП-160 производительностью 3000 кг/ч диаметром режущего механизма 160 мм отличается от 632-М наличием в камере обработки двух параллельных шнеков: приемного и рабочего.
Волчок К6-ФВЗП-200 имеет производительность 4500 кг/ч и диаметр режущего механизма 200 мм.
Фаршемешалки и машины для рыхления мяса
К машинам и механизмам мясного цеха относятся: мясорыхлитель МРМ-15 производительностью 1800 шт/ч, механизмы для рыхления мяса МРП11-1 (1500 шт/ч) и МС19-140 (1400 шт/ч); механизм для рыхления мяса для бефстроганов МБП11-1 (100 шт/ч); фаршемешалка МС8-150 и МВП11-1 (150 кг/ч); размолочный механизм МС 12-15 и механизм для измельчения хрупких продуктов МИП 11-1 (15 кг/ч); рыбоочистительная машина РО-1М и костерезка.
Фаршемешалки предназначены для перемешивания фарша и его компонентов в однородную массу и насыщения ее воздухом.
Фаршемешалка МС-150 состоит из алюминиевого цилиндрического корпуса, отлитого заодно с загрузочным бункером. Внутрь рабочей камеры вставляется вал, на котором находятся лопасти, установленные по углом 3000. При вращении рабочего вала лопасти равномерно перемешивают фарш с компонентами.
В фаршесмесителе ФММ-300 месильное корыто емкостью 300 л имеет тепловую рубашку для подогрева продукта при его перемешивании. Внутри корыта расположены рабочие органы в виде двух Z-образных винтовых лопастей, которые вращаются с различными скоростями (67 и 57 об/мин) навстречу друг другу.
В фаршесмесителе с отъемной дежой в процессе работы дежа непрерывно вращается вокруг оси нижнего червячного колеса, а кулачковая мешалка также вращается и обеспечивает равномерное перемешивание продукта.
Двухлопастные фаршесмесители с опрокидывающейся дежой емкостью 340 и 650 л состоят из двух месильных лопастей, вращающихся навстречу одна другой с различными скоростями (47,6 и 37,4 об/мин) и двух приводов, первый из которых приводит в движение месильные лопасти, а второй - опрокидывает дежу.
Мясорыхлительная машина МРМ-15 предназначена для рыхления поверхности ромштексов, шницелей и т.д. перед их обжаркой . Рабочими органами мясорыхлителя служат дисковые ножи-фрезы с дистанционными шайбами между ними, расположенные на валах и вращающиеся при работе один навстречу другому.
В каретке установлены также две гребенки между фрезами, которые предохраняют от наматывания мяса на фрезы. Кусок мяса, проходя между фрезами, надрезается с двух сторон зубьями, при этом происходит разрушение волокон и увеличение поверхности.
Машины для обработки рыбы.
Рыбоочистительные и рыборазделочные машины
Машина РО-1М предназначена для очистки рыбы от чешуи. Рабочий инструмент рыбоочистительной машины, скребок, изготовлен из ножевой нержавеющей стали в виде фрезы с продольными бороздками, заостренными с одной стороны.
Для защиты от случайного прикосновения рук и разбрасывания чешуи вращающийся скребок имеет защитный кожух. Скребок приводится в движение посредством гибкого вала, состоящего из резинового шланга, внутри которого находится стальной трос.
Существует оборудование для сортирования рыбы, для ориентации и загрузки рыб и рыборазделочные машины.
Если для сортирования рыбы используют сита, то это процесс механический. Сито является рабочим органом машины и представляет собой плоскость, выполненную из проволок, нитей, пластин, а также подвижных и неподвижных стержней.
Технические способы частичной ориентации рыбы различны. Наибольшее распространение получили наклонная, и особенно широко распространенная колеблющаяся плоскость.
Частичное ориентирование рыбы, когда все они после ориентации располагаются головой вперед, достаточно для загрузки в нанизочные машины, например, в линии «Шпроты в масле». Для загрузки и работы рыборазделочных машин нужна полная ориентация рыб. Например, все рыбы, расположенные головой вперед, должны лежать на спине или, наоборот, спиной вверх и, наконец, упираться рылом в какую-то планку.
При разработке конструкций рыборазделочных машин необходимо в будущем:
1) Сократить номенклатуру названий за счет универсальности.
2) Повысить производительность за счет механизации загрузки рыбы в кассеты рыборазделочных машин.
Для этого необходима универсальная машина для разделки средних рыб.
Универсальная машина типа Н2-ИРА-115 транспортерно-линейного типа производительностью до 120 рыб в минуту, длинной рыб 200-350 мм, предназначенная для разделки рыбы типа скумбрии, ставриды, тресковых, путассу, сардинеллы, аргентины, зубана и др. и устанавливается на судах промыслового флота и береговых рыбообрабатывающих предприятиях.
Основные узлы: операционный транспортер, транспортер сопровождения голов, механизмы отрезания головы и подрезания прямой кишки, гидроголовка для удаления внутренностей, механизм дочистки внутренностей, механизм отрезания хвостового плавника, станина, привод, копиры и направляющие для управления работой лотков операционного транспортера, лотки сбора и отвода отходов из машины.
Машина для разделки мелких рыб производительностью 500-1000 рыб в минуту.
3) Надежность, простота, удобство в обслуживании, качество изготовления, качество обслуживания и т.д. Применение робототехники.
4) Для мелких рыб размером 140-260 мм, разработана двухручьевая Н2-ИРА-110, производительностью 240 рыб в минуту с механизированной загрузкой.
Машина Н2-ИРС производительностью 300 рыб в минуту. В морском исполнении расход воды в три раза больше.
Машина Н2-ИРА-107 производительностью 120 рыб в минуту в береговом исполнении с малым расходом воды.
Малогабаритная машина Н2-ИРА-125 для разделывания рыбы производительностью 20-80 рыб в минуту.
Малогабаритная машина для отрезания головы, хвостового плавника и внутренностей.
Машина для разделки кильки с загрузочным устройством производительностью 1000 рыб в минуту.
Машины дозировочно-формовочные.
Котлетоформовочные машины

Котлетоформовочная машина МФК-2240 производительностью 2240 шт/час предназначена для формовки котлет и биточков. Она состоит из корпуса, формующего стола с поршнями, бункеров для фарша и сухарей, привода, сбрасывателя и механизма регулирования. Рабочей камерой машины служит вращающийся формующий стол, который имеет ячейки, в которых устанавливаются поршни.
При вращении стола головки толкателей скользят по кольцевому копиру и заставляют поршни совершать вертикальное возвратно-поступательное движение.
Над столом расположен бункер для фарша, внутри которого установлен лопастной винт, направляющий котлетную массу через отверстия в бункере к ячейкам формирующего стола.
При включении машины ячейка формирующего стола проходит под бункер сухарей, при этом поршень опускается на 1,5 мм, и сухари заполняют свободный объем. При дальнейшем движении стола ячейки подходят под бункер для фарша, поршень опускается на глубину равную толщине котлет, и фарш заполняет ячейку.
При дальнейшем повороте формирующего стола, поршень поднимается и выталкивает котлету на поверхность стола, а сбрасыватель сталкивает ее на разгрузочный лоток.
Машина для формования котлет МФК-2000 [5, с. 168-172] предназначена для дозирования котлетной массы или для тефтелей настольного изготовления.
Рабочим инструментом машины является дисковый стол с ячейками, три ячейки диаметром 70 мм для формовки котлет и три пары (шесть) ячеек с диаметром 36 мм для тефтелей. Внутрь ячеек вставлены поршни, штоки которых опираются на копиры.
Тема 2.6,2.7,2.8.. Машины и механизмы для обработки муки
Классификация
На предприятиях общественного питания для приготовления кондитерских и хлебобулочных изделий применяются: просеиватели муки, тестомесильные, тестораскаточные, взбивальные, размолочные машины, кофемолки, дозатор крема.
Машины для просеивания муки и сахара

Машина для просеивания муки МПМ-800. Состоит из платформы, на которой установлен привод с электродвигателем взрывобезопасного исполнения и двумя клиноременными передачами, которые приводят в действие шнек с ситом и крыльчатку в бункере. На платформе установлены также загрузочный бункер, труба со шнеком и просеивающая головка. Загрузочный бункер имеет предохранительную решетку, предохраняющую от попадания посторонних предметов в муку, крыльчатку, которая подает муку к вертикальной трубе и подъемный механизм для подачи мешков с мукой. Машина комплектуется двумя ситами с ячейками размером 1,4 и 1,6 мм для муки высшего сорта и муки 1-го и 2-го сорта. У разгрузочного лотка просеивающей головки имеется магнитная ловушка для удаления из муки магнитных примесей.
Мука из загрузочного бункера подается крыльчаткой на шнек вертикальной трубы, по которой поступает вдоль просеивающей головки. Под действием центробежной силы мука, разрыхляясь, проходит через сито в пространство между корпусом и ситом, опускаясь на дно, и при помощи лопаток поступает в разгрузочный лоток. Непросеянная мука остается на дне сита и удаляется после остановки машины.
Тестомесильные и тестораскаточные машины.

Машина МТИ-100 предназначена для интенсивного замеса дрожжевого и пресного теста для слоеного полуфабриката. Машина состоит из станины, приводной головки, механизма подъема, бачков с крышкой, тележки, месильного органа. Приводная головка, служащая для передачи вращения от электродвигателя месильному органу, снабжена направляющими для ее перемещения. На корпусе приводной головки снизу неподвижно закреплено солнечное колесо, а на валу - водило с сателлитом, сидящем на рабочем валу, выступающие наружу нижние концы валов предназначены для крепления месильных органов. Месильными органами в машине служат лопасти - крюкообразная, четырехобразная и шнекообразная. Для вертикального подъема бачка имеются направляющие и плавающая гайка. Механизмом подъема служат винт, по которому перемещаются гайки приводной головки и кронштейна для бачка.
Приводную головку располагают в верхнем положении, а кронштейн в нижнем. Затем устанавливают месильный орган. Бачок с продуктами помещают на тележку и закатывают в машину. Приводная головка с месильным органом опускается до полного погружения в бачок.
После окончания замеса привод месильного органа выключают и включают механизм подъема головки и опускания кронштейна с бачком. При необходимости разгрузки бачка непосредственно на машине тележку откатывают, опускают бачок и снимают месильный орган. Бачок поворачивают на цапфах и выгружают тесто в подставленную емкость.
Машина ТММ-1М предназначена для замеса теста различной консистенции. Состоит из фундаментальной плиты, электродвигателя, передаточных механизмов, месильного рычага с лопастью и дежи с передвижной тележкой. Плечи месильного рычага при движении описывают конусы.
Дежа емкостью 140 л укреплена на трехколесной тележке. Над дежой установлены щиты для предотвращения выбрасывания теста. Рабочим органом служит месильный рычаг, который изогнут и на конце имеется лопасть.
Вращение от электродвигателя через два редуктора и цепную передачу получают одновременно тестомесильный рычаг и дежа. Благодаря одновременному вращению дежи (частота 4 об/мин) и месильного рычага (частота 27 об/мин) в противоположные стороны, загруженная продукция интенсивно перемешивается и образует однородную массу, насыщенную воздухом.
Тестораскаточная машина МРТ-60М предназначена для раскатывания крутого пшеничного теста пластами или лентами толщиной от 1 до 50 мм, из которых изготавливают различные кондитерские изделия, а также лапшу домашнюю, пельмени и др.


Рабочими инструментами являются два раскатывающих валика, вращающиеся навстречу друг другу. Валики захватывают тесто, прокатывают и в виде ленты опускают на конвейер.
Конвейер выносит тесто вперед и укладывает на выдвижной поддон. Во время раскатки тесто посыпается мукой из мукосея, чтобы оно не прилипало к валикам. Мукосей за счет храпового механизма совершает сотрясательное движение.
Взбивальная машина типа МВ-35М
Машина предназначена для взбивания различных кондитерских смесей.
Кроме нее на предприятиях общественного питания
используются взбивальные машины 

Машина МВ-35М состоит из корпуса, механизма подъемного бака и приводного механизма. На передвижном кронштейне крепится съемный бак, который может перемещать его в вертикальном направлении при помощи рукоятки механизма подъема. Внутри корпуса смонтирован привод машины, который состоит из двигателя, клиноременного вариатора, зубчатых передач и планетарного редуктора.
Сменные механизмы взбивателей крепятся к рабочему валу с помощью штифта и фигурного выреза. Бак устанавливают и закрепляют на кронштейне взбивального механизма и с помощью соединительной муфты устанавливают нужный взбиватель на рабочем валу. Сменный взбиватель соединяется с выходным валом планетарного.
Затем в бак загружают продукты в количестве не более ? его объема и устанавливают его на таком уровне, чтобы зазор между взбивателем и дном бака был не менее 5 мм.
Регулировку скорости разрешается производить только на ходу машины, при включенном двигателе.
По окончании работы выключают машину, опускают кронштейн с баком вниз и снимают его с машины. Затем снимают взбиватель, проводят санитарную обработку всех деталей машины.
Рабочие инструменты взбивальных машин
Рабочими инструментами служат легкосъемные взбиватели.
Прутковые венчики различных форм применяют для взбивания жидких смесей; плоскорешетчатые и фигурные взбиватели - для взбивания густых смесей.
Для взбивания крутого теста применяют крюкообразные и рамные взбиватели. Для взбивания густых кремов, песочного теста применяют лопастной взбиватель.
Машины для подготовки кондитерского сырья
Машины для измельчения
Механизм для дробления орехов и растирания мака МДП II-I состоит из корпуса прямоугольного с крышкой и загрузочным бункером, питательного валика и двух размолочных валков. Ведомый валок сменный. Размолочный механизм комплектуется четырьмя сменными валками, один из которых имеет гладкую, а три других рифленую поверхность. Рифленость валков различная, что определяет степень измельчения, которая также зависит от величины зазора между валками.
Валки вращаются с различной частотой (170 и 220 об/мин) в противоположные стороны, размалывая сырье.
Кофемолка «Свария» состоит из корпуса, дозатора и загрузочной воронкой. В корпусе установлен электродвигатель и размолочные диски.
Подвижный размолочный диск с рифленой поверхностью и промежуточный опорный диск закреплены на валу электродвигателя. Опорный диск служит для поддерживания размолочного диска и удаления молотого кофе с днища корпуса. В верхней части корпуса смонтирован верхний неподвижный размолочный диск с ребрами.
Зерна кофе, попадая в зазор между вращающейся и неподвижной рифленой поверхностями, подвергаются помолу и направляются в дозатор или тару.
Дозатор кофемолки - объемного типа.
Масса дозы может быть установлена в пределах от 3 до 4,5 г.
В кофемолке МИК-60 внутри чугунного корпуса расположены два жернова: вращающиеся со скоростью 1420 об/мин, и неподвижный.
Машины дозировочно-формовочные.
Дозатор крема ДК.
Дозатор служит для наполнения кремом трубочек из заварного теста типа эклер. В корпусе дозирующего устройства размещены поршень и кран для поочередного соединения поршневого пространства с бачком для крема и шнуром для подачи дозы крема для подачи в заготовки пирожных.
Тема 2.9 Машины для нарезки хлеба и гастрономических продуктов.
На предприятиях общественного питания для нарезки хлеба и гастрономических продуктов применяются соответственно машины МРХ-200 и МРГ-300А.

Машина для нарезки хлеба МРХ-200 предназначена для измельчения хлеба и хлебобулочных изделий. Литая чугунная станина машины устанавливается на столе. Камерой обработки является полый кожух , внутри которого находится рабочий орган - дисковый нож . В верхней части кожуха укреплено точильное приспособление, а в нижней - два окна: загрузочное и разгрузочное, к каждому из которых примыкает соответствующий лоток. На зафузочном лотке расположена каретка для закрепления хлеба и подачи его в зону нарезки. Хлеб закрепляется на каретке с помощью игольчатых захватов , сама каретка зацепляется с ходовым валом винтом с помощью рукоятки с роликом .
Над обоими лотками находятся предохранительные устройства для предотвращения попадания рук обслуживающего персонала в зону измельчения. Над загруочным лотком расположена предохранительная решетка , а над разгруузочным - откидной щиток . На боковой поверхности кожуха с одной стороны располагается механизм для регулирования толщины нарезаемых ломтиков хлеба, а на другой рукоятка , для вращения ножа (при заточке или при удалении отходов).
Для включения машины на станине укреплен кнопочный выключатель с кнопками «Пуск» и «Стоп» /.
Приводной механизм состоит из электродвигателя , клино-ременной и цепной передач, главного вала , , на котором расположен противовес с кронштейном и еще одной цепной передачей С помощью эксцентрика с надетым на него шатуном приводной вал соединяется с ходовым винтом через обгонную муфту свободного хода .
На валу электродвигателя расположен электромагнитный тормоз с рукояткой растормаживания. Муфта свободного хода пре вращает возвратно-поступательное движение шатуна в прерывисто-вращательное движение ходового винта. Блокировка предохранительной решетки и откидного щитка автоматически отключает двигатель при их открывании.
Принцип действия. При включении машины в работу движение от двигателя передается в двух направлениях: на дисковый нож и на каретку с хлебом. Через клиноременную и цепную передачи вращение передается на главный вал. Затем с помощью противовеса и кронштейна нож перемещается по окружности, а с помощью цепной передачи нож вращается вокруг своей оси. Таким образом, дисковый нож получает планетарное движение.
С главного вала через эксцентрик, шатун и муфту свободного хода ходовой винт получает прерывисто-вращательное движение и перемещает каретку с хлебом в сторону ножа прерывисто-поступательно. Машина сбалансирована так, что когда нож находится в верхнем положении кожуха, хлеб движется, а когда нож опускается, каретка останавливается и нож отрезает ломтик хлеба определенной толщины. Нож опять начинает подниматься вверх, а каретка выталкивает отрезанный ломтик на приемный лоток 22, и цикл нарезки повторяется. Производительность машины - 200 резов (ломтиков) в минуту.
Хлеборезка АХМ-300А «Янычар» фирмы «АТЕСИ» изготовлена из нержавеющей стали. Она режет хлеб идеально ровными ломтиками, не ломая его и не кроша благодаря серповидной форме ножа. Преимуществом этой хлеборезки является то, что она режет хлеб идеально ровными ломтиками. Машина может нарезать до 300 батонов в час толщиной от 5 до 20 мм. Исключается производственный травматизм за счет блокировки, отключающей машину при открытии крышки загрузочного лотка, окончании процесса j нарезки, открытии крышки разгрузочного лотка, снятии кожуха.
Машина состоит из следующих частей: корпуса, электропривода, подающего механизма, загрузочного и разгрузочного устройств.
Кожух / выполнен из листовой стали и совместно с рамой со- : ставляет корпус машины. Справа на кожухе имеется дверца //, обеспечивающая доступ к регулятору, который настраивается на определенную толщину отрезаемых ломтей.
Нож имеет ограждение , которое легко и удобно снимается с машины для проверки и замены ножа и очистки машины от крошек.
Слева на кожухе установлен ящик для сбора крошек. Привод машины состоит из электродвигателя и двухступенчатой клиноременной передачи . Вал приводит во вращательное движение нож и одновременно передает движение подающему устройству. |
Правила эксплуатации хлеборезок. Перед началом работы машину осматривают и проверяют ее готовность к работе, в том числе надежность крепления всех ее частей и ограждений. Затем проверяют работу машины вручную, т. е. не включая электродвигателя. Для этого растормаживают вал двигателя, повернув против часовой стрелки рукоятку тормоза до упора. Далее проверяют работу машины на холостом ходу при включенном электродвигателе, а также работу блокировки, для чего слегка приподнимают предохранительную решетку. Двигатель должен остановиться. Запрещается работать с неисправной блокировкой - это может привести к травматизму.
Далее устанавливают требуемую толщину нарезаемых ломтей хлеба. Для этого ослабляют гайку 13 и поворачивают диск с делениями 14так, чтобы цифра, показывающая толщину ломтя, совпала с цифрой на стопорном диске 12, после чего диск закрепляют гайкой.
Отведя каретку в правое положение, закрепляют на ней игольчатыми захватками хлеб (черный вначале разрезают вдоль пополам) и опускают защитную решетку. Разгрузочный лоток отводят в крайнее положение и нажимают кнопку «Пуск». В результате каретка с хлебом получает прерывисто-поступательное движение, а нож - планетарное. Как только от батона хлеба будет отрезан последний ломоть, каретка нажимает своим ограничителем на выключатель и машина останавливается. После этого поднимают за минную решетку, отводят каретку вправо и, сняв с захвата горбушку, закрепляют следующий батон.
Для удаления нарезанного хлеба разгрузочный лоток с ограждающим устройством отводят влево. Затем, сняв хлеб, продвигают роток к корпусу до упора.
Дисковый нож затачивают ежедневно, так как при нарезке хлеба тупым ножом существенно ухудшается качество нарезаемых ломтей, увеличивается нагрузка на электродвигатель и, следовательно, больше потребляется электроэнергии. Для заточки дисковый нож поднимают в верхнее положение, закрепляют противовес стопорным винтом и выдвигают рукоятку ручного управления. Точильный механизм разворачивают на 180°, а точильные абразивные диски подводят вплотную к ножу с обеих сторон. Левой рукой вращают рукоятку ножа, а правой с помощью рычага слегка прижимают точильные диски к ножу. После заточки точильный механизм, стопорный винт и рукоятку устанавливают в первоначальное положение.
Нож в течение дня периодически зачищают от налипшего хлеба. Для этого его вместе с рукояткой устанавливают в то же положение, что и при заточке. Затем нажимают на кнопки, находящиеся в верхней части кожуха. Нож начинает вращаться. Скребки, прижимаясь с двух сторон к вращающемуся ножу, соскабливают с него налипший хлеб.
Во время работы нужно строго соблюдать правила безопасности. Нельзя работать на машине при неисправной блокировке, подталкивать хлеб к дисковому ножу рукой, ускорять разгрузку машины. Запрещается работать на машине при снятом точильном приспособлении. Застрявшие куски хлеба можно удалять только после выключения машины и полной остановки ножа (у хлеборезок, не имеющих тормозного устройства, нож после отключения движется некоторое время по инерции).
По окончании работы машину отключают от электросети, очищают от хлебных крошек и протирают сухой тканью.
Машина для нарезки гастрономических продуктов МРГ-300А предназначена для нарезки гастрономических продуктов (колбасы, ветчины, окорока, корейки, колбасного сыра, рыбной гастрономии и т. д.) ломтиками различной толщины. Основанием машины является корпус /, на котором крепятся электродвигатель , механизм передачи движения и регулятор толщины реза. Снизу корпус имеет четыре резиновые опоры для уменьшения шума и вибрации. Над корпусом расположены опорный столик Машина комплектуется двумя сменными загрузочными лотками, один из которых предназначен для нарезки колбас под углом от 30 до 90° к оси продукта (лоток косого реза), другой - для на резки гастрономических продуктов под прямым углом.

Лоток состоит из основания, подвижной опоры и фиксаторов подвижной опоры . Положение подвижной опоры соответствует сечению продукта. Лоток косого среза дополнительно имеет фиксатор для установки угла среза продукта. На рычаге лоток удерживается двумя зажимами Включение машины осуществляется пакетно-кулачковым выключателем .
Для преобразования движения вала редуктора из вращательного в качательное между редуктором и рычагом установлен шарнирно - четырехзвенный механизм.
Регулятор толщины среза предназначен для изменения толщины ломтиков продукта и состоит из лимба с делениями, ручки , туч направляющих и опорного столика.
Деления лимба соответствуют зазору между плоскостями ножа и опорного столика. При нулевом положении лимба плоскость резания и плоскость опорного столика находятся на одном уровне. При вращении рукоятки регулятора толщины реза расстояние между плоскостью резания и плоскостью опорного столика изменяется, а следовательно , изменяется и толщина нарезаемого продукта.
Машина комплектуется точильным приспособлением, которое крепиться на ее корпусе стопорным винтом.
Принцип действия. При включении машины в работу движение электродвигателя передается в двух направлениях: на дисковый нож и каретку. Нож совершает вращательное движение от первого червячного редуктора, а от второго червячного редуктора через шарнирно-четырехзвенный механизм движение передается на лоток с продуктом который совершает качательное движение. Продукт по поверхности опорного стола лотком перемещается в сторону ножа. Нож срезает ломтик определенной толщины, который выпадает вниз м i приемный стол через зазор между столом и ножом. Оставшийся продукт в лотке, опираясь на плоскость ножа, перемещается и правое конечное положение. При обратном движении лотка продукт соскальзывает с поверхности ножа на опорный столик и возвращается в крайнее левое положение. После чего лоток вновь движется в сторону ножа и цикл нарезки повторяется
Правила эксплуатации. Перед началом работы машину осматривают и проверяют на качество заточки. режущей кромки дискового ножа. Для этого натянутую полоску бумаги подносят к лезвию неподвижного ножа., бумага должна легко разрезаться..Если нож наточен плохо его нужно наточить Затем на лимбе устанавливают необходимую толщину нарезки продукта При этом рекомендуется следующие размеры толщины ломтей: сыры сычужные 1,5-3 мм.;плавленые 5-8; рассольные 5-10; колбасы3-5 мм.;фаршированные 3-5; полукопченые-2-3;копченые1-2 мм; рулеты -3-4 мм.;окорок, буженина, карбонат, ветчина 2-3 мм.;мясо отварное 3-5 мм. Далее на каретке закрепляют продукт.
На рычаг шарнирно-четырехзвенного механизма устанавливают один из лотков (в зависимости от характера нарезаемого продукта), кладут на него продукт и фиксируют его положение двумя подвижными опорами, причем продукт должен свободно опирать ся на поверхность опорного стола.
По окончании нарезки продукта машину останавливают и закладывают в каретку новую порцию продукта. Затем процесс нарезки продукта повторяют.
После нарезки двигатель выключают, лимб ставят в положение «О» и производят санитарную обработку машины. Такое положение предотвращает несчастный случай при случайном включении машины во время санитарной обработки, так как не будет соприкосновения с лезвием ножа.
При санитарной обработке машины щиток и нож тщательно промывают горячей водой с добавлением моющего средства, ополаскивают и насухо вытирают мягкой тканью. Санобработку ножа производят только прилагаемым очистителем.
Запрещается направлять или проталкивать застрявший продукт и очищать машину при включенном электродвигателе. При санитарной обработке нож можно снимать только специальным съемником, а очищать - лопаткой-вилкой.
В процессе эксплуатации следят за состоянием режущей кромки ножа и по мере надобности затачивают его. При этом ограждение кожуха должно быть снято. Заточное приспособление устанавливают в рабочее положение: разворачивают его на 180° и опускают так, чтобы режущая кромка ножа оказалась между абразивами, затем закрепляют зажимом. Далее включают электродвигатель и осторожно нажимают на рычаг управления заточного камня, который при этом прижимается к вращающемуся ножу. Заточку про должают до образования на режущей части лезвия ножа небольшой кромки (0,05-0,08 мм), которую затем удаляют правильным кам нем (кнопку заточного камня при этом опускают). После этого лопатой-вилкой, обернутой мягкой тканью, удаляют с поверхности ножа абразивную пыль, возвращают заточное приспособление в исходное положение, а нож закрываю! защитным кожухом.
Возможные неисправности рассмотренных машин и способы их устранения приведены в табл. 9.1, а технические характеристи ки этих машин - в табл. 9.2.
Iистца 9.1. Неисправности машин для нарезки хлеба и гастрономических Продуктов и способы их устранения
Неисправности
Причины
Способы устранения
Машина не нарезает продукт
Продукт в лотке в результате неправильной фиксации и не подается к ножу
Выключить машину. Ослабить зажим и отодвинуть подвижные опоры, чтобы продукт свободно опускался
Минина не полно-i п.к* прорезает про-||| иди делает не-|»|)ипый срез
Затупился нож
Заточить нож
Мри нарезке продукт Ч" 'мерно крошится
Затупился нож
Заточить нож
При нарезке у кол-иыпадаетжир
Занижена толщина нарезки, установленная на лимбе
Увеличить толщину нарезки на лимбе
При повороте вы-i in им геля двигатель и. рпботает
Отсутствует контакт в штепсельном разъеме
Восстановить контакт в штепсельном разъеме
|1н время работы
ючился элект-1" .щи i а гель
Перегрузка двигателя: завышена тол шина нарезки продукта (как правило, сыра)
Установить выключатель в положение «0», лимбом уменьшить толщину нарезки продукта, рычажок автоматического выключателя установить в верхнее положение
Тема 2.10.Подъемно- транспортное оборудование
Погрузочно-разгрузочные работы на предприятиях общественного питания представляют собой наибольшую сложность, так как они сопряжены с перемещением грузов большой массы, с возможным травматизмом, а нередко и с несчастными случаями. Механизация погрузочно-разгрузочных работ позволяет резко сокращать затраты труда и времени, необходимые для внутрицехового и межэтажного перемещения продуктов и других грузов к местам обработки, хранения, реализации, а также разгрузки и погрузки транспорта и складирования грузов внутри предприятий, уменьшает травматизм обслуживающего персонала.
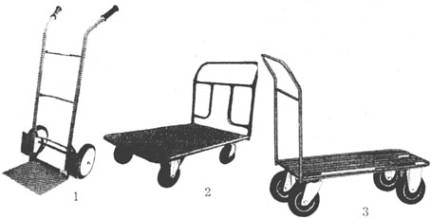
Подъемно-транспортное оборудование классифицируется по нескольким признакам: виду используемой энергии, функциональному назначению, степени подвижности, принципу действия.
По виду используемой энергии различают подъемно-транспортное оборудование с электроприводом, с двигателем внутреннего сгорания, ручного действия и гравитационного действия.
По функциональному назначению различают грузоподъемное, транспортирующее, погрузочно-разгрузочное оборудование.
По степени подвижности бывает оборудование стационарной установки, передвижное и переносное оборудование.
По принципу действия различают оборудование непрерывного и периодического действия.
На крупных предприятиях общественного питания желательно внедрение комплексной механизации погрузочно-разгрузочных работ, что позволяет:
-
облегчить тяжелые и трудоемкие работы;
-
повысить производительность труда;
-
ускорить торгово-технологический процесс;
-
сократить товарные потери и численность работников.
При выборе и определении потребности в подъемно-транспортном оборудовании следует руководствоваться следующими основными принципами:
-
максимально полное соответствие типа машин и механизмов технологии обработки грузов;
достижение высокой экономической эффективности использования оборудования при минимальных материальных затратахдостижение высокой производительности труда и егооблегчение.
В зависимости от вида привода подъемно-транспортное обору-дование может быть использовано для работы на открытых складе-i их площадках и в закрытых помещениях, а это в свою очередь оказывает влияние на подход при его выборе.
К подъемно-транспортному оборудованию относятся лифты, подъемники, транспортеры, тележки, ручные и электрические лебедки и тали, наклонные и винтовые спуски, рольганги
Лифты и подъемники
В данную группу оборудования входят лифты и подъемники, Фузоподъемные краны, тельферы и другие машины циклического
К'ЙСТВИЯ.
Лифт - подъемно-транспортное средство, работающее в повторно-кратковременном режиме и предназначенное для подъема и спуска i рузов с одного уровня на другой. Грузовые лифты подразделяются:
-
на выжимные (грузоподъемностью от 500 до 3200 кг);
-
общего назначения (от 400 до 6300 кг);
-
тротуарные (500 и 630 кг);
-
малые магазинные (100, 250 кг и т.д.).
На предприятиях общественного питания применяют лифты с дистанционным и местным управлением грузоподъемностью от 100 до 6300 кг, со скоростью движения кабины 0,08-0,5 м/с и с высотой подъема кабины (платформы) 5,2-45 м.
Лифт грузовой малый ЛГ-241. Шахта лифта ограждена со всех сторон листовой сталью. В верхней части шахты расположено машинное отделение, закрываемое дверцами. Со стороны этажных площадок на шахте имеются две створчатые распашные дверцы, открываемые вручную и снабженные ручными и автоматическими замками. Автоматические замки не позволяют открывать двери при отсутствии кабины на данном этаже. Рядом с дверцами расположен пульт управления.
Кабина лифта перемещается по направляющим с помощью лебедки, установленной на полу машинного отделения. Канат одним концом прикреплен к раме кабины, а другим - к противовесу, который перемещается по направляющим. Противовес служит для уменьшения нагрузки на привод и тормозные устройства и набирается из отдельных блоков. Его масса выбирается равной сумме массы кабины и половине максимальной грузоподъемности лифта. 13 приямке шахты для ограничения хода кабины устанавлива^ ются пружинные упоры. Рама кабины в верхней и нижней частях снабжена башмаками, которые обхватывают направляющие с двух сторон (составная часть ловителей). Лифт оснащен предохранительными устройствами, ригельными затворами.
Ловители служат для мгновенной остановки кабины при обрыве троса, на котором она висит. Дверные блокировочные контакты позволяют включать двигатель лебедки только при закрытых дверях шахты и кабины, а отрывать двери шахты - при совпадении пола кабины с полом этажа. Концевые выключатели предотвращают движение кабины сверх допустимых верхних и нижних пределов (+J0 см). Ригельные затворы блокируют двери шахты для предотвращения их открытия, пока уровень пола кабины не совпадет с уровнем пола этажа.
Наклонный подъемник ПН-200 предназначен для перемещения затаренных грузов с одного этажа на другой; грузоподъемность - 200 кг. Подъемник имеет грузовую платформу, которая движется на роликах по направляющим швелерам металлической фермы, прикрепленной к полу и стене помещения. Платформа перемещается с помощью каната, перекинутого через неподвижный блок в верхней части фермы. Электропривод подъемника с червячным редуктором и барабаном устанавливается на полу и прикрепляется к ферме. На обоих этажах подъемник снабжается ограждениями, двери в которых имеют блокирующие устройства. Для аварийной остановки подъемника при обрыве троса на платформе установлен эксцентриковый ловитель.
В выжимных тротуарных лифтах электролебедка устанавливается сбоку клети. На верхней обслуживаемой площадке клеть заканчивается люком, установленным на уровне пола. При подъеме грузовой платформы или кабины лифта на верхнюю площадку люк автоматически открывается. Приводное устройство лифта монтируется в нижней части шахты. На верхней площадке клеть заканчивается люком.
Пол кабины располагается на уровне земли или на высоте I м от нее, что создает удобства для приема грузов и перемещения их непосредственно в автотранспорт. Верхний люк запирается автоматически. 11.2. Транспортеры и конвейеры
Оборудование данного типа предназначено для транспортировки грузов в горизонтальном и наклонном направлениях. На
предприятиях общественного питания они используются в складс-I Кой группе помещений.
Транспортеры - машины непрерывного действия с гибким тя-говым органом, который осуществляет перемещение груза таким образом, что последний остается неподвижным относительного i я i |ущего участка тягового органа.
К машинам с гибким тяговым органом относятся ленточные, Пластинчатые и скребковые транспортеры (конвейеры), а также (леваторы и подъемники непрерывного действия. В зависимости or направления перемещения груза транспортеры делятся на гори-нштальные, наклонные и с переменным наклоном (переменным углом подъема груза). Элеваторы бывают наклонные (как правило, С большим углом наклона) и вертикальные. Транспортеры выпускаются стационарные и передвижные (с колесами для перемещения в нерабочем состоянии).
Конвейер наклонный передвижной складывающийся КНПС-4 с переменным углом наклона (рис. 11.1, а) предназначен для перемещения затаренных грузов под углом от 12 до 37°. Стрела транспортера шарнирно соединена с тележкой, на которой установлен электропривод. Наклон стрелы изменяется с помощью гидроприводаВ нерабочем состоянии стрела конвейера, состоящая из двух частей, может складываться.
Стационарный ленточный горизонтальный конвейер КЛ-1 с плоской лентой (рис. 11.1, б) предназначен для перемещения затаренных грузов. Рама конвейера секционирована. Крайними секциями его служат приводная станция с реверсивным электроприводом и натяжная с винтовым натяжным устройством. Длина транспортера может меняться за счет изменения числа средних секций.
Скребковые транспортеры. У скребковых транспортеров в отличие от пластинчатых несущим органом является неподвижный открытый желоб, ак их тяговому органу - цепям (редко канатам) - прикрепляются не пластины, а скребки. Груз захватывается скребками и транспортируется (выталкивается) ими к разгрузочной части желоба. Форма поперечного сечения желоба и скребков и расстояние между скребками зависят от характера перемещаемого груза.
Скребковый транспортер устанавливается в камнеловушке ПЛСК-КЛ, используемой в поточной линии ПЛСК-63, предназначенной для выпуска очищенного сульфитированного картофеля.
Стационарный ленточный транспортер ТСЛ применяется для перемещения использованной посуды из торговых залов в посудомоечные отделения. Лента транспортера имеет бортовое ограждение.
Конвейер передвижной телескопический ПТК-50. Стрела конвейера состоит из двух секций: стационарной, шарнирно соединенной с тележкой, и выдвижной, которую можно перемещать по направляющим неподвижной секции с помощью гидроцилиндра и цепной передачи так, что расстояние между загрузочным и разгрузочным концами конвейера будет изменяться от 4590 до 7090 мм.
Угол наклона стрелы, как и в конвейере КНПС-4, может изменяться с помощью двух гидроцилиндров. В гидроприводе подъема и выдвижения секции использован масляный насос с электродвигателем.
Пластинчатый конвейер КП-55 предназначен для транспортировки штучных и затаренных грузов в горизонтальном направлении или под углом до 35°. Настил конвейера - трубчатый; тяговым органом его служат втулочно-роликовые цепи; каждый седьмой сегмент настила имеет упорную планку, предохраняющую груз от соскальзывания при наклонном положении настила.
Передвижной малогабаритный транспортер ТП-25 снабжен четырехколесной тележкой, шнуром со штепсельной вилкой для присоединения к электросети в местах предполагаемой эксплуатации
В винтовом транспортере перемещение насыпного груза от загрузочного окна к разгрузочному окну осуществляется винтом (шнеком), получающим вращение от приводной станции.
Транспортер для сбора грязной посуды модели «Каюр-М» фирмы «АТЕСИ» (рис. 11.2) служит для транспортировки грязной посуды из торгового зала в моечное отделение. Выполнен из нержавеющей стали и имеет несколько типовых секций:
-
приводную секцию (длиной 1 м), предназначенную для осуществления движения ленты и состоящую из электродвигателя, каркаса, а также поддона для сбора остатков пищи, попадающих на полотно;
-
промежуточную секцию (длиной 1 и 2 м), предназначенную для для увеличения длины транспортера. Необходимая длина транспортера определяется заказчиком и достигается набором промежуточных секций;
-
натяжную секцию (длиной 1 м), предназначенную для натяжения полотна транспортера; выполнена из оцинкованной стали и облицована нержавеющей сталью, имеет поддон для сбора остатков пищи, попадающих на ленту.
Ленточное полотно состоит из пластин,
изготовленных из нержавеющей стали.
Транспортер снабжен аппаратурой для аварийного отключения и концевым выключателем, отключающим транспортер при
Тележка ТГ-ЮООМ (рис. 11.3, в) - цельнометаллическая, сварная, четырехколесная, с расположением колес по типу буквы «Д». 11оворотные колеса имеют меньший диаметр, чем средние, и для повышения маневренности несколько приподняты. Поэтому на ровной поверхности тележка опирается на три колеса - два средних и одно поворотное, а при расположении платформы параллельно поверхности пола - на два средних. Настил тележки риф-леный, с четырьмя предохранительными поручнями, которые удерживают перевозимый груз и служат рукоятками для перемещения тележки.
Тележка ТК-1 (рис. 11.3, г) предназначена для перевозки на-плитных котлов. Тележка четырехколесная, с расположением колес по типу буквы «В». Котел устанавливается на крестообразную опорную площадку цельнометаллической сварной рамы и удерживается от соскальзывания кольцом. Диаметр опорной площадки - 490 мм, высота над полом - 360 мм. Два колеса тележки снабжены тормозными устройствами. Благодаря шарнирному соединению ручки с рамой тележка в сложенном виде имеет небольшие габариты. Грузоподъемность - 60 кг.
Тележка с подъемными вилами ТГВ-1250 (рис. 11.3, д) применяется для погрузки, разгрузки, перемещения и штабелирования грузов, уложенных на поддоны и в тару-оборудование. Состоит из корпуса, двух вил, двух передних поворотных и двух задних поворотных колес и подъемного механизма с рукояткой. Рукоятка служит для управления подъемным механизмом и движением тележки. Тележку с опущенными вилами подводят под тару-оборудование или поддон и делают несколько качательных движений рукояткой. Подъемное устройство приподнимает раму с вилами, а вместе с ней и груз на высоту не более 125 мм. После остановки тележки нажимают на рычаг выключения подъемного механизма, установленный на рукоятке, и рама плавно опускается.
Тележки технологические фирмы «АТЕСИ» выпускаются в различных вариантах, выполнены из пищевой нержавеющей стали. Они служат для перемещения продуктов, готовых блюд, напитков и посуды в торговые залы, а также для подачи грязной посуды из зала в моечное отделение. Тележки сервировочные ТС имеют две модификации:
• тележки типа ТС-2 с двумя полками и ТС-3 с
тремя полками
(рис. 11.4, я. б);
• тележки ТСП для сбора посуды с двумя полками
(рис. 11.4, в).
Тележки состоят из цельносварного каркаса, полок и четырехколесных
опор. Одна колесная пара снабжена стопорным устройством,
предотвращающим нежелательные перемещения тележки.
Тележки для транспортирования гастроемкостей типа ТГ-1 (рис.11.4, г) служат для их перемещения из горячего цеха на раздачу. Рамно-стеллажная конструкция снабжена направляющими, которые имеют концеЕые отгибы для обеспечения фиксации гастроем-костей и предотвращения их выпадения при движении тележки.
На каждую полку устанавливаются по две решетки, вмещающие 41 тарелку каждая. Тележки имеют поддон для стекающей воды и сливной лоток.
Тележки электрические типа ЭТ (ЭТ-550 М, ЭТ-1040, ЭТ-2047, ЭК-2Б и др.) представляют собой четырехколесные машины, которые используются для перемещения затаренных и штучных грузов на расстояние до 800 м как на складах, так и на открытых площадках с твердым покрытием, грузоподъемностью 1 и 2 т и со скоростью движения 10-20 км/ч. Состоят из корпуса (шасси), двух передних управляемых колес, двух задних ведущих колес, электропривода, аккумуляторной батареи, рулевого управления, тормозов и электроприборов. Электротележки ЭТ имеют сиденья для водителя и грузчика и рулевое управление автомобильного типа.
На предприятиях общественного питания используются также электротележки типа ЭК (электрокары), в которых предусмотрена подножка для водителя и рычажное рулевое управление.
Электропогрузчики ЭП-0806, ЭП-1631, ЭП-1008 и др. представляют собой самоходную трех- или четырехколесную машину, в передней части которой смонтирован грузоподъемный механизм с вилочным захватом. Служат для разнообразных погрузочно-раз-грузочных работ с тарными и штучными грузами, уложенными в поддоны и в тару-оборудование, и для их перемещения на расстояние не более 200 м со скоростью до 12 км/ч. Состоят из корпуса, двух ведущих передних колес, одного или двух задних управляемых колес, электропривода, аккумуляторной батереи, рулевого управления автомобильного типа, сиденья и грузоподъемного механизма с вилочным захватом. Для уравновешивания грузоподъемного механизма в противоположном конце машины установлен противовес. Грузоподъемность - 0,63-5,0 т; высота подъема груза 1,8-4,5 м.
Парк импортных подъемно- без ограждения опасных зон;
-
при отсутствии или неисправности заземления;
с неисправными электроприборами и приборами автоматики, световой и звуковой транспортных машин широко представлен продукцией различных фирм. Наиболее распростра- \ нены тележки фирмы «Вени» (Болгария): ручные тележки грузоподъемностью 250-400 кг без платформы (рис. 11.5); тележки с платформой грузоподъемностью 250-500 кг (рис. 11.6); штабелеукладчики и тележки с подъемными вилами.
Среди вилочных погрузчиков наибольшее распространение получили погрузчики фирмы «JUNGHEINR1CH» (Германия): Трехколесные грузоподъемностью до 1800 кг; четырехколесные грузоподъемностью до 3000 кг; трехколесные грузоподъемностью
Правила эксплуатации подъемно-транспортных машин. К управлению подъемно-транспортным оборудованием допускаются лица не моложе 18 лет, обученные безопасным методам работы и имеющие удостоверение на право управления указанным оборудованием.
К эксплуатации допускается только исправное оборудование. Около конвейеров, лифтов, подъемников должны быть вывешены правила пользования и предупреждающие таблички.
Ежедневно перед началом работы проверяют исправность оборудования. На неисправном оборудовании работать категорически запрещается. Безопасность работы на подъемно-транспортном оборудовании обеспечивается своевременными его осмотрами, ремонтами и испытанием. Испытание и техническое освидетельствование оборудования (лифтов и подъемников) проводит государственный инспектор не реже одного раза в год.
На каждый вид оборудования должны быть паспорт и инструкция по эксплуатации. В паспорте отражаются все сведения о проводимых ремонтах и осмотрах.
При эксплуатации подъемно-транспортного оборудования запрещается работать:
-
сигнализации, тормозами, колесами, рулевым управлением;
• при посторонних стуках и запахе горящей изоляции.
Кроме того, запрещается осуществлять перегрузку оборудования, укладывать грузы при его движении, перемещать грузы над площадками, где проходят люди, перевозить людей, если это не предусмотрено инструкциями, превышать установленные скорости Движения оборудования, оставлять работающее оборудование без Присмотра, загромождать проходы к оборудованию товарами и другими предметами
Тема 2.11.Весоизмерительное оборудование

Весы - измерительный прибор для определения массы тела путем сравнения ее с массой установленной единицы. На предприятиях общественного питания пользуются в основном рычажными весами. Однако все более широко стали применяться весы с электромеханическими, тензометрическими и электронно-тензометри-ческими устройствами, представляющие собой систему датчиков. На них передается усилие массы взвешиваемого груза, регистрируемое затем электрическим методом.
Классификация весоизмерительных устройств
По способу уравновешивания взвешиваемого груза весоизмерительные устройства разделяют на рычажные, электромеханические и пружинные.
Принцип действия рычажных весов основан на уравновешивании силы тяжести груза с помощью рычага или системы рычагов.
Электромеханические весы работают на основе преобразования механического воздействия силы тяжести взвешиваемого груза в пропорциональный ей электрический сигнал, который выражается цифровым индексом измеряемой массы. Самым распространенным видом электронных весов являются электронно-тензометрические весы, характеризующиеся наличием тензометрического датчика и электронного компенсатора, который используется при измерении электрического сигнала.
В пружинных весах сила тяжести взвешиваемого груза уравновешивается с помощью пружинного силоизмерителя.
В зависимости от способа установки: настольные, передвижные (платформенные до 500 кг), стационарные (к ним относятся и весы автомобильные и вагонные).
В зависимости от вида отсчетного (указательного) устройства весы подразделяются на: гирные, шкально-гирные, циферблатные, циферблатно-гирные и цифровые электронные.
На гирных весах при достижении равновесия при совмещении указателей (носиков) подсчитывают значение мер массы гирь, уравновешивающих массу товара.
На шкальных весах [3, с. 14] массу груза определяют по шкале коромысла весов, на которой для достижения равновесия перемещают несъемную передвижную гирю, меняя ее плечо. На коромысле, которое опирается на призму 2, нанесена шкала 4. По шкале перемещается гиря. Равновесие определяется по положению указателя 5. Усилие от подплатформенного рычага на коромысло передается через серьгу 8 и призму 9. Тарировка весов осуществляется грузов 11, 12, которые перемещаются по винту 10. Для увеличения точности отсчета на коромысле укреплена вторая шкала с грузом 7.
На шкально-гирных весах часть груза уравновешивается гирями, которые устанавливаются на гиредержатель, закрепленный на коромысле, остальная часть уравновешивается несъемной гирей, передвигаемой по шкале коромысла.
На циферблатных весах массу груза определяют с помощью стрелки на шкале циферблата.
На электронных весах показания снимают с экрана, на котором фиксируются светящийся цифровой индекс массы, цена товара за 1 кг и стоимость взвешиваемой порции.
Первая буква в наименовании весов указывает на конструкцию грузоподъемного устройства (Р-рычажные, Т-электронно-тензометрические, П-пружинные).
Вторая буква обозначает способ установки весов (Н-настольные, П-передвижные, С-стационарные).
Цифра (число) после буквенных обозначений указывает наибольший предел взвешивания (до 1000 кг - в кг, свыше 1000 кг - в тоннах).
Буква после обозначения предела взвешивания характеризует вид указательного устройства весов (Г-гирные, Ш-шкальные, Ц-циферблатные, шкально-гирные). Затем следует цифровое обозначение способа снятия и отсчета показания весов (1-визуальный отсчет, 2-документальный, 3-местный, 4-дистанционный).
Последняя буква - область преимущественного применения (А-автомобильные, В-вагонные, У-универсальные).
Для обозначения весовых дозаторов, например, ДРК-10: Д-дозатор, Р-рычажно-механический, К-картофельный, 10-доза продукта 10 кг.
Весы настольные циферблатные
На предприятиях традиционной формы торговли применяют весы: настольные, циферблатные, электронные с принтером.
По виду отсчета показаний взвешивания различают весы с визуальным отсчетом и документальной регистрацией (автоматическим печатанием чеков).
Характеристика основных технических данных весов заложена в их буквенно-цифровую индексацию. Например, индекс РН-10Ц13 имеет следующую расшифровку: Р-весы рычажные, Н-настольные, 10-наибольший предел взвешивания - 10 кг, Ц-циферблатные, 1-с визуальным отсчетом, 3- с местным способом снятия показаний.
Весы настольные циферблатные РН10Ц13
Предназначены для взвешивания товаров массой от 100 г до 10 кг. [11, с. 12] Основная часть весов - сдвоенный равноплечий рычаг (коромысло). На концах рычага есть грузоподъемные призмы, на которые опираются передаточные рычаги с гиревой площадкой и грузовой товарной площадкой. Гиревой и грузовой рычаги удерживаются для устойчивости сверху параллельными тягами (струнками), прикрепленными шарнирами к корпусу весов.
Грузовой рычаг площадки соединен тягой с квадрантом, на котором укреплена стрелка. Квадрант представляет собой неравноплечий рычаг, который может свободно вращаться.
Когда на грузовую площадку кладут товар, то через рычаг и тягу усилие передается квадранту, и он поворачивается до тех пор, пока не наступит равновесие. Стрелки показывают на шкале циферблата массу товара. Затем при снятии груза квадрант возвращается в прежнее положение, и стрелки устанавливаются на нулевое деление. Под гиревой площадкой расположена тарировочная камере, в которой имеется балласт для установления стрелок на нулевое деление. Под грузовой площадкой находится масляный успокоитель, используемый для регулирования колебаний стрелки. Для установки весов в горизонтальное положение служат регулировочные винтовые ножки. Для проверки горизонтального положения весов предназначен уровень.
Уровень - это спиртовая капсула с пузырьком воздуха. На циферблате нанесена шкала с делениями, цена деления, максимальный и минимальный предел.
Другие настольные циферблатные весы типа РН-3Ц13У [11, с. 21] это весы одноплощадные, с круглым циферблатом. Фиксация груза от 20 г до 3 кг осуществляется при помощи стрелки на круглой шкале циферблата.
Весы имеют двусторонний циферблат со стрелками, масляный успокоитель, тарокомпенсирующее устройство для компенсации веса тары не более 400 г массой, уровень для проверки горизонтального положения весов, изолир для закрытия товарной (грузовой) площадки.
В настоящее время наиболее распространены электронные весы (с принтером). Принцип действия электронных весов заключается в автоматическом преобразовании усилия от взвешиваемого груза в электрический сигнал, поступающий в электронный блок. Из электронного блока информация о цене, массе и стоимости товара выводится на блок индикации с цифровым табло.
Электронные весы торговые ВР-1038 могут быть использованы в комплекте с чекопечатающим устройством при взвешивании массы и стоимости, с распечаткой чека с указанием цены за 1 кг, массы товара, стоимости отвеса. [11, с. 22]
В них наибольший предел взвешивания - 3 кг, наименьший - 20 г.
Дискретность индикации массы - 1 г, индикации стоимости - 1 коп, время измерения массы - 2 с, допустимая погрешность 2 г.
Электронные весы настольные одноплощадные с виброчастотным датчиком и цифровым указателем массы и стоимости.
Основные части весов состоят из следующих частей:
1. Грузоподъемное устройство, или товарная площадка. Она опирается на рычажный механизм, состоящий из основного и двух вспомогательных неравноплечих рычагов. Основной рычаг соединен с виброчастотным датчиком, преобразующим усилие от взвешивания товара в электрический сигнал.
2. Блок индикации (или блок наблюдения) 2-х сторонний индикатор, состоящий из цифровых табло: стоимость, масса, цена за 1 кг.
3. Пульт (клавиатура) с цифровыми клавишами от 0 до 9 для набора цены за 1 кг и клавиша «С» для сброса набранной цены.
4. Уровень.
5. Шнур электропитания с вилкой.
6. Регулировочные ножки для установки весов по уровню.
7. Копка «Тара» для установки нулевых показателей при пустой платформе и компенсации веса тары.
8. Цифровые клавиши от 0 до 9.
9. Выключатель «Сеть» (тумблер).
10. Предохранитель.
11. Крышка.
12. Выходной разъем (для подключения чекопечатающего механизма).
13. Табло «Стоимость».
14. Табло «Масса».
15. Табло «Цена» за 1 кг.
При подготовке к работе, необходимо:
1. Проверить установку по уровню.
2. Убедиться, что выключатель «Сеть» (тумблер) находится в выключенном положении.
3. Вставить вилку в розетку электросети.
4. Включить тумблер.
Показания цены и стоимости становятся нулевыми. Если показания массы отличны от нулевых, нажать кнопку «Тара». Затем убедиться, что показании массы нулевые.
Установить значение цены за 1 кг последовательным нажатием цифровых клавиш на клавиатуре и проконтролировать ее значение на табло «Цена» за 1 кг.
Положить на грузоподъемную платформу взвешиваемый товар и произвести после успокоения весов отсчет массы и стоимости. Сигналом об успокоении весов - появление на табло «Стоимость» товара.
Если взвешивание груза производится в таре или упаковке, следует положить на товарную площадку пустую тару или пакет, лист бумаги (упаковку) и нажать кнопку «Тара». Показания станут нулевыми. Тогда при взвешивании товара в этой упаковке или таре весы покажут чистую массу.
Для приведения табло «Масса» в исходное положение следует нажать кнопку «Тара».
Если произошло нарушение функционирования весов из-за кратковременного отключения электропитания, весы следует выключить, и не ранее чем через 5 сек снова включить.
При перегрузке весов табло «Масса» и «Стоимость» гаснут. Следует разгрузить весы до восстановления показателей. По окончании работы выключить весы выключателем «Сеть». В конце рабочего дня отключить весы от электросети и промыть.
Весы электронные «ЛИДЕР» ВР 4197 предназначены для фасовки продуктов на предприятиях торговли и общественного питания [11, с. 24-26]
Пределы взвешивания весов от 10 г до 6 кг, тарокомпенсатор - от 0 до 600 г, ввод цены - 1 коп, время взвешивания отвеса - 1,5 с, количество разрядов ввода цены - 5 знаков - 999.99. Количество разрядов стоимости - в знаках 999.9.
В комплект основных частей весов входят: грузоподъемная площадка, корпус с клавиатурой, сетевой выключатель (тумблер), табло показателя и продавца, ножки для регулирования уровня, весовой механизм внутри корпуса.
Устройство вводаЪ 29
Ш 25
Ф 21
Р-17
М 13
И 9
Д 5
А 1
8
9
П+
Э 30
Ш 26
Х 22
С-18
Н 14
Й-10
Е 6
Б 2
5
6
Шт
Ю 31
Ь 27
Ц 23
Т-19
О-15
К-11
Ж 7
В 3
2
3
Пр
Я 32
Ы 28
Ч 24
У-20
П-16
Л-12
З 8
Г 4
Т
С
Итог
«Т» - тарокомпенсатор, сброс веса тары, вывод назначения тары на индикатор тары.
«С» - клавиша сброса цены товара, стоимости штучного товара или стоимости суммы нескольких покупок.
«Пр» - клавиша программирования.
«Шт» - клавиша переводит весы в режим ввода стоимости штучных товаров, для последующего суммирования.
«Итог» - подсчет общей суммы товара.
«А1-Я32» - для программирования 32 цен товара.
При подготовке к работе необходимо установить весы при помощи винтовых ножек так, чтобы пузырек воздуха расположился в центре ампулы. Вставить вилку в розетку электросети и включить тумблер. Весы должны пройти режим тестирования, затем на индикаторы выводятся 0000 и весы переходят в режим взвешивания.
Ввод цены осуществляется 2 способами:
1) поочередным нажатием соответственных клавиш (от 0 до 9);
2) путем программирования 32 клавиш клавиатуры.
Компенсация тары производится нажатием клавиши «Т». На табло «М» появляются 0000, а на табло «Тара» - масса тары.
Нажатием кнопки «Тара» (при 0 значении или отрицательном значении на табло «Масса») обнуляет показания табло «Масса» и «Тара».
Процесс программирования цены необходим для облегчения работы продавца. В память весов можно запрограммировать 32 цены. При работе с программированием необходимо набить только клавиши с заранее внесенной суммой.
Клавиша П+ необходима для подсчета сборной покупки.
После определения стоимости первой покупки нажать клавишу П+ и на табло «стоимость» появится мигающее значение промежуточной суммы, после взвешивания второй покупки опять нажать кнопку П+, стоимость этой покупки суммируется со стоимостью предыдущей покупки. Для подсчета общей стоимости необходимо нажать клавишу «Итог».
Клавиша «ШТ» выполняет функцию умножения цены на количество.
Клавиша «ИТОГ» производит суммирование нескольких покупок при условии, если была нажата клавиша «П+» и завершает подсчет покупки, цифры в разделе «СТОИМОСТЬ» не мигают.
Имеются и другие электронные весы, например, электронные торговые модель ВЭ-15Т, которые взвешивают товар массой до 15 кг [11, с. 26].
Высокие технические и эксплуатационные характеристики обеспечивает встроенный микропроцессор со специальными разработанными программами.
Весы электронные CAS LP тип версия 15 с пределами взвешивания от 0,1 до 15 кг [11, с. 32] Предназначены для использования на предприятиях торговли и общественного питания.
Весы электронные CASАР SERIES с пределами взвешивания от 40 г до 6 кг.
Электронные торговые весы тип ЕР портативные. Весы выпуска с наибольшим пределом взвешивания 500 кг; 1, 2, 3 т. Напольные весы GAS с пределом взвешивания 60 кг; 150 кг.
Классификация, общие принципы устройства и индексация торговых весов
Классификация весоизмерительных приборов осуществляется по различным признакам, наиболее распространенные из которых следующие:
-
место и способ установки весов;
-
вид указательного устройства;
-
вид отсчета показаний;
-
способ снятия показаний;
-
конструкция взвешивающего устройства.
По месту и способу установки весы делятся на настольные, передвижные и стационарные.
К настольным относятся весы настольные обыкновенные, закрытые, циферблатные, лотковые и электронные. Их устанавливают на прилавке или рабочем столе. Эти весы предназначены для взвешивания товаров от 20 г до 20 кг. Настольные весы в основном применяют в магазинах для предварительного фасования или отпуска товаров покупателям.
К передвижным относятся платформенные весы. Они предназначены для взвешивания больших грузов. Устанавливают их на полу, а в случае необходимости передвигают к местам приема и отпуска товаров.
Стационарные весы устанавливают на постоянном месте в специальном углублении. Платформа весов должна быть на уровне пола, что облегчает процесс взвешивания. На этих весах можно
Требования, предъявляемые к весам
К весоизмерительным приборам, используемым в торговле, предъявляются метрологические, торгово-эксплуатационные, эстетические, экономические и санитарно-гигиенические требования.
Основными метрологическими требованиями являются точность взвешивания, устойчивость, чувствительность и постоянство показаний.
Точность взвешивания - свойство весов давать показания массы с отклонением от действительного значения в пределах допускаемой погрешности. Величина допускаемых погрешностей зависит от наибольшего предела взвешивания весов и от интервалов взвешивания. Допускаемые погрешности устанавливаются при
Весы механические
Весы настольные циферблатные выпускаются с наибольшими пределами взвешивания 2; 3 и 10 кг. Такие весы широко применяются на предприятиях общественного питания и торговли, так как при взвешивании товаров в пределах шкалы не требуется гирь, они быстро приходят в состояние равновесия, а двусторонний циферблат позволяет продавцу и покупателю видеть результат взвешивания.
В настоящее время распространены весы РН-10Ц13 (рис. 12.1). Весы состоят из грузоподъемного устройства с двумя площадками - малой гирной / и большой грузовой 9. Основная часть весов - главный равноплечий рычаг 13, состоящий из двух одинаковых дугообразных полос. В центре главного рычага имеются две опорные призмы 14, с помощью которых он опирается на подушки, вмонтированные в корпус весов. На концах рычага расположены четыре грузоприемные призмы 10, на которые опираются с одной стороны тарный рычаг 3, а с другой - грузовой рычаг 6. Гир-ный и грузовой рычаги удерживаются от опрокидывания параллельными тягами - струнками 4, шарнирноприкрепленнымк корпусу весов. Грузовой рычаг с помощью тяги <? соединен с квадрантом 2. Квадрант представляет собой неравноплечий коленчатый рычаг, который с помощью опорной призмы и подушки, вмонтированной в кронштейн, свободно вращается. К квадранту прикреплены две строго параллельные стрелки 7, расположенные напротив шкалы 5. Под гирной площадкой находится тарировоч-ная камера 17с разновесами (дробь, опилки), служащая для установки стрелок в нулевое положение. Под грузовой площадкой находится масляный успокоитель // для регулирования числа колебаний стрелки. Для контроля точности горизонтальной установки весы снабжены жидкостным уровнем 15, представляющим собой герметичную ампулу, в которой находится спирт с пузырьком воздуха. Уровень закрыт окошком, на поверхности которого расположена окружность. При строго горизонтальной установке весов пузырек воздуха должен располагаться в центре окружности. Корпус весов /2 установлен на четырех винтовых ножках 16 с контргайками. На циферблате весов нанесена шкала с делениями, а также указаны пределы взвешивания, цена деления, тип весов, наименование завода-изготовителя, товарный знак, номер стандарта, заводской номер и год выпуска. Весы РН-10Ц13 имеют шкалу с делениями от 0 до 1000 г, цену деления - 5 г, верхний предел взвешивания - 10 кг.
Отечественной промышленностью налажен выпуск весов с верхним пределом диапазона взвешивания от 6 до 60 кг с грузовой платформой и циферблатом
Для взвешивания овощей, фруктов и других продовольственных товаров могут применяться циферблатные лотковые весы (ВЦЛ-10А и ВЦЛ-10М). Весы состоят из циферблатного указательного прибора, стойки и подвески с лотком для укладки взвешиваемого товара (рис. 12.3).
Циферблатный указательный прибор обеспечивает автоматический отсчет показаний по круговой шкале. К основным частям прибора относятся корпус, двусторонняя шкала и чугунная рамка, на которой размещается квадрантный механизм. Пределы взвешивания весов - от 0,5 до 10 кг, цена наименьшего деления шкалы - 0,01 кг.
При подготовке к работе весы устанавливают по уровню. Открывают арретир и, регулируя тарировочный груз, устанавливают стрелку циферблатного указателя на нулевую отметку шкалы. С помощью опрокидывателя взвешенный товар удаляют с лотка или снимают вместе с ним. Нельзя оставлять товар на весах длительное время, а также взвешивать при незакрепленных тариро-вочных грузах.
В настоящее время парк циферблатных весов представлен в широком ассортименте: ВЦ-6, ВЦ-20, ВЦ-30, ВЦ-60 и ВЦ-60-01 (рис. 12.4). Шкально-гирные весы. В торговле наиболее распространены сотенные шкально-гирные весы. Весы РП-500Г13 (рис. 12.5) с качающейся платформой и коромыслом, опирающимся на стойку, имеют металлическую или деревянную раму, в углах которой на перекладинах укреплены стальные подушки. На подушки опираются опорные призмы // большого / и малого 2 подплатформен-ных рычагов. На грузоприемные призмы большого и малого рычаШкально-гирные весы. В торговле наиболее распространены сотенные шкально-гирные весы. Весы РП-500Г13 (рис. 12.5) с качающейся платформой и коромыслом, опирающимся на стойку, имеют металлическую или деревянную раму, в углах которой на перекладинах укреплены стальные подушки. На подушки опираются опорные призмы // большого / и малого 2 подплатформен-ных рычагов. На грузоприемные призмы большого и малого рыча взвешивании массу груза определяют сложением показаний обеих шкал.
Для взвешивания товаров и поверки весов используются гири.
Гири - установленные законом меры массы, служащие для определения массы товаров на весах. Различают гири общего назначения (обыкновенные), условные и образцовые.
Гири общего назначения в соответствии с государственным стандартом изготовляют пяти классов: 1, 2, 3, 4 и 5. Отличаются они степенью точности и назначением. Изготовляют их из чугуна или углеродистой стали массой 5, 10, 20, 50, 100, 200 и 500 г и 1, 2, 5, 10 кг. Гири 5 и 10 кг имеют форму цилиндров с дужкой, а остальные - форму цилиндров с головкой. На гири наносят обозначение их массы (веса). Внутри гири (кроме гири 5 г) делается подгоночная полость. После поверки гири в нее заделывают пробку из мягкого металла и ставят клеймо государственной поверки. В состав комплекта входит по две гири, масса которых начинается с цифры 2 (20 г, 200 гит. д.). Для того чтобы не нарушались пределы взвешивания, в комплект включают только те гири, масса которых меньше грузоподъемности весов.
Условные гири применяют при взвешивании на шкально-гир-ных товарных весах. Изготовляют их массой 100, 200, 500 г и 1,2, 5 кг из чугуна. Гиря представляет собой низкий цилиндр с радиальным вырезом, что позволяет устанавливать ее на гиредержатель. На поверхности условных гирь обозначена условная масса груза, взвешиваемого на товарных весах, и стоит обозначение 1:100. Эта гиря может уравновесить груз 100 кг. Условные гири, как и гири общего назначения, имеют подгоночную полость и поступают в комплекте с весами.
Образцовые гири применяются для проверки весов и рабочих гирь на точность. Электронные весы предназначены для взвешивания заранее г |'Фасованных или продаваемых поштучно продовольственных Гоипров. Особенно они удобны при взвешивании штучных товаров "Некрутого» веса - птицы, рыбы, отдельных кусков мяса, батонов i олбасы, арбузов, дынь и т. п. Одновременно со взвешиванием на Ж i ах определяется и стоимость товара в соответствии с установ-ии пой ценой за 1 кг. На цифровом табло указывается цена, стоили к гь и масса взвешенного товара.
Парк весоизмерительного оборудования в настоящее время пополнился большим количеством электронных весов отечественною и зарубежного производства в широком диапазоне пределов ишешивания для применения как в производственных цехах, так и на складах. К ним относятся весы серии ТВЕ (рис. 12.7) с пределом взвешивания от 6 до 30 кг. Весы имеют восемь ячеек памяти иен. подсветку ЖКИ при использовании весов в условиях слабой освещенности, встроенный аккумулятор, обеспечивающий режим работы до 200 ч без подзарядки. Кроме того, весы имеют двухсторонний большой ЖКИ-дисплей, работают в режиме калькулятора
предусмотрена компенсация массы тары во всем диапазоне взве-1 шивания.
Электронные весы серии НВ - портативные с легко читаемым ЖКИ-дисплеем, автоматической калибровкой и автоматической коррекцией ноля; способны работать в режиме штучного подсчета взвешиваемого продукта; обеспечивают режим автовыключения для сохранения заряда батареи, отключая автоматически питание весов при их неиспользовании более 4 мин. Весы серии НВ имею1 предел взвешивания от 300 до 3000 кг.
Электронные весы серии ТВТ - портативные с пределами взвешивания от 15 до 30 кг; позволяют использовать их как при работе в производственных помещениях, так и для выносной торговли. Весы имеют подсветку ЖКИ для работы в условиях слабой освещенности, а также встроенный аккумулятор, обеспечивающий работу весов автономно до 80 ч без подзарядки. Весы могут работать в режиме калькулятора, обеспечивают автовыключение при их неиспользовании более 4 мин, компенсацию массы тары во всем диапазоне взвешивания.
Весы электронные товарные выпускаются в широком диапазоне с разнообразными функциями: измерения и индексации массы товара, компенсации массы тары, возможностью подключения к компьютеру.
Отличительные особенности весов: удобство эксплуатации, вывод информации на внешнее регистрирующее устройство, высокая скорость выдачи информации, стабильность всех характеристик. Весы производятся следующих типов: ВЭТ-30, ВЭТ-60, ВЭТ-150, ВЭТ-300, ВЭТ-600 и весы счетные ВЭС-6 (рис. 12.8).
Правила эксплуатации весов. Весы настольные циферблатные нужно устанавливать на твердую ровную поверхность. Ножки весов должны быть полностью завинчены. Сначала по уровню про
Hi i'iiot горизонтальность установки весов по положению пузырька питуха, который должен находиться в центре окружности. После i 1.НЮВКИ весов строго горизонтально, от чего зависит точность И'шепшвания, положение ножек нужно зафиксировать контргай-i ими. Затем проверяют положение стрелки на шкале: она должна находиться в нулевом Положении. Устанавливают стрелку в нуле-Юс положение с помощью тарировочной камеры, досыпая туда мни отбирая из нее разновесы. Запрещается подгонять стрелки и пулевое положение с помощью подкручивания ножек весов. 11осле установки стрелки проверяют число ее колебаний, для чего на грузовую платформу устанавливают гирю, равную половине де-ипия шкалы: стрелка должна совершить 2-3 колебания. Для ре-|улирования числа колебаний стрелки нужно воспользоваться масляным успокоителем, завинчивая его или вывинчивая в зависимости от числа колебаний.
При подготовке к работе весов товарных сотенных платформенных проверяют горизонтальность по отвесу. Затем с помощью арретира высвобождают коромысло для определения положения указателей равновесия: они должны быть на одном уровне. Если подвижный указатель равновесия сместился относительно неподвижного, то его подгоняют, завинчивая или вывинчивая тариро-иочные гайки на конце коромысла. Для взвешивания грузов сначала с помощью арретира фиксируют коромысло, а с помощью изо-лира жестко фиксируют платформу и осторожно загружают на платформу груз для взвешивания. Затем ослабляют изолир и арре-i при начинают перемещать подвижную гирю по коромыслу до тех мор, пока указатели равновесия не совместятся. Если для этого шкалы не хватило, то необходимо воспользоваться условными гирями, помещая их на гиредержатель. Для определения массы груза к массе условных гирь, умножив их на 100, прибавляют показания подвижной гири на Шкале. Затем опять фиксируют коромысло и платформу и снимают груз.
В процессе эксплуатации весов гири подлежат обязательному клеймению.
Органы государственного и ведомственного надзора за весоизмерительным оборудованием следят за точностью взвешивания и правилами эксплуатации измерительного оборудования в Российской Федерации. Кроме них контроль за весами и мерами осуществляют органы милиции и сами покупатели. Госнадзор осуществляют поверители государственной метрологической службы. Их задача - обеспечение единства и достоверности измерений и поддержание измерительной техники в состоянии го товности.
Все измерительные приборы при их выпуске подлежат обязательной государственной поверке и клеймению. Эти процедуры должны осуществляться также не реже одного раза в год и после ремонта. Поверка проводится согласно методике Госстандарта России.
Пользоваться весоизмерительными приборами и гирями без поверительных клейм и не прошедшими в установленные сроки клеймение запрещается. Виновные могут быть оштрафованы и привлечены к ответственности.
Территориальные управления Госторгинспекции контролируют правильность пользования весовыми и измерительными приборами, торгово-технологическим и дозирующим оборудованием.
Ответственность за соблюдение правил эксплуатации измерительных приборов и их исправность несут руководители торговых организаций и предприятий. Они обязаны следить за соблюдением правил эксплуатации, сроками поверки и клеймения в органах госнадзора, проводить в соответствии с действующими правилами инструктаж с работниками о пользовании весов, гирь, мерами длины и объема, изымать из эксплуатации неисправные и непригодные измерительные приборы.
Ответственность за состояние весоизмерительных приборов по месту эксплуатации несут непосредственно торговые работники, которые ими пользуются. Они обязаны следить за исправностью измерительной техники, соблюдать правила хранения, немедленно докладывать руководству торговых предприятий обо всех обнаруженных неисправностях.
Тема 2.12. Контрольно- кассовые машины, значение и классификация.

Устройство контрольно-кассовых машин
18.06.93 был принят закон РФ о применении контрольно-кассовых аппаратов в денежных расчетах с населением. Этим документом было запрещено производить расчет за покупку без контрольно-кассовых машин.
Электронные контрольно-кассовые машины , применяемые в торговле, выполняют следующие операции:
- ведут учет полученных от покупателя денег;
- печатают чек с указанием уплаченной суммы шифром (т.е. условным знаком), датой и т.д.;
- печатают на контрольной ленте все реквизиты чека, указывают на индикаторе номер секции и приведенную сумму;
- выдают чек со стоимостью покупки и сдачи;
- кассовые аппараты могут подключаться к весам, компьютеру, считывателю штриховых кодов.
Новые модификации кассовых аппаратов имеют фискальную память (Ф.П.) запись в нее совершается автоматически по кассе с обнулением, т.е. после обнуления финансов отчеты не могут быть изменены, а только распечатываются после ввода кода налоговым инспектором.
Контрольно-кассовые машины имеют следующие основные узлы:
1) устройство ввода;
2) устройство индикации;
3) оперативно-запоминающее устройство;
4) чекопечатающее устройство;
5) замок режимов и ключи и др.
Устройство ввода представляет собой клавиши для набора сумм, номера счетчика секции, номера и пароля кассира, клавиши сброса коррекции аннулирования предварительного и общего итога, программирования заголовка чека.
Устройство индикации состоит из двух индикаторов для кассира и покупателя и показывает суммы, проведенные через кассовый аппарат, номер секции, сумму взноса покупателей и сдачу и.т.д.
Оперативно-запоминающее устройство предназначено для подсчета выручки и контроля. Оно состоит из суммирующих контрольных и операционных счетчиков.
Суммирующие счетчики служат для учета нарастающим итогом поступающих в кассу денег. Они могут быть секционными, итоговыми и для подсчета частных итогов. Емкость суммирующих счетчиков до девяти рядов.
Контрольные счетчики служат для контроля работы на кассовой машине и предупреждения злоупотреблений. Принудительного перевода на нули контрольные счетчики не имеют.
Чекопечатающее устройство предназначено для печатания и выдачи чека и печатания реквизитов на контрольной ленте. Оно состоит из печатающих дисков, механизма окрашивания, устройства чековой ленты, устройства для намотки контрольной ленты (катушки).
Замки и ключи - для запирания кассовой машины и ее отдельных частей, снятия показаний суммирующих счетчиков, для перевода суммирующих счетчиков на нули, для тестирования, программирования.
Электронная контрольно-кассовая машина «АМС-100Ф»
Кассовая машина предназначена для автоматизации учета, контроля и первичной обработки информации кассовых операций [11, с. 55]
Кассовая машина регистрирует проводимые через нее суммы, подсчитывает стоимость весового или штучного товара, суммарную стоимость покупок и величину сдачи. Имеет фискальную память (с сохранностью до 10 лет). Возможность записи в память даты, времени, необходимой текстовой информации. Одну бобину термобумаги 57 мм (печатающее устройство с переключением на чековый или отчетный режим работы) имеет также возможность работы четырех кассиров.
Кассовая машина выполняет следующие операции:
1. Подсчитывает выручку по секциям, по кассе, выручку за день, сумму сдачи, стоимость весового и штучного товара. Производит операции возврата покупок. Печатает на ленте текстовую информацию, дату, время, заводской номер кассовой машины, номер чека, номер покупки, номер секции, номер контрольной ленты, количество покупок, возврат товаров по секциям, итоговые суммы за день, месяц, год, общий необнуляемый итог и т.д.
Устройство ввода информации состоит из 38 клавиш (четырех секционных, 12 цифровых, 22 функциональных). Кроме того, имеются шесть индикаторов.
Индикаторные лампочки загораются над клавишей, отражающей операцию, проводимую на кассовой машине. Секционные клавиши нужны для отправки в память секционных регистров и проведения функциональных операций [11, с. 57], которые состоят из:
1Д - первая секция, коррекция и просмотр даты, выбор первого программного пароля.
2В - вторая секция, коррекция и просмотр времени, выбор второго программного пароля.
3Т - третья секция, коррекция и просмотр текстовой информации, выбор третьего программного пароля.
4С - четвертая секция, выбор четвертого программного пароля.
Цифровые клавиши от 0 до 9 для набора суммы и еще одна клавиша для набора дробного числа (количества) и для отделения копеек.
Операционные клавиши (функциональные) для проведения различных операций:
- клавиша транспортировки ленты;
ФЦ - фиксированная цена для программирования цен в память;
КН - клавиша для просмотра сумм выручки по секциям;
КР - дата и время, количество проданного товара по секциям;
КЛ - клавиша работы в режиме калькулятора;
ЛС - программирование пароля кассира;
КЗ - ввод и коррекция программных паролей;
СБ - сброс;
СД - сдача;
ВВ - ввод цифровых данных, паролей, получение (снятие) ведомости «показания», ведомости «итоговой суммы», контрольной ленты, а также холостого чека и открытия денежного ящика;
ВТ - возврат денег покупателю, контроль сумм возврата по секциям и общей суммы возврата. Еще пять клавиш - клавиши для работы в режиме калькулятора и итога, подсчет общей стоимости покупки, результат работы на калькуляторе.
Устройство индикации в кассовой машине имеет два разрядных индикатора, один для кассира и один для покупателя.
Принтеры предназначены для нанесения изображения на бумагу. Они подразделяются на ручные, портативные и стационарные. По назначению принтеры выпускаются для печати чека или контрольной ленты на обычную и самоклеющуюся бумагу шириной 58, 69, 76 мм, печати подкладного документа, печати самоклеящихся этикеток и штриховых кодов шириной 50- 102 мм, длиной - 25-318 мм, индивидуальной маркировки товаров и контейнеров в условиях промышленного производства и на торговых предприятиях.
Печатающее устройство, состоит из термоголовки, прижимной планки, валика. Чтобы заправить ленту, нужно бобину термобумаги положить в предназначенное для нее гнездо, поднять прижимную планку, вставить свободный конец бумаги в направляющий лоток, нажать несколько раз клавишу транспортировки ленты « », пропустить бумагу в щель на крышке печатающего устройства (следить, чтобы не было механических повреждений).
В начале работы необходимо: включить машину в сеть, включить тумблер, на индикаторе включается сигнал «ЗАПРОС», т.е. запрос о пароле. Пароли «Показания» и «Контрольная лента» должны быть известны только кассиру и лицам, ответственным за финансовую деятельность предприятия.
Чтобы ввести пароль нужно последовательно набрать:
КЗ пароль ВВ.
При нажатии клавиши КЗ над ней загорается индикаторная лампочка. При правильном введении пароля лампочка гаснет. Набирается (и корректируется) дата. В режиме «касса» осуществляется регистрация цены в секцию без подсчета сдачи и с подсчетом сдачи. Осуществляются операции регистрации цены на несколько покупок с подсчетом сдачи и регистрации возврата денег из кассы, регистрации весового товара и регистрации штучного товара. Машина имеет также режимы калькулятора, показания, «вывод контрольной ленты» и режим вывода «итоговых сумм».
Согласно государственному реестру кассовые аппараты имеют следующую классификацию: автономные ККМ, пассивные и активные;
Автономные ККМ используются в магазинах, в которых нет оперативного количественного учета на компьютерах. Основные марки этого типа: «Самсунг-4615», «Самсунг-250».
Пассивные ККМ приобретают предприятия, которые собираются проводить у себя автоматизацию. К этому виду ККМ можно отнести: АМС-100Ф, «Элвес-0103Ф», «Штрих-14850Ф», «Штрих-200Ф», а также «Самсунг-4615» и «Самсунг-250» (с установленной платой ПТС).
Активные ККМ - это кассовые терминалы, ПОС - терминалы.
Современные контрольно-кассовые машины могут выполнять множество функций, связанных с обслуживанием покупателей (посетителей):
-
автоматический учет поступающей в кассу выручки на специальных счетчиках по официантам, секциям, кассирам и в целом по кассе в течение смены;
-
автоматический учет, накопление и некорректируемое хранение данных о выручке в фискальной (контрольной) памяти машины, обеспечивающей налоговый контроль;
-
печать кассовых чеков для выдачи посетителям с указанием программируемого названия предприятия; названия и номера машины; номера официанта (продавца), номера (шифра и фамилии) кассира; порядкового номера чека или номера записи на чеке (номера покупки); всех произведенных кассиром операций с указанием сумм (ввод цены товара, его количество и т.д.);
-
печать контрольной ленты;
-
регистрацию стоимости товара (продукции) на чеках и контрольной ленте различными способами: набором на клавиатуре, вводом заранее запрограммированных цен на продукцию, умножением их количества на цену;
-
автоматическую регистрацию веса и стоимости продукции при совместной работе в едином рабочем цикле с электронными весами;
-
повторение ввода цены одного товара (продукции) или повторение печати чека;
-
определение общих и частных итогов одного посетителя, регистрацию суммы наличных денег, отданных посетителем в оплату продукции, определение сдачи;
-
учет продажи продукции наличными и безналичными платежными средствами;
-
регистрацию служебных сумм, не связанных с продажей продукции (принятых кассиром в кассу или выданных из кассы);
-
автоматический учет в суммовом и количественном выражении на отдельных счетчиках всех произведенных на кассовой машине операций за смену или по часам, дням, месяцам;
-
аннулирование набранных на клавиатуре-данных или произведенных операций;
-
оформление возврата продукции посетителем;
-
индикацию текущего времени;
-
отображение на индикаторе кассира и посетителя набираемой на клавиатуре подсчитанной и вводимой информации;
-
вывод отчетов о работе кассовой машины без гашения полученных итогов с указанием накопленных данных о продаже товаров за каждую рабочую смену по официантам (секциям) и в целом по машине;
-
вывод отчетов с гашением полученных итоговых данных за смену;
-
вывод фискального отчета о выручке кассовой машины без гашения накопленных в фискальной памяти данных;
-
программирование различных параметров работы машины;
-
автоматическое блокирование выполняемых операций в случае несанкционированного доступа к рабочим режимам машины или при нарушении последовательности проведенных операций и в других случаях;
-
автоматическое сигнализирование при вводе в машину информации с клавиатуры в случаях ошибки, а также при блокировании выполняемых операций;
-
выполнение арифметических вычислений;
-
автоматическое тестирование;
-
работу с периферийным оборудованием (весами, компьютером, принтерами, сканерами и т. п.).
Контрольно-кассовые машины представляют собой большой класс оборудования одного функционального назначения, но отличаются друг от друга некоторыми функциональными возможностями и условиями применения.
За основу классификации кассовых машин принимается Классификатор контрольно-кассовых машин, используемых на территории Российской Федерации, утвержденный Государственной] межведомственной экспертной комиссией по контрольно-кассовым машинам (протокол № 13 от 21 сентября 1994 г.).
В соответствии с этим документом контрольно-кассовые машины для предприятий общественного питания и торговли делятся на следующие четыре группы:
-
автономная контрольно-кассовая машина - расширение функциональных возможностей этой машины достигается только за счет подключения дополнительных устройств ввода-вывода, управляемых ККМ по размещенным в ней программам;
-
пассивная системная контрольно-кассовая машина -имеет возможность работать в компьютерно-кассовой системе, но не может управлять работой этой системы;
-
активная системная контрольно-кассовая машина - имеет возможность работать в компьютерно-кассовой системе и управлять при этом работой данной системы;
-
фискальный регистратор - контрольно-кассовая машина, способная работать только в составе компьютерно-кассовой системы, получая данные через канал связи.
Кроме того, применяемые контрольно-кассовые машины делятся на группы по следующим признакам:
-
по месту использования - на предприятиях с обслуживанием официантами, на предприятиях самообслуживания;
-
по конструкции - электромеханические, электронные и др.;
-
по количеству секционных клавиш - одноклавишные, двух-клавишные, четырехклавишные и др.;
-
по количеству контрольных счетчиков (регистров) - с двумя регистрами; с тремя регистрами и др.;
-
по количеству ключей для работы с машиной - с одним ключом, двумя ключами, тремя ключами и др.
Применение в последних моделях электронных кассовых машин больших интегральных схем и микропроцессоров дало возможность 0 эксплуатации
Основными функциональными узлами машины, обеспечивающими ее работу, являются клавиатура, индикатор, печатающее устройство, счетно-запоминающее устройство и механизм ключей и замков.
Клавиатура - узел, с помощью которого в машину вводятся всв необходимые данные для выполнения соответствующих операций. С помощью клавиатуры происходит управление работой машины. Применяемые в нашей стране контрольно-кассовые машины являются клавишными, т. е. ввод данных в машину и управление ее работой осуществляется через клавиатуру. Клавиатура расположена на лицевой панели машины и обращена в сторону работающего на ней. Имея общее функциональное назначение, клавиатуры различных кассовых машин отличаются по видам и количеству клавиш и по их размещению на клавишном поле.
По функциональному назначению клавиши делятся на следующие группы:
-
цифровые клавиши используют для ввода любой цифровой информации. Их не менее одиннадцати: от «1» до «9», «О», «00», («000»). Эти клавиши размещаются единым блоком в средней части клавишного поля;
-
секционные клавиши предназначены для ввода набранной стоимости товара (продукции) в соответствующую секцию (счетчик). Их количество равно количеству секций (официантов) предприятия. Как правило, эти клавиши размещаются справа от цифровых;
-
функциональные клавиши используют для выполнения различных операций: ввода цены, запрограммированной в память машины, сброса набранных на клавиатуре данных, аннулирования ошибочных записей на чеках, оформления возврата товара, регистрации служебных сумм, проведения заключительных операций по печати чеков, регистрации оплаты покупок различными платежными средствами.
Кроме основных клавиш, в ККМ имеются и дополнительные клавиши: калькулятора, индикации текущего времени, открывания денежного ящика вне продажи товара.
В некоторых машинах предусмотрена дополнительная клавиша для ввода набранных на клавиатуре данных - клавиша «ВВ». В частности, такая клавиша имеется в одноленточных контрольно-кассовых машинах типа АМС-ЮОФ, в которых набранные на клавиатуре данные будут выведены на печать и введены в память машины только после дополнительного нажатия на клавишу «ВВ».
Индикатор, или блок индикации (БИ), - узел, в котором отражаются все набранные на клавиатуре данные и подсчитанные машиной суммы. БИ представляет собой двустороннее табло, одна сторона которого (служебная) обращена к кассиру и находится непосре к i венно над клавиатурой, а вторая (сервисная) обращена к покупателю. У многих ККМ табло покупателя может выдвигаться из |ерхней части корпуса машины и поворачиваться вокруг своей оси. N портативных ККМ индикатор покупателя может отсутствовать.
На индикаторе появляются цифры (в правой части) и символы (( иева) выполняемых операций, а также в случае блокировки машины при ошибке оператора, обрыве контрольной ленты и т. п.
В одноленточных машинах в процессе ввода данных с клавиатуры после нажатия на клавишу «ВВ» кроме традиционных цифровых и буквенных символов появляется и символ ввода данных «.» (точка).
Печатающее устройство (ПУ), или блок печати (БП), - узел, с помощью которого печатаются все кассовые документы, чеки, контрольная лента, отчеты. Печать происходит автоматически после получения сигналов с клавиатуры и счетчиков. ПУ, как правило, находится в левой части корпуса и закрыто крышкой, а в некоторых машинах и замком. В ПУ заправляются либо две бумажные кассовые ленты: чековая и контрольная (в ряде машин - сдвоенная самопишущая лента), либо одна контрольно-кассовая лента (в момент информации печатается только кассовый чек, а копии цифровых данных чека поступают в память машины и могут быть просмотрены по индикатору или выведены на печать после окончания смены).
Кассовый чек по содержанию делится условно на три части:
-
верхняя часть - клише чека (наименование предприятия и заводской номер машины). Содержание клише программируется в память машины до ввода ее в эксплуатацию;
-
средняя часть - результаты произведенных кассиром операций;
-
нижняя часть - данные о заключительных операциях (общий и предварительный итог, сумма наличных денег и величина сдачи).
Кроме того, печат Кроме того, печатается номер чека, дата и время выхода чека из машины. Данные контрольной ленты являются копией реквизитов выданных чеков или отчетов. Отчеты печатаются только на ККМ, имеющей периферийный принтер, по требованию администратора предприятия или налогового инспектора в определенных рабочих режимах. Эти отчеты отражают показания тех счетчиков, которые снимаются в момент их вывода на табло.
Счетно-запоминающее устройство, или блок автоматической памяти (БАП), - специальный узел, который принимает, перерабатывает, накапливает и хранит информацию долговременно. Блок состоит из оперативно-запоминающего устройства (ОЗУ), блока
- фискальной памяти (БФП) и репрогралчмируемого запоминающегося устройства (РПЗУ).
Оперативно-запоминающее устройство предназначено для приема, переработки, хранения и выдачи всей оперативной информации, вводимой в контрольно-кассовую машину в течение каждой рабочей смены. ОЗУ состоит из системы различных счетчиков. По функциональному назначению эти счетчики можно подразделить натри группы:
• денежные суммирующие счетчики: а) регистрирующие суммы, связанные с реализацией товаров и услуг (секционные счетчики, счетчики, ведущие учет запрограммированных товаров, а также счетчики, ведущие учет сумм торговых скидок и надбавок, и др.); б) не связанные с реализацией товаров и услуг и выполняющие функцию регистрации принятых в кассу или выданных из нее служебных сумм; • контрольные: а) контрольный счетчик «X» - считает, сколько раз снимались показания сменных суммирующих и операционных счетчиков без обнуления полученных данных. Показания выводятся на «Х-отчет»; б) контрольный счетчик «Z» - считает, сколько раз снимали показания итоговых счетчиков за смену с одновременным обнулением полученных данных. Показания выводятся на «Z-отчет». Показания контрольных счетчиков после каждого нового вывода соответствующего отчета увеличиваются на единицу; • операционные, регистрирующие количество операций, производимых кассиром в своем рабочем режиме. Операционные счетчики (регистры) могут считать количество напечатанных чеков и покупок; количество обслуженных посетителей (покупателей); количество (вес) проданного продукта; количество торговых скидок и надбавок; количество возвратов денежных сумм покупателям и др. Среди операционных счетчиков особое место занимают нумераторы чеков. Они начинают свой счет с началом каждой смены, так как обнуляются вместе с другими сменными счетчиками после ее окончания. Показания операционных счетчиков выводятся на «Х-отчеты» и «Z-отчеты» вместе с показаниями суммирующих счетчиков и после окончания каждой смены автэматически обнуляются. Блок фискальной памяти - это комплекс программно-аппаратных средств в составе ККМ, обеспечивающий некорректируемую ежесуточную (ежемесячную) регистрацию и энергонезависимое долговременное хранение итоговой информации о денежных расче-
ГИХ с населением, проведенных на данной контрольно-кассовой машине, правильное исчисление налогов. Блок выполнен в виде от-II-.'и.ной платы с защитным корпусом и устанавливается в опломбированном корпусе (кожухе). Информация, накопленная в фискальной памяти, сохраняется в течение 10 лет с момента фискализации кассовой машины. Эти данные не могут быть обнулены, а только прочитываются налоговым инспектором. В случае переполнения фискальной памяти, неисправности, несанкционированного доступа к информации контрольно-кассовая машина блокируется.
Для контроля за доступом к фискальной памяти в составе данною блока имеется контрольный счетчик, который считает количество снятий показаний с накопителя фискальной памяти. Данные этого счетчика также не обнуляются и доступны только налоговому инспектору.
Репрограммируемое запоминающее устройство предназначено для хранения всех запрограммированных данных: цен, электрон-пых ключей защиты (паролей защиты), даты, времени, номеров пли шифров кассиров, данных клише и др.
Механизм ключей и замков (КЗ) - узел, предназначенный для обеспечения работы ККМ, сохранения накопленной в ней информации и создания условий для контроля за работой кассовой машины и кассиров. Наличие данного механизма дает возможность защитить информацию, накопленную в памяти машины, и переводить машину в различные режимы работы. К данному механизму относятся:
-
механический режимный замок - в соответствующий рабочий режим он переводится с помощью номерных ключей;
-
механический переключатель режимов - имеется лишь у некоторых малогабаритных машин. Перевод в соответствующий режим работы осуществляется с помощью рычага переключателя режимов (модель Миро-101Ф);
-
пароль защиты - число, состоящее не менее чем из пяти цифр, которое заранее вводится в ККМ соответствующим лицом и записывается в память машины. Количество паролей зависит от числа кассиров и количества рабочих режимов.
Основными рабочими режимами ККМ являются: 1. Режим «Регистрация», или «Касса», - рабочий режим кассира. Для входа в этот режим имеется ключ кассира, который выдается ему администрацией предприятия до начала смены и в конце смены сдается обратно.
2. Режим «Показание» - в этом режиме
администратор прел
приятия снимает показания денежных и других счетчиков без он
нуления полученных данных и выводит их на «Х-отчет».
3. Режим «Гашение» - в этом режиме администратор
снимает
показания денежных и других счетчиков с обнулением полученных
данных и выводит их на «Z-отчет».
Ключи от режимов «Показание» и «Гашение» хранятся у администратора предприятия.
-
Режим «Фискализация» - в этом режиме налоговый инспектор снимает показания с накопителя блока фискальной памяти и выводит на печать «Ф-отчет». Ключ для проведения данного режима находится у налогового инспектора.
-
Режим «Программирование» - программист, механик или администратор задает необходимые параметры машины. Ключ для проведения этого режима хранится в администрации предприятия или в центре технического обслуживания.
При выборе типа и определении количества контрольно-кассовых машин для конкретного предприятия учитываются следующие факторы:
-
объем товарооборота и ассортимент продукции;
-
средняя стоимость покупки;
-
форма продажи;
-
интенсивность потока покупателей по дням недели и часам торговли;
-
количество отделов;
-
режим работы предприятия;
-
количество рабочих мест контролеров-кассиров или продавцов;
-
производительность ККМ;
-
организация учета продажи товаров и денежных поступлений;
-
необходимость резервной машины на случай выхода из строя работающей;
-
возможность использования при выездной торговле, в киосках, ларьках и т. д.
Отечественная промышленность освоила и предлагает торговым организациям и предпринимателям различные типы и модели контрольно-кассовых машин. Все они проходят экспертизу на соответствие требованиям стандартов в Государственной межведомственной экспертной комиссии по контрольно-кассовым машинам и затем включаются в государственный реестр разрешенных к эксплуатации контрольно-кассовых машин.
Электронные контрольно-кассовые машины ЭКР-3101 (рис. 13.2, 13.3) и ЭКР-3101.1Ф предназначены для осуществления денежныхi.n 'ictob с населением на предприятиях торговли. Позволяют вес-|ц дифференцированный учет продаж по 10 отделам и 4 кассирам, имеют защиту от несанкционированного доступа к информации (механический ключ и программный код кассира), вычисляют процентные скидки и надбавки, сдачу, печатают подробные отче-П>1 для администрации по кассирам, секциям и т. д., имеют фискальную память.
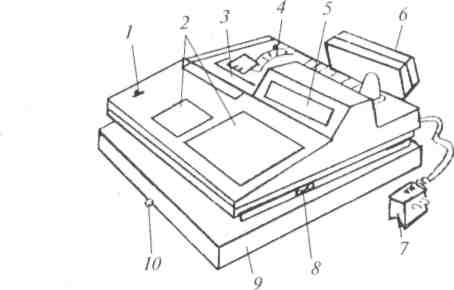
![]()
Рис. 13.2. Электронная контрольно-кассовая машина ЭКР-3101: / - замок для выбора рабочих режимов; 2 - клавиатура; 3 - печатающее устройство; 4 - замок (защелка) крышки печатающего устройства; 5- индикатор кассира; 6 - индикатор покупателя; 7 - вилка шнура питания • машины; 8 - переключатель сети; 9 - денежный ящик; 10 - аварийный замок денежного ящика
С
+
-
5
10
%
X
7
8
9
4
9
Почв
кц
4
5
6
3
8
Анн
Корр
1
2
3
2
7
ПИ
0
00
•
1
6
ИТ
Рис. 13.3. Клавиатура контрольно-кассовой машины ЭКР-3101: а - замок; б - функциональные клавиши; в - цифровые клавиши; г - секционные клавиши
Электронная контрольно-кассовая машина «Меркурий-112Ф»
может применяться на предприятиях торговли, питания и сферы услуг. Машина регистрирует проводимые через нее суммы, подсчитывает стоимость товара по стоимости одной его единицы и количеству, подсчитывает суммарную стоимость покупок и сдачу покупателю, фиксирует дату и время покупки, печатает соответствующие чеки по 99 секциям. Может работать в фискальном и нефискальном режимах.
Внешний вид аналогичен выше перечисленным ККМ. На клавиатуре (рис. 13.7) слева расположены цифровые клавиши от «1» до «9», «О»,«00», последняя из которых предназначена для ввода двух нулей (например, при вводе целых рублей).
Здесь же расположены следующие клавиши: «.» - положение десятичного знака при вводе количества товара и при умножении в режиме калькулятора; «В» -- возврат; «АН/ПАРОЛЬ» - аннулирование или выбор пароля; «С» - сброс (отменяет введенное число и снимает блокировки при ошибках).
В среднем ряду расположены клавиши секций 1-6, «КРД» (кредит) и «ЧЕК», а также «%» - ставка свободной скидки/надбавки; «КОД» - вызов товара по коду.
В правом ряду расположены функциональные клавиши: «ЧЛ» - перевод кассовой ленты; «П» - повтор чековой записи; «+», «-» - для сложения (вычитания) при расчетах на калькуляторе; проведения скидок/надбавок; для проведения внесений/выплат из кассы; «Х/ДАТА» - умножение, ввод даты и времени; «К» - включение/выключение калькулятора; «П.ИТОГ» - промежуточный итог; «ИТОГ» - окончательный итог.
Правила эксплуатации контрольно-кассовых машин. Ввод в эксплуатацию новых машин производит механик из организации, осуществляющей гарантийное и техническое обслуживание и ремонт данного оборудования.
При вводе в эксплуатацию должны присутствовать кассиры как материально ответственные лица. Механик по ремонту проверяет исправность машины, опробует ее, оформляет передачу машины в эксплуатацию и заполняет все необходимые данные в заводском паспорте. Кроме того, механик обязан опломбировать машину после установки фирменного клише.
В целях обеспечения безопасности работы кассира необходимо оборудовать его кабину устройством вызова охраны и администрации, а также предусмотреть аварийное освещение кассовой кабины.
Рабочее место кассира должно быть оборудовано так, чтобы исключить возможность соприкосновения работающих с токове-дущими частями, шинами заземления, батареями отопления, водопроводными трубами.
Включается машина через специальную розетку, которая должна быть заземлена. Нельзя включать машину без предохранителей. Перед включением машины в электросеть необходимо внимательно осмотреть вилку, шнур, розетку и убедиться в их исправности.
Следует помнить, что во время выдачи первого чека происходит выталкивание денежного ящика под действием пружины на 1/3 его длины.
Машина должна быть установлена на прочной ровной поверхности и не подвергаться различного рода вибрациям и ударам. Необходимо избегать попадания прямых лучей света на индикаторы машины.
Перед началом работы необходимо:
-
произвести внешний осмотр машины;
-
включить машинуустановить чековую ленту;
-
ввести текущую дату или подтвердить ее;
-
ввести текущее время или подтвердить его;
-
снять «Х-отчет» (отчет без гашения). Затем производится работа в режиме «Касса». По окончанш
работы печатается «Z-отчет» (отчет с гашением).
В конце рабочего дня кассир должен произвести межремонтное обслуживание машины и подготовить ее к следующему дню.
После .окончания работы необходимо отключить электропитание, вынув штепсельную вилку из розетки.
Запрещается производить техническое обслуживание машины, включенной в сеть электропитания.
На кассовую машину администрация предприятия заводит Книгу кассира-операциониста по форме № 24, которая должна быть прошнурована, пронумерована, скреплена подписями налогового инспектора, директора и бухгалтера предприятия, а также печатью предприятия.
Паспорт кассовой машины, Книга кассира-операциониста, акты и другие документы хранятся у директора предприятия, его заместителя или главного бухгалтера.
К работе на кассовой машине допускаются лица не моложе 18 лет, освоившие правила эксплуатации кассовых машин в объеме технического минимума. С лицами, допущенными к работе, заключается договор о материальной ответственности.
До включения кассовых машин в действие замок должен быть закрыт, а ключ храниться у директора предприятия. Ключи для перевода денежных счетчиков на нули передаются директором предприятия налоговой инспекции, где они хранятся в сейфах и выдаются по письменному распоряжению руководителя и главного бухгалтера этой организации специалисту или уполномоченному лицу для проведения проверок.
Перевод показаний суммирующих счетчиков на нули (гашение) может производиться при вводе в эксплуатацию новой машины и при инвентаризации, а при необходимости, в случае ремонта денежных счетчиков в мастерских, только по согласованию с Министерством по налогам и сборам Российской Федерации.
Перевод показаний суммирующих счетчиков, контрольных счетчиков до и после их перевода на нули оформляется актом по форме № 26 в двух экземплярах, один из которых как контрольный передается в контролирующую организацию, а второй остается на данном предприятии
Раздел 3 Тепловое оборудование
Тема 3.1. Основы теплотехники Теплопроводность.
Топливом называются углеродистые соединения, которые при сгорании выделяют большое количества тепла. Тепло - это вид энергии.
По физическому состоянию топливо подразделяется на твердое, жидкое и газообразное, а по происхождению на естественное и искусственное.
В табл. 14.1 приводится классификация топлива, используемого в народном хозяйстве России.
Топливо в том виде, в каком оно поступает к потребителю, называется рабочим топливом. Рабочее топливо состоит из различных (горючих и негорючих) элементов (углерод, водород, сера и т. д.). Процентное содержание каждого из элементов в 1 кг массы топлива называется элементарным составом рабочего топлива
Таблица 14.1. Классификация топливаТвердое
Жидкое
Газообразное
Естественное
Антрацит, каменные
и бурые угли, торф, дрова,
Нефть
Природный газ
сланцы
Искусственное
Древесный уголь, брике-
Светильный газ, газ
ты из отходов твердого
Мазут, соляровое мас-
коксовых печей, ко-
и жидкого топлива, тор-
ло, керосин, бензин,
лошниковый газ, гене-
фяной и каменноуголь-
газолин, спирт
раторный газ, пропан-
ный кокс, термоантрацит
бутановая смесь и др.
К горючим элементам топлива относится углерод, водород j и часть серы. Сера содержится в топливе в трех видах: органичес-1 кая Sop, колчеданная SK - в виде соединений с металлами (FeS2) '• и сульфатная Sc - в виде сульфатов (CaS04).
При сгорании серы образуется сернистый газ S02, который, взаимодействуя с парами воды Н20, образует сернистую кислоту, вызывающую разрушение металлических частей котельного агрегата и загрязняющую окружающую среду. Поэтому сера - нежела- 1 тельный элемент топлива.
Углерод - наиболее ценная горючая составляющая топлива. ! В топливе его содержится 82-90 % по массе; он обладает высокой теплотой сгорания. Водород также очень ценная составляющая, но 1 его в топливе мало - всего 11 - 12%.
Зола топлива представляет собой смесь негорючих минеральных соединений, которые остаются после сгорания топлива.
Кислород и азот составляют внутренний баланс топлива, а зола и влага - внешний баланс.
Основной характеристикой топлива является его теплота сгорания.
Теплота сгорания топлива - количество тепла, выделяющегося при полном сгорании 1 кг массы твердого или жидкого топлива либо 1 м3 газообразного топлива при нормальных физических условиях (давлении 760 мм рт. ст. и температуре 0 °С).
Теплота сгорания, в зависимости от того, до какой температуры охлаждаются образующиеся газообразные продукты сгорания топлива, может быть высшей или низшей.
Если продукты сгорания охлаждаются до температуры конден-сации содержащихся в них водяных паров (образовавшихся за счет испарения влаги топлива и сгорания водорода), то такое количест- 1 во тепла называется высшей теплотой сгорания.
{стационарном) тепловом режиме температура в каждой точке тела остается неизменной с течением времени.
При неустановившемся {нестационарном) тепловом режиме температура Если же продукты сгорания удаляются при температуре 100 °С и выше, то водяной пар не конденсируется, а такая теплота называется низшей теплотой сгорания.
Высшую теплоту сгорания топлива определяют лабораторным путем, сжигая топливо в калориметрах.
Теплота сгорания топлива колеблется в весьма широких пределах. Для каменных углей - 18-30 МДж/кг, для газа42 МДж/м3. Для сравнения энергетической ценности различных видов топлива введено понятие условного топлива, т.е. тако-М1, теплота сгорания которого составляет 29,3 МДж/кг.
Рассмотрим более подробно отдельные виды топлива, представленные в табл. 14.1.
По происхождению и геологическому возрасту каменные угли пенят па три основные группы: бурые угли, каменные угли и антрациты.
Бурые угли по геологическому возрасту являются наиболее молодыми. Их характерные признаки: повышенное содержание юлы, влаги, серы и большой выход летучих горючих. Они механически непрочны, их нельзя перевозить на дальние расстояния; при хранении выветриваются и самовозгораются. Используются как энергетическое топливо и сырье для химической промышленности.
Каменные угли древнее по геологическому возрасту, чем бурые; они более плотные, менее гигроскопичны и содержат меньшее количество летучих веществ. При хранении каменные угли не выветриваются и менее склонны к самовозгоранию. Получили широкое применение в теплоэнергетике, металлургии и коксохимической промышленности.
Антрацит является наиболее древним по геологическому возрасту. Содержание углерода в рабочей массе антрацита достигает 90 %.'Теплота его сгорания довольно большая и составляет 21 - 28 МДж/кг. Используется в основном для получения кокса - главного вида топлива металлургической промышленности.
Торф - это скопление остатков растений, подвергшихся неполному разложению при недостатке воздуха и большой влажности. Тепловые свойства торфа неодинаковы и определяются условиями его образования. Важнейшая составная часть торфа - углерод. От его содержания зависит теплота сгорания горючей части торфа. Применяется в твердотопливных аппаратах, в основном в местах добычи.
Древесное топливо - дрова и отходы деревообрабатывающих производств (опилки, горбыль, шпон). Древесина отличается небольшой зольностью и переменной влажностью, зависящей от породы древесины, возраста дерева, времени рубки и способа хранения. Теплота сгорания дров зависит от влажности и колеблется в очень больших пределах. Применяются для отопления зданий и различных бытовых нужд.
Сланцы - продукт разложения растительных и животных орга! низмов под водой без доступа воздуха. По своему химическому составу весьма разнообразны. Применяются на электростанциях и для получения бытового газа.
Жидкое топливо по сравнению с твердым имеет некоторые преимущества. Оно отличается простотой сжигания; в основном транспортируется перекачкой по трубопроводам, но при низких температурах грунта, в котором уложены трубопроводы. При этом в трубопроводах может создаваться весьма высокое давление, что приводит к разрыву труб и способно вызвать экологическую катастрофу. Поэтому трубопроводы для перекачки нефти стремятся прокладывать через южные регионы Российской Федерации, где среднегодовая температура воздуха и грунта более высокая.
Нефть является весьма ценным топливом. В сыром виде нефть не сжигается, а является сырьем для химической промышленности. При переработке нефти получают бензин, керосин, мазут, солярку, смолы и пр. В качестве энергетического топлива используется главным образом мазут. Бензин и солярку используют как топливо для двигателей внутреннего сгорания.
Газообразное топливо в силу своих положительных качеств находит все большее применение. Оно легко перемешивается с воздухом, сгорает без копоти и дыма, что позволяет его сжигать простейшими способами с высоким КПД. Природный газ можно использовать в том виде, в каком он выходит на поверхность земли, и транспортировать по трубопроводам к месту потребления на большие расстояния. Движение газа по трубопроводам осуществляют компрессорные станции, которые сжимают газ до давления 6-10 МПа. При этом температура газа резко возрастает, что приводит к нагреву труб, а иногда и их разрыву. Многие газовые магистрали прокладывают в грунтах с вечной мерзлотой. Поэтому во избежание прогрева грунта и, как следствие, его проседания газ после сжатия в компрессоре охлаждают, однако это приводит к увеличению его первоначальной себестоимости.
Основы теории теплопередачи и способы передачи тепла
Теплопередачей, или теорией теплообмена, называют учение о распространении тепла в различных средах и о переходе тепла от более нагретых тел к менее нагретым. Есть только одно направление потока тепла - от горячих тел к холодным.
Все процессы, протекающие в котельных агрегатах, турбинах, i ниденсаторах, тепловых аппаратах приготовления пищи, сопро-Нождаются теплообменом.
Различают три основных способа передачи тепла: теплопро-Иодность, конвекцию и излучение.
Теплопроводность - это передача тепла (тепловой энергии) при непосредственном соприкосновении отдельных частиц тела или Отдельных тел, имеющих различные температуры. Суть процесса состоит в том, что мельчайшие частицы тела с более высокой температурой имеют большую кинетическую энергию и при соприкосновении с частицами с меньшей температурой отдают свою шергию, а последние ее воспринимают. При этом никакого переноса массы вещества не происходит. В чистом виде теплопроводность может наблюдаться только в твердых телах.
Конвекция - перенос теплоты потоком жидкости или газа вследствие переноса массы вещества. Каждый элемент объема движущейся среды переносит теплоту при соприкосновении с нагре-ГОЙ поверхностью. В этом случае более нагретые частицы сталкиваются с менее нагретыми и отдают им часть своей энергии теплопроводностью. Передача тепла конвекцией в сочетании с теплопроводностью называется конвективной. Существует два вида конвекции: свободная (естественная), возникающая из-за разности плотностей среды, и вынужденная, возникающая под действием работы вентиляторов, насосов и т. д.
Излучение - процесс передачи тепла от одного тела к другому В виде лучистой энергии, которая, попадая на другие тела, частично или полностью поглощается этими телами и вызывает их нагрев. При этом присутствие физической среды необязательно. Излучение имеет электромагнитную природу, причем в вакууме энергия излучения распространяется со скоростью света.
В реальных условиях имеет место сложный теплообмен, при котором передача тепла осуществляется одновременно всеми тремя способами.
Теплообмен между телами может происходить при установившемся или неустановившемся тепловом режиме. При установившемся в каждой точке тела изменяется с течением времени. Процессы нагрева и охлаждения продуктов в тепловых апи холодильных камерах соответственно протекают при нестационарных режимах.
Конвективный теплообмен осуществляется между стенкой cocyl да и жидкостью (газом), омывающей эту стенку, при их непосредственном соприкосновении.
В зависимости от длины излучаемых волн проявляются раз-1 личные свойства лучистой энергии. В связи с этим различают лучи: рентгеновские, ультрафиолетовые, световые у-лучи, инфракрасные и т. д. В теплообмене большое значение имеют тепловые (инфракрасные) лучи.
Все тела при температурах, отличных от нуля, обладают способностью испускать, поглощать и отражать лучистую энергию. Тело может также пропускать через себя лучи, падающие на него от другого тела.
Лучистая энергия, падающая на тело, частично им поглощается, частично отражается от его поверхности, а частично пропускается телом на поверхность другого тела.
Для уменьшения потерь тепла боковыми поверхностями тепловых аппаратов в окружающую среду в жарочных, пекарских шкафах, в печах хлебопекарен и в другом оборудовании применяют экраны из алюминиевой фольги между внутренним и наружным коробом. В результате интенсивность лучистого теплообмена между этими поверхностями уменьшается в (я + 1) раз (я - количество экранов). Экраны способствуют повышению КПД теплового аппарата и снижению температуры на поверхности аппаратов до допустимы по стандартным нормам значениям.
Сложный теплообмен представляет собой совокупность одновременно протекающих процессов теплопроводности, конвективного переноса тепла и теплового излучения. Например, если рассматривать нагрев воды в кастрюле, стоящей на электроплите, то здесь имеет место передача тепла теплопроводностью, излучением и конвекцией.
При нагреве воды в котлах с промежуточным теплоносителем осуществляется передача тепла от пара пароводяной рубашки к воде, т. е. имеет место переход тепла через стенку котла. Интенсивность такого перехода тепла через стенку оценивается коэффициентом теплопередачи.
Коэффициентом теплопередачи называется количество тепла, передаваемое от одной среды к другой через единицу поверхности стенки в единицу времени при разности температур между средами в один градус При передаче теплоты от нагретой среды, например в жарочном шкафу, теплота передается к поверхности внутренней стенки конвекцией, затем теплопроводностью через все слои стенки и от последней наружной поверхности стенки - конвекцией к другой среде (воздуху), температура которого ниже, чем к температура греющей среды.
. Теплообменные аппараты
Теплообменный аппарат - устройство, в котором происходит передача тепла от одного теплоносителя к другому. Каждый тепло-иоменный аппарат должен обеспечивать передачу требуемого количества тепла, при этом один теплоноситель нагревается, а другой - охлаждается.
Теплообменные аппараты можно классифицировать по следующим признакам:
-
по способу передачи тепла от одного теплоносителя к другому различают теплообменные аппараты поверхностного типа (пищеварочные котлы, жаровни с косвенным обогревом и др.) и теплообменники смешения, т. е. непосредственного соприкосновения (пароварочные шкафы);
-
по виду теплоносителя различают парожидкостные теплообменные аппараты (теплообмен через стенку между паром и жидкостью происходит во всех аппаратах с паровым обогревом); жидкостно-жидкостные, когда оба теплоносителя являются жидкостями, и газожидкостные. К последним относятся газовые и огневые кипятильники;
-
по расположению поверхности нагрева - рубашечные, кожу-хотрубные, элементные однокорпусные, элементные многокорпусные, погружные, оросительные (рис. 14.1, а-е)\
-
по конфигурации поверхности нагрева - трубчатые горизонтальные, вертикально-кожухотрубные, змеевиковые, комбинированные, пластинчатые, ребристые, спиральные
В тепловой аппаратуре предприятий общественного питания наиболее распространены теплообменные аппараты поверхностного типа, в которых тепло от одного теплоносителя к другому передается через разделительную стенку. Поверхность, через кото Все большее применение находят также теплообменные аппараты смешения, в которых отсутствует разделительная стенка, а теплоноситель и термически обрабатываемый продукт имеют 1 непосредственный контакт. К таким аппаратам относят, как отмечалось, пароварочные шкафы. В рабочую камеру, куда загру- 1 жают продукт, подается водяной насыщенный пар; продукт нагревается и доводится до готовности, а пар охлаждается и конден-сируется.
Из поверхностных теплообменных аппаратов на предприятиях общественного питания чаще всего встречаются теплообменники рубашечного типа (у пищеварочных котлов, жаровен с косвенным I обогревом). Теплоноситель подается в рубашку - герметически j закрытое пространство, образуемое наружной поверхностью рабо- I чей камеры и внутренней поверхностью корпуса. Тепло передается от теплоносителя (водяного насыщенного пара, минерального масла и др.), имеющего более высокую температуру, через стенку термически обрабатываемому продукту
Широко применяются и поверхностные теплообменники змеевикового типа. Такие теплообменники установлены, например; в кофеварках «Омния-Люкс»
Теплоизоляционные материалы
Тепловая изоляция в тепловых аппаратах применяется для уменьшения потерь тепла аппаратами и снижения температуры облицовочных поверхностей, а в холодильной технике - для \м1'ньшения притока тепла в холодильные камеры, шкафы, при-1.ШКИ и т. д. Коэффициент теплопроводности теплоизоляции дол-i in быть в пределах 0,03-0,05 Вт/(мК), а объемная масса - 30- 150 кг/м3. Материалы должны иметь микропористую структуру I объемом пор 90-98 %. Кроме того, такие материалы должны быть устойчивы к увлажнению, достаточно прочными, морозостойкими, неподверженными поражению микроорганизмами и не Являться питательной средой для грызунов, не поглощать запахи, ,i штем их выделять, быть трудносгораемыми, а при воздействии открытого пламени не образовывать токсических веществ. Рыхлые изоляционные материалы с низкой объемной плотностью имеют лучшие теплоизоляционные свойства. Однако чем ниже Объемная плотность, тем менее термостойкими они являются. По->тому для тепловых аппаратов надо применять сравнительно плотные изоляционные материалы: шлаковату, стекловолокно, порошковообразный кизельгур, торф, войлок, альфоль, асботкнь, минеральную вату и др. В холодильной технике широко применяются гакие материалы, как шлаковата, пенополистерол, полиуретан, пенобетон, минеральные плиты на битумной основе (минеральная пробка), мипора, керамзит, древесно-волокнистые плиты и др.
Пенополистерол ПС-БС выпускают в виде плит или фасонных изделий, например полуцилиндров и сегментов, используемых для теплоизоляции холодильных трубопроводов и аппаратов. Материал изготавлиЕшют на основе сырья синтетического происхождения. Он обладает многими ценными свойствами: малой объемной массой, высокой прочностью, низкой теплопроводностью и паропро-пицаемостью, незначительным увлажнением при контакте с водой, морозостойкостью - все это делает его одним из лучших материалов для низкотемпературной теплоизоляции. Материал легко обрабатывается и распиливается подлине и толщине. Пенобетон - камневидный пористый материал, выпускающийся в виде плит и блоков различной объемной массы. Его изготавливают на основе цемента. Материал паропроницаем и легко увлажняется.
Керамзит - зернистый засыпной материал с максимальным размером частиц овальной и круглой формы 5- 50 мм; получается путем формовки и обжига глины. В зависимости от размера зерен меняются его объемная масса и коэффициент теплопроводности.
Перспективным материалом для теплоизоляции холодильни-1 ков являются органические искусственные материалы - пенопласты, поропласты, получаемые путем вспенивания синтетических смол. В качестве пенообразователя применяют бикарбонат натрия, карбонат аммония, хлористый метилен, хладоны.
В данное время применяют пенопласт рипор, который наносят на трубопроводы и строительные конструкции путем заливки и напыления. Напыление смеси производят пистолетом-распылителем. Объем исходной смеси при этом увеличивается в 30-35 раз. Это позволяет получать изоляционные конструкции из готовых плит и выполнять их на месте производства работ путем заливки жидких компонентов материала в изолируемую полость, например между наружными и внутренними ограждениями стен.
Возможно и напыление исходных жидких материалов на поверхность изолируемых конструкций, где они самопроизвольно вспениваются и затвердевают. Это позволяет получать бесшовную однослойную теплоизоляционную конструкцию любой заданной толщины с минимальным количеством крепежных деталей, так как теплоизоляционный слой имеет высокие прочностные показатели и прекрасное сцепление (адгезию) со строительными конструкциями.
Технология изготовления пенополиуретана позволяет заполнять его поры малотеплопроводными газами (например, хладонами), теплопроводность которых меньше, чем у воздуха. Коэффициент теплопроводности хладононаполненных пенополиуретанов составляет 0,02 ВтДмК).
Замена минерального волокна на вспененный полиуретан и стирол снижает удельное энергопотребление на 20-30 %. Наряду с вспенивающимся пенополиуретаном применяют формальде-гидно-мочевинный пенопласт (ФМП) «Пиатерм» (мипора). ФМП изготавливают путем смешивания жидких компонентов, в результате чего образуется стабильная пена, в которую впрыскивается эмульсия смолы. В жидкотекучем состоянии пена подается в заполняемое пространство, где затем затвердевает.
Ввиду того что трубопроводы холодильных установок имеют низкую температуру, они увлажняются водяными парами из воздуха, что вызывает их коррозию. Для зашиты теплоизоляции от увлажнения применяют паро- и гидроизоляционные материалы: битумы, толь, рубероид, гидроизол, пергамин и др.
Теплоносители
Нее теплоносители, используемые на предприятиях обще-i iпсиного питания, в зависимости от класса оборудования могут iii.i 11. подразделены на три следующие группы:
-
теплоносители для непосредственного контакта с пищевыми продуктами - вода, водяной пар, жир, влажный воздух;
-
теплоносители для обогрева пищевых продуктов через поверхность нагрева - вода, водяной пар, продукты сгорания топлива;
-
так называемые промежуточные теплоносители, служащие для передачи теплоты от источника тепла (газовых горелок, электронагревательных элементов и т. п.) к пищевым продуктам, - вода, водяной пар, высокотемпературные органические теплоносители (ВОТ), минеральные масла и др.
С точки зрения технической и экономической целесообразности применения промежуточные теплоносители должны иметь большую Геплоту парообразования, малую вязкость, высокие температуры при малых давлениях и возможность регулирования температуры, а также Выть дешевыми и доступными и не вызывать коррозию оборудования, что приводит к снижению эксплуатационных расходов.
Водяной пар как теплоноситель находит большое распространение вследствие высокого коэффициента теплоотдачи при компенсации и большой теплоты парообразования. Кроме того, постоянная температура конденсации при заданном давлении дает возможность поддерживать постоянный температурный режим.
Пар получают при испарении и кипении воды. Испарение происходит с поверхности воды; его интенсивность возрастает с увеличением температуры воды и уменьшением влажности воздуха. 11ри определенной температуре воды парообразование происходит по всей ее массе. Этот процесс называется кипением, а температура, при которой происходит парообразование по всей массе, - температурой кипения. В процессе кипения температуры воды и пара одинаковы. Температура кипения воды зависит от давления: с увеличением давления температура повышается.
Различают пар насыщенный и перегретый. Насыщенный пар может быть сухим и влажным.
Сухим насыщенным паром называется пар, который при температуре насыщения (кипения) не содержит капелек жидкости. Он не устойчив, так как при незначительном охлаждении превращается во влажный пар, а при нагревании при постоянном давлении - в перегретый.
Влажным насыщенным паром называется пар, содержащий в своем составе капельки жидкости. Он характеризуется степенью сухости. Степень сухости - отношение массы сухой части насы щенного пара к общей массе данного насыщенного пара.Влажность пара - отношение массы капелек жидкости к об щей массе пара.
В качестве промежуточных теплоносителей при нагреве до вы сокой температуры (выпечка, жарка) используются так называемые высокотемпературные органические теплоносители, к кото- j рым относятся дифенильная смесь и диарилметаны: дитолилметай (ДТМ) и дикумилметан (ДКМ).
Минеральные масла - темные или светло-коричневые жидкости, не имеющие запаха, являющиеся продуктами переработки нефти и применяющиеся в качестве теплоносителей в некоторых аппаратах. Это такие масла, как вапор-Т, компрессионные, цилиндровые и др. Температура кипения минеральных масел находится в пределах от 250 до 300 °С, и в тепловых аппаратах они находятся только в однофазном (жидком) состоянии. К недостаткам минеральных масел относятся значительное возрастание вязкости при длительном использовании и разложение под действием температуры, что приводит к образованию на поверхности нагрева пленки, ухудшающей теплообмен. Интенсивность теплоотдачи от масла к стенке в 4-6 раз ниже, чем от конденсирующихся водяных паров. Чтобы размеры теплового аппарата не были слишком велики по сравнению с аппаратами, обогреваемыми водяным паром, рубашку масляного аппарата заполняют почти полностью. Значительное количество масла в рубашке теплового аппарата увеличивает его инерционность и снижает КПД.
Выбор того или иного вида теплоносителя в тепловом аппарате осуществляется на основе технической и экономической целесообразности. Техническая целесообразность определяется размерами аппарата, возможностью автоматизации процесса нагрева, диапазоном регулирования мощности, скоростью нагрева, безопасностью работы аппарата, КПД, простотой обслуживания и ремонта аппарата Экономическая целесообразность определяется дешевизной и доступностью теплоносителя, его нейтральностью к металлам и продуктам, долгосрочностью работы без изменения физико-химических свойств, низкими эксплуатационными расходами.
В конечном итоге окончательный выбор теплоносителя зависит от целевого назначения теплового аппарата, условий его эксплуатации, надежности и профессионального уровня обслуживающего персонала.
Тема3.2.Теплогенерирующие устройства
Классификация теплогенерирующих устройств и особенности их конструкций
Источниками тепловой энергии, широко применяемой Ни предприятиях общественного питания как Российской Федерации, так и всего мира, являются: химическая энергия топлива, электрическая энергия, а также энергия, выделяемая при изменении агрегатного состояния вещества (водяной пар). Преобразование названных видов энергии в тепловую осуществляется в теплогенерирующих устройствах (ТУ), которые являются основными элементами тепловых аппаратов. ТУ определяют прежде всего размеры теплового аппарата; от них зависит надежность и долговечность, производительность, эффективность, условия труда и безопасность жизнедеятельности. Классификация теплогенерирующих устройств приведена втабл. 15.1.
Электронагреватели, греющей средой которых является жидкость (электролит), используют в электродных пищеварочных кот-пах. Электролит - вещество, которое ионизируется в растворителе, создавая электропроводящую среду. В пищеварочных котлах имеется камера, заполненная водным раствором соды (электроплит), и два электрода. При включении электродов в электрическую цепь положительные и отрицательные ионы начинают поляризоваться и двигаться к противоположно заряженным электродам. Ионы при этом ускоряются приложенным к электродам электрическим полем. При движении ионов в растворе возникают силы трения, а поскольку количество ионов в растворе велико, то возникающие силы трения переходят в тепло и нагревают раствор. Электроды выполняются в виде пластин прямоугольной формы. Интенсивность нагрева среды зависит от площади поверхности погружения электродов в электролит, расстояния между электродами, удельного сопротивления электролита и силы тока между электродами. Нагреватели на базе электродов отличаются от других видов нагревателей простотой конструкции, долговечностью и высокой надежностью в случае снижения уровня электролита В камере нагрева. Наряду с основными электродами иностранные фирмы устанавливают в камере котла еще два вспомогательных электрода, которые осуществляют нагрев в режиме «тихого кипения». В отечественном оборудовании, применяемом на предприятиях общественного питания, жидкостные электронагреватели не применяются.
Классификация теплогенерирующих устройств
Вид энергии,
преобразуемой
в тепловую
Виды
теплогенерирующих
устройств
Типы
теплогенерирующих
устройств
Топки - слоевые, камерные, шахтные
Газоходы, теплообменники газ-газ, газ-жидкость, газ-твердое тело - за счет излучения и передачи тепла через стенку
Поверхностные теплообменники
Пластинчатые, пластинчато-ребристые, трубчатые - за счет передачи тепла через стенку
Теплообменники смешения
Непосредственная подача пара в обогреваемую среду
Нагрев электрическим током
Нагрев током при его прохождении через жидкости и металлические проводники
Инфракрасный нагрев (ИК-нагрев)
Нагрев лучистым потоком, излучаемым ИК-нагревателем
СВЧ-нагрсв
Нагрев за счет поворота диполей (полярных молекул продукта) электрическим полем, генерируемым магнетроном
ТВЧ-нагрев Нагрев металлов вихревыми токами, генерируемыми индуктором
Электронагреватели с металлическим сопротивлением по конструктивному оформлению делятся на открытые, закрытые (с доступом воздуха к спирали) и герметически закрытые (без доступа воздуха к спирали).
К открытым электронагревателям относится спираль, уложенная в канавки керамических плиток, подвешенная на фарфоровых изоляторах или заключенная в керамические бусы. Основной вид передачи теплоты от спирали к нагреваемой среде - излучение К достоинствам открытых нагревателей относятся простота, удобство замены спирали, малая тепловая инерция, иысокий КПД.
Недостатки: малый срок службы из-за возможного попадания костей на поверхность и постоянного контакта с кислородом mnivxa; возможность внешнего механического повреждения и межвитковых замыканий при удлинении спирали в нагретом состоянии; повышенная опасность поражения током и пожароопасна. Отмеченные недостатки настолько серьезны, что именно ним не позволяют использовать открытые нагреватели в тепловом
оборудовании.
Закрытые электронагреватели представляют собой спираль, запрессованную в электроизоляционный материал, имеющий высокую теплопроводность. Конфорки, отлитые из серого чугуна, с внутренней стороны имеют спирально расположенные i .шалы. В эти каналы и запрессовывается спираль с диэлектрической массой. Спираль изготовлена из нихромовой проволоки. Корпус конфорки защищает спираль от механических повреждений, по не защищает от доступа воздуха. Такие электронагреватели применяются в конфорках электроплит.
Достоинством закрытых нагревательных элементов являются их высокая надежность и долговечность по сравнению с открытыми нагревателями.
Недостатки: быстрый перегрев поверхности конфорки и ее коробление при снятой наплитной посуде; необходимость использования посуды только с утолщенным дном для обеспечения хорошего контакта с поверхностью конфорки; постоянный контакт спирали с кислородом воздуха, что приводит к уменьшению диаметра спирали нихромовой проволоки и снижению рабочего ресурса.
К герметически закрытым электронагревателям относятся тэны (трубчатые электронагреватели) и рэны (ребристые электронагреватели). Этот тип нагревателей наиболее широко применяется в тепловом оборудовании предприятий общественного питания.
Рэны отличаются от тэнов только наличием наружного оребрения, которое позволяет увеличить количество тепла, передаваемого с поверхности рэна нагреваемой среде. Их применяют в тепловых пекарских шкафах.
Тэны в зависимости от вида нагреваемой среды подразделяются на воздушные, водяные и масляные и должны эксплуатироваться только в той среде, для которой они предназначены. По сравнению с открытыми и закрытыми электронагревателями тэны имеют следующие преимущества: большой срок службы (до 10 000 ч); высокую защищенность спирали; удобство монтажа и замены; возможность изготовления сложной геометрической формы.
Недостатки: сложная технология изготовления и невозможность проведения ремонта тэнов.
Инфракрасный нагрев (ИК-нагрев) осуществляется ИК-генераторами. В зависимости от длины волны ИК-генераторы делятся на «светлые» (в спектре которых имеется видимое излучение) и «темные».
К «светлому» типу генераторов относятся кварцевые инфракрасные излучатели с йодным наполнителем марки КИ и КИО. В генераторах типа КИ (кварцевый излучатель) телом накала служит вольфрамовая проволока, которая находится в кварцевой герметичной трубе и нагревается до температуры 2100-2500 °С. Имеются ИК-нагреватели, у которых хромоникелевая спираль помещена в негерметичную кварцевую трубку. Температура нагрева спирали составляет 1050-1300 °С. Срок службы ИК-нагревателей до 5000 ч.
К «темным» относят излучатели, не содержащие видимого излучения, температура нагрева которых составляет 400-750 °С. Это тэны и силитовые электронагреватели (тэны). Тэны изготовляют как открытого типа, так и закрытые. Спираль может располагаться как снаружи, так и внутри керамической трубки. От места |им положения спирали зависит спектр излучения. Так, при расположении спирали на поверхности керамической трубки спектр изучения будет бихроматическим (двойным) и складываться из самой спирали и спектра электромагнитных волн, излучаемых нагретой трубкой.
Источником СВЧ-нагрева являются магнетроны, преобразующие электрическую энергию в высокочастотное электрическое Воле. Для предприятий общественного питания принята частота критического поля 2375- 2450 МГц. Принцип работы СВЧ-аппарата: магнетрон, создавая электрическое поле, направляет его по волноводу в рабочую камеру, где размещен продукт, содержащий пп чу (вода является диполем, так как молекула воды состоит из положительных и отрицательных зарядов). Воздействие внешнего электрического поля на продукт приводит к тому, что диполи начинают поляризоваться, т. е. поворачиваться. При повороте диполей возникают силы трения, которые превращаются в тепло. Поскольку поляризация диполей происходит по всему объему продукта, вызывая его нагрев, этот вид нагрева также называют объемным. СВЧ-нагрев называют еще и микроволновым, имея в виду короткую длину электромагнитных волн.
Основное преимущество СВЧ-нагрева - быстрота приготовления пищи при полном сохранении пищевой и биологической ценности продукта. СВЧ-аппарат имеет высокий КПД и не оказывает отрицательных воздействий на окружающую среду.
Недостатки: неоднозначность в определении времени при приготовлении сложных блюд с различным содержанием влаги каждого из компонентов, а также отсутствие на поверхности продукта поджаристой корочки в процессе приготовления. Отечественная промышленность выпускает СВЧ-аппараты типа «Электроника».
ТВЧ-нагрев. Принцип его работы заключается в следующем. Промышленный ток частотой 50 Гц посредством трансформаторного блока преобразуется в ток высокой частоты (20-40 кГц), создающий в индукторе переменное магнитное поле. Сверху на индукторе размещают наплитную посуду с утолщенным дном из металла (сковорода, чайник и т. д.). Магнитное поле индуктора вызывает в дне наплитной посуды индуктированные токи (их называют также вихревыми или токами Фуко), которые и нагревают дно посуды. Тепло теплопроводностью или конвекцией передается содержимому наплитной посудыДостоинствами индукционных нагревателей являются их вь сокая эффективность (КПД достигает 80 %), надежность, безопас ность, а также полная автоматизация работы конфорки. Особен и широко индукционный нагрев применяется в бытовых электроки пятильниках типа «Тефаль
Газовые горелки
15.2.1. Классификация и типы газовых горелок
Газовые горелки - теплогенерирующие устройства, служащие для превращения химической энергии газообразного топлива в тепловую, для образования горючей газовоздушной смеси и обеспечения ее равномерного сгорания.
В зависимости от способа смешения газа с воздухом горелки подразделяются на две основные группы: внешнего смешения (диффузионные) и внутреннего смешения (инжекционные).
Наряду с горелками, предназначенными только для сжигания газа, существуют еще комбинированные горелки для различных видов топлива (твердого, жидкого, газообразного).
Диффузионные горелки бывают с естественной и искусственной (принудительной) подачей воздуха. В первых воздух подается из окружающей среды, а во вторых - вентилятором. В этих горелках газ смешивается с воздухом в камере сгорания за счет диффузии. Газ, выходящий из отверстия горелки, создает разрежение и способствует поступлению воздуха из окружающей среды. Строение пламени представляет собой конус в виде удлиненного факела. Смешение газа с воздухом происходит на поверхности факела, а внутри факела находится газ (практически чистый углерод), не участвующий в процессе горения. При этом во время сгорания образуется высокое пламя соломенного цвета, которое горит с потрескиванием и с проблесками. Происходит химическая неполнота сгорания газа, меньше выделяется тепла, больше - вредных веществ. Длинный факел требует определенной высоты камеры сгорания. Поэтому диффузионные горелки практически не применяются.
Инжекционные горелки являются горелками внутреннего смешивания с естественной и принудительной подачей воздуха. В них воздух засасывается (инжектируется) из атмосферы струей газа, вытекающего из сопла, перед которым он имеет определен
Ное давление. Газ с избыточным давлением (1,0-1,5 кПа) выходит из| сопла в смеситель, подсасывает в него определенное количество воздуха из окружающей среды и смешивается с ним. Подсасываемый воздух называется первичным и его количество составляет от 30 10 70 % необходимого для полного сгорания газа. Недостающее количество воздуха, так называемый вторичный воздух, поступает в камеру сгорания вследствие разрежения в ней.
Преимущество инжекционных газовых горелок в простоте изготовления и обслуживания. Они не требуют дополнительного расхода энергии для подачи воздуха, пламя у них сравнительно более короткое, а температура горения газа более высокая, чем у диффузионных горелок. Это позволяет применять их для обогрева наплитной посуды открытым пламенем. К достоинствам инжекционных горелок можно отнести способность сохранять пропорциональность газа и воздуха при изменении подачи газа в горелку. Инжекционные Горелки работают с высоким КПД как при изменении давления газа В сети, так и при регулировании теплового режима.
Количество первичного воздуха зависит от давления газа, поступающего к соплу: если давление газа растет, то и количество первичного воздуха возрастает; оно может оказаться достаточным для полного сгорания топлива, и поступления вторичного воздуха не потребуется. Это имеет место в беспламенных инжекционных горелках , в которых горение протекает без видимого пламени
Устройство инжекционной газовой горелки. Горелка состоит из следующих основных частей: газового сопла /, смесив тельной трубки, в свою очередь состоящей из смесителя-инжектора цилиндрической части; диффузора ; насадки и регулятор; подачи первичного воздуха.
Газовое сопло характеризуется размером диаметра, который должен быть в строгом соответствии с расчетными данными, так как от диаметра зависит тепловая производительность горелки Диаметр сопла придает вытекающей струе газа определенную форму и направление. На выходе из сопла потенциальная энергия (статическое давление) газа переходит в кинетическую энергию. Чем больше кинетическая энергия газа на выходе из сопла, тем больше разрежение в смесителе-инжекторе и доля первичного воздуха.
Смеситель-инжектор горелки, выполненный в виде конуса,' служит для смешивания газа с первичным воздухом, т. е. для получения однородной газовоздушной смеси. Сужение конуса способствует ускорению газовой струи, вытекающей из сопла, что обеспечивает устойчивый подсос первичного воздуха.
Цилиндрическая часть горелки служит для смешивания потоков и выравнивания скоростей движения газа и воздуха.
Диффузор предназначен для перехода кинетической энергии смеси в статическое давление, что необходимо для преодоления сопротивления на выходе из насадки.
Регулятор подачи первичного воздуха (воздушно-регулировочная шайба) позволяет изменять количество первичного воздуха, поступающего в смеситель-инжектор.
Насадка горелки предназначена для равномерной подачи газовоздушной смеси к выходным отверстиям. Насадка может иметь различную форму; ее конфигурация, как правило, соответствует форме обогреваемой поверхности или размерам топки, что в основном и определяет название горелки (трубчатые, факельные, кольцевые, конфорочные и беспламенные).
У трубчатой горелки насадка в виде трубки с отверстиями. Применяется, например, у горелок жарочных шкафов бытовых плит. У кольцевых (разновидность трубчатых) горелок трубчатая насадка в виде окружности с радиальными ответвлениями, например у кипятильников и водонагревателей. Расположение отверстий по окружности насадки позволяет равномерно распределить тепло в объеме топки, а большое количество отверстий дает возможность получения факела малой высоты.
Факельные горелки имеют насадку в виде цилиндра с конусом на конце, применяются для газификации газотопливных плит. Конфорочные горелки (с рассекателем для вторичного воздуха) применяются для обогрева конфорок .новых плит.
Все более широко применяются беспламенные
инжекционные горелки, у которых в отличие от факельных газ слоем на
поверхности излучающей насадки. Такое сжигание возможно благодаря
тому, что в качеств первичного воздуха у беспламенных горелок
инжектируется воздух, необходимый для сгорания газа.
В беспламенных горелках вместо керамических насадок могут использоваться насадки из металлической сетки, выполненной из жаропрочного металла, например нихрома.
Преимуществами таких горелок по сравнению с факельными являются лучшее сгорание газа, меньшее выделение вредных веществ и возможность установки в камерах сгорания малой высоты. Недостатки: высокая чувствительность к изменениям параметров горючего газа и потеря устойчивости в процессе работы при изменении давления газа перед соплом.
В комбинированных горелках возможно поочередное сжигание нескольких видов топлива. Существуют горелки, рассчитанные на сжигание всех трех видов топлива - твердого, жидкого и газообразного. Более широкое распространение получили пылегазовые (мелкоизмельченное твердое топливо) и газомазутные горелки. Некоторые конструкции комбинированных горелок допускают совместное сжигание двух видов топлива.
Условия устойчивой работы горелок
Устойчивость горения - существенный фактор, определяющий надежность работы газовых горелок
В практике сжигания газа часто приходится сталкиваться с нарушением устойчивой работы горелок, вызываемым либо отрывом пламени от насадки горелки, либо проскоком пламени в ее смесительную часть.
Пламя сохраняет устойчивость, т. е. остается неподвижным относительно насадки горелки, в тех случаях, когда в зоне горения устанавливается равновесие между стремлением пламени продвинуться навстречу потоку газовоздушной смеси и стремлением потока отбросить пламя от горелки. Однако такое равновесие наблюдается в очень узком диапазоне скоростей выхода газовоздушной смеси из горелки.
Отрыв пламени возникает, когда скорость истечения газовоз-] душной смеси превосходит скорость распространения пламени,; и оно, отрываясь от горелки, полностью или частично гаснет. От-рыв пламени может происходить при розжиге или выключении I" юк, а во время работы - из-за быстрого изменения нагрузки ИЛИ при чрезмерном увеличении разрежения втопке и может иметь Место у всех типов горелок.
Отрыв пламени может привести к загазованности топки и га-плодов, а также к накоплению в помещении газов. Это может пов-Мечь за собой взрыв в топочной камере или в газоходах с последующими серьезными разрушениями.
Проскок пламени (обратный удар) - проникновение пламени внутрь горелки. Имеет место, когда скорость истечения газовоз-|\шной смеси из горелки меньше скорости распространения пламени. Чаще всего проскок происходит при неправильном зажигании и выключении горелки, а также при быстром снижении ее производительности. В результате проскока может произойти перегрев горелки или «хлопок» внутри нее, а также прекращение горения и загазованность помещения. Проскок пламени может быть только у инжекционных горелок.
Таким образом, область устойчивого горения газа в горелке располагается между кривыми проскока и отрыва.
«Хлопок» - мгновенное сгорание оставшейся после выключения в смесителе газовоздушной смеси, движение которой прекратилось в момент прекращения подачи газа. «Хлопок» вредно влияет на состояние газовых горелок, нарушает герметичность соединений газопровода и в особенности крана, перекрывающего доступ газа к горелке.
Отсутствие стандартов на газовые горелки делает необходимым оценивать их качество по определенным предъявляемым к ним требованиям, которые сводятся к следующему:
-
горелки должны обеспечивать полное сжигание газа при минимальном избытке воздуха;
-
горелки должны работать устойчиво (без отрыва и проскока пламени) в необходимом диапазоне изменения теплопроизводительности;
-
конструкция горелки и ее компоновка должны полностью предохранять от перегрева и обгорания деталей;
-
потеря напора в горелке по воздушному и газовому (для низкого давления) трактам должна быть минимальной;
-
при работе горелки на двух видах топлива оба топлива при раздельном их сжигании должны использоваться с максимальной эффективностью, а переход с одного топлива на другое осуществляться в короткий срок;
-
горелки должны быть просты в изготовлении, надежны и бе зопасны в эксплуатации, а также удобны для ремонта и осмотра.
-
Правила эксплуатации газовых горелок. К эксплуатации газовых аппаратов допускаются только лица, прошедшие инструктаж по эксплуатации газовых аппаратов.
-
Перед началом работы необходимо проверить наличие тЯги, для чего нужно поднести к смотровому отверстию лоскуток тонкой бумаги или материи. Если лоскуток притягивается к отверстию, то значит есть тяга и работать на аппарате можно, если тяга отсутствует, работать' запрещается, поскольку это может быть причиной отравления персонала продуктами сгорания газа. Категорически запрещается определять наличие тяги с помощью горящих предметов, так как при утечке газа это может быть причиной взрыва. Затем открывают общий кран на газопроводе, с помощью регулятора перекрывают подачу первичного воздуха и подносят источник пламени к стационарному запальнику. Открывают кран горелки, и она воспламеняется от запальника. С помощью регулятора подачи первичного воздуха «устанавливают» пламя. Пламя должно гореть без шума, быть фиолетового цвета, без проблесков, не должно отрываться от горелки и не проскакивать внутрь нее.
-
Если на аппарате нет газовой автоматики безопасности, то нельзя оставлять аппарат без присмотра.
-
По окончании работы сначала перекрывают подачу первичного воздуха (чтобы не было «хлопка»), закрывают кран горелки и об- I щий кран на газопроводе.
-
Автоматика газовых аппаратов
-
Автоматика газовых технологических аппаратов должна обеспечивать безопасность их эксплуатации и регулирование теплового режима. Объектами контроля безопасности эксплуатации явля- 1 ются: наличие пламени запальной свечи, наличие тяги в дымоходе, геометрическое положение аппаратов, имеющих поворотные приспособления, и т. д.
Объектами регулирования теплового режима являются: давление в пароводяной рубашке аппарата, температура в рабочем объеме и т. д. В настоящее время для газовых тепловых аппаратов применяется мембранно-импульсная автоматика (пневмоавтоматика), в частности комбинированная автоматика регулирования и безопасности (АРБ). АРБ разработана лабораторией газового оборудования и автоматики ВНИИторгмаша. По линии защиты автоматика Является многоканальной, т. е. контролирует пламя, тягу, положение аппарата и другие факторы, и не имеет электрических цепей, по пому на сегодня она более совершенна.
На газопроводе перед горелкой устанавливаются клапаны-отсекатели блока защиты и регулирования. К верхней части клапана присоединены реле-инверторы.
Около запальной свечи установлен датчик пламени, на патрубке отходящих газов - датчик тяги, на поворотном устройстве - датчик поворота, на пароводяной рубашке - датчик регулирования. Датчики связаны с реле-инверторами латунными импульсными трубками диаметром З мм.
В АРБ предусмотрены допусковое, пусковое и рабочее положения, а также срабатывание на отключение и защита от «сухого хода».
На отключение автоматика срабатывает, если, допустим, прекратилась подача газа и, как следствие, горелка и запальная свеча Гаснут. Для этого в АРБ предусмотрены специальные клапаны, ко-юрые, срабатывая, перекроют доступ газа к крану и горелке. Автоматика исключает возможность поступления газа в камеру сгорания при его появлении в сети после перерыва. Время срабатывания 30 с.
Защита от «сухого хода». При недостаточном уровне воды в пароводяной рубашке давление паров может достигнуть недопустимо высоких значений. Чтобы исключить непредвиденные явления, автоматика срабатывает и отключает подачу газа к горелке следующим образом. Если давление пара в рубашке будет выше нормы, то его воздействие на мембрану вызовет перемещение клапана-золотника, сжатие пружины и открытие отверстия «С». Газ из объема, расположенного слева по отношению к мембране, через отверстие «С» поступает в трубку, соединенную с атмосферой. Давление газа над мембранами упадет до атмосферного. Далее автоматика безопасности сработает так же, как при внезапном прекращении газа.
15.4. Электрические нагревательные элементы
Электрические нагревательные элементы - теплогенерирующие устройства, преобразующие электрическую энергию в тепловую. Электронагреватели являются рабочими органами тепловых аппаратов. На предприятиях общественного питания в настоящее время наибольшее распространение получило оборудование с электрическим обогревом. Использование оборудования с электрообогревом дает значительные преимущества перед газовым и огневым обогревом, так как позволяет:
• повысить производительность труда;
-
осуществить полную автоматизацию работы теплового оборудования;
-
осуществлять регулирование температуры нагрева продукта в широких пределах;
-
создавать хорошие санитарно-гигиенические условия для обслуживающего персонала;
-
использовать оборудование с высоким КПД;
-
снижать расходы на профилактическое обслуживание и ремонт оборудования;
-
понижать вероятность взрыво- и пожароопасности самого предприятия.
Преобразование электрической энергии в тепловую может осуществляться одним из трех способов.
В отечественном оборудовании предприятий общественного питания основным электронагревателем является электронагреватель с металлическим сопротивлением. По конструктивному исполнению такие электронагреватели подразделяются на открытые, закрытые, но с доступом воздуха и герметичные (без доступа воз- ; духа). Недостаток, а поэтому достаточно ограниченное применение открытых и закрытых нагревателей в тепловых аппаратах, заключается во взаимодействии нагретых спиралей с кислородом воздуха, что вызывает окисление спирали (ее медленное сгорание) при высоких температурах и ограниченный срок службы. Поэтому I наибольшее применение среди электронагревателей нашли герметичные электронагреватели.
К герметичным электронагревателям относятся: трубчатые (тэны) и ребристые (рэны) электронагреватели.
Тэны и рэны имеют одинаковое устройство, отличие только в том, что рэн имеет большую наружную поверхность по сравнению с тэном за счет ребер, накатанных из тела самой трубки. Развитая наружная поверхность рэна позволяет значительно уменьшить его удельную поверхностную мощность по сравнению с таким же показателем тэна при условии одинаковой мощности них-ромовых спиралей. Изменяя наружную поверхность рэна путем накатки ребер различной высоты и шага, можно получать различную удельную поверхностную мощность при одной и той же мощИости спирали и, соответственно, различные значения температур м,| поверхности рэна.
Малая удельная поверхностная мощность рэнов (при большой Мощности спирали) позволяет использовать их для нагрева сред и условиях естественной конвекции без опасения перегрева и перегорания спирали.
К недостаткам рэнов следует отнести трудности изготовления различных конфигураций, что значительно сокращает область их применения в различных видах тепловых аппаратов.
Тэны могут иметь различную конфигурацию
Спирали тэнов изготовляют из сплава никеля с хромом (нихромы), а также из железохромалюминиевых сплавов (фехрали). Концы спирали плотно навивают на контактные стержни из малоуглеро-листой или нержавеющей стали. Для предотвращения проникновения влаги внутрь трубки торцы тэнов обрабатывают герметиком.
Лучшим материалом для спиралей является нихром, так как он допускает высокие температуры нагрева и механически прочен В нагретом и коллоидном состоянии. Температура его плавления 1340-1420 °С. Стойкость нихромов к высокой температуре объясняется тем, что температурный коэффициент линейного расширения сплава и его оксидных пленок одинаков. Поэтому при нагреве нихрома оксидная пленка не растрескивается. Однако при резких изменениях температуры из-за частого включения и выключения аппаратов пленка может растрескиваться, поскольку она быстрее охлаждается и медленнее нагревается, чем нихромовая спиральв образовавшиеся микротрещины попадает кислород. Кислород выделяется из периклаза, засыпаемого в трубку в качестве электроизолятора, в процессе его нагрева.
В качестве электроизоляторов используется не только пе-риклаз, но и кварцевый песок, шамот и т. п. Изоляционные материалы должны обладать большим удельным сопротивлением, высокой теплопроводностью, не вступать в химические реакции с нагревательным элементом, иметь низкую влагопоглошаемость, быть механически прочными.
Периклаз - кристаллический порошок плавленой окиси магния с содержанием последнего до 96 %. Его получают путем плавления в электродуговых печах увлажненной магнезии.
Кварцевый песок по химическому составу представляет собой почти чистую окись кремния (98-99 %).
Шамот - прокаленная и измельченная огнеупорная глина. Тэны изготавливаются различных видов в зависимости от вида теплового оборудования (котлы с промежуточным обогревом, водонагреватели, кипятильники, жарочные и пекарные шкафы, фритюрницы и др.), а именно:
-
для нагрева воды, растворов шелочей;
-
нагрева воздуха и газовых смесей;
-
нагрева масла, жира.
Вид нагреваемой среды, температура нагрева, химическая активность среды по отношению к поверхности тэна определяют материал, конфигурацию и диаметр трубки, удельную мощность, ресурс работы. Тэны в основном рассчитаны на напряжение 220 В. Одна из главных характеристик тэна - его удельная поверхностная мощность (W, Вт/м2).
Изменять удельную поверхностную мощность можно за счет как увеличения скорости обдува воздуха, так и повышения температуры наружной поверхности тэна, например до 450-650 °С. При таком повышении температуры наружной оболочки тэна возрастает лучистый теплообмен.
Тэн, предназначенный для нагрева воды, нельзя использовать для нагрева воздуха или масла, поскольку это приведет к повышению температуры на наружной поверхности тэна, его перегреву, потери герметичности и, как следствие, к быстрому перегоранию спирали. Удельная мощность тэнов для нагрева воды, воздуха или масла колеблется в определенных пределах. Например, для нагрева воды или слабых растворов щелочей поверхностная мощность составляет (9-11)104 Вт/м2; для нагрева воздуха - (2,2-6,0)104; для п.п рева масла, жира - (3,0-3,5)104 Вт/м2. Большинство тэнов Имеют наружный диаметр от 8 до 16 мм.
Приборы контроля и управления электротепловых аппаратов
Для автоматического поддержания заданных величин - температуры, давления, уровня жидкости - применяются различные приборы: терморегуляторы, манометры, реле уровня. Значение заданного параметра поддерживается автоматически. Рассмотрим работу этих приборов.
Терморегулятор Т 32 предназначен для поддержания заданной н-мпературы в электротепловых аппаратах (тепловых, жарочных шкафах, фритюрницах). Он состоит из термобаллона, капиллярной трубки, мембранной коробки, контактной группы с подвижными и неподвижными контактами и задающего механизма (ручка I' лимбом). Положение подвижных контактов зависит от положения толкателя. В свою очередь толкатель жестко связан с фигурной пружиной, которая им и управляет.
Термобаллон помещают в среду, температуру которой необходимо контролировать. Давление, возникающее в термобаллоне, по капиллярной трубке передается на мембранную коробку. При достижении заданной температуры в камере мембранная коробка воздействует на пружину и происходит резкое изменение ее положения. Левый конец пружины переместится вниз, толкатель также опустится и отожмет подвижные контакты от неподвижных. Цепь разрывается и тэны обесточиваются. Когда температура в камере понизится, упадет давление в термобаллоне, мембранная коробка поднимется вверх и пружина вернется в исходное положение. Подвижные контакты замкнутся с неподвижными контактами.
При положении ручки «Ото» винт, вращаясь в неподвижной Гайке, воздействует на мембранную коробку, которая в свою очередь оказывает давление на пружину и опускает толкатель. Все контакты будут разомкнуты. Для того чтобы включить тэны, ручку поворачивают по часовой стрелке, винт вывертывается из гайки, давление на пружину ослабевает и пружина поднимает толкатель, замыкая контакты. Фигурная пластинчатая пружина обеспечивает резкий переход из одного крайнего состояния в другое, что позволяет значительно уменьшить искровой разряд между подвижными и неподвижными контактами.
Электроконтактный термометр ЭКТ. Принцип его работы аналогичен принципу работы описанного выше терморегулятора температуры. Термометр ЭКТ состоит из чувствительного элемента (баллона, соединенного капиллярной трубкой с манометрической трубкой) и контактной группы.
Электроконтактный манометр ЭКМ относится к показывающим и регулирующим приборам давления. От электроконтактного термометра ЭКМ отличается отсутствием термобаллона и капиллярной трубки. Электроконтактный манометр имеет такую же контактную группу, что и ЭКТ, но контакты его замыкаются и размыкаются под действием давления не в собственной замкнутой системе чувствительного элемента, а во внешней (измеряемой) среде. Внешний вид ЭКМ приведен на рис. 15.5.
Датчик-реле давления РД-4 относится к регулирующим приборам и состоит из чувствительного элемента - мембраны - и контактной группы микропереключателя. Резиновая мембрана закреплена между корпусом и крышкой. Давление к чувствительному элементу подается снизу. Противодействие ему создает пружина, сжатие которой производят регулировочным винтом. Чем включается. Контакты пускателя включают двигатель насоса или соленоидный вентиль подачи воды. При повышении уровне сжата пружина, тем при большем давлении произойдет переключение контактов микропереключателя, на кнопку которого передается от мембраны через золотник и рычаг. Для защиты от повреждений и загрязнений реле закрыто крышкой (колпаком). Укрепляется реле с помощью кронштейна.
Реле уровня. Регулирование уровня воды и некоторых других i п iкостей можно осуществлять по следующей схеме. Один вывод вторичной обмотки разделительного трансформатора подсоединяли к металлическому корпусу резервуара, другой - к обмотке реле уровня. Вторую клемму обмотки реле уровня подсоединяют к электроду, введенному в резервуар через изоляционную втулку. Когда ик-ктрод находится в воде, цепь обмотки реле замкнута. Размыкающий контакт отключает обмотку магнитного пускателя и поступление воды прекращается.
После понижения уровня воды ниже электрода цепь обмотки реле размыкается. Обмотка реле отключается, а обмотка магнитного пускателя вня воды до электрода насос или соленоидный вентиль отключается.
Электрическое реле уровня применяется и для защиты тэнов ОТ «сухого хода», т. е. для отключения электронагревателей при понижении уровня воды и оголении тэнов в оборудовании. При отсутствии воды (на воздухе) такие тэны быстро нагреваются до очень высокой температуры и выходят из строя.
Тема 3.3.Общие сведения о тепловом оборудовании
Классификация теплового оборудования
Тепловое оборудование служит для термической обработки продуктов, в результате которой в продуктах происходят физические, химические и биохимические изменения. Продукты изменяются в массе, цвете, объеме, улучшаются их органолептические свойства, но ухудшается их сохраняемость ввиду разрушения бактерицидных веществ, содержащихся в сырых продуктах (например, в яйцах). Тепловое оборудование применяется в горячем, кондитерском, мучном цехах и на раздаче.
Тепловое оборудование классифицируется но следующим признакам: технологическому назначению; виду источников тепла; принципу действия; способу обогрева; степени автоматизации и т. д.
По технологическому назначению оборудование подразделяется на универсальное и специализированное. К универсальному оборудованию относятся секционные кухонные и комбинированные плиты. Специализированное оборудование подразделяется: на варочное (котлы, автоклавы, кофеварки и т. д.); жарочно-пекарное (сковороды, фритюрницы, шкафы, грили и т. п.); водогрейное (водонагреватели, кипятильники); вспомогательное или раздаточное для отпуска блюд (мармиты, тепловые стойки и т. п.). Специализированное оборудование имеет существенные преимущества по сравнению с универсальным: позволяет получать более высокое качество изделий; использовать оборудование с более высоким КПД; уменьшает расход жира при изготовлении котлет, шницелей, пирожков; сокращает время приготовления; значительно снижает расход энергии на приготовление продуктов.
По источникам тепла (видам энергоносителя) тепловое оборудование подразделяется на электрическое, газовое, огневое (твердо- и жидкотопливное) и паровое. В зависимости от применяемого энергоносителя аппараты имеют различную конструкцию тепло-генерирующих устройств.
По способу обогрева различают тепловое оборудование с непосредственным обогревом, косвенным обогревом, а также в виде контактных аппаратов. При непосредственном обогреве тепло передается от греющей среды к термически нагреваемому продукту через разделительную стенку (электроплиты, кипятильники). При косвенном обогреве тепло передается от греющей среды к нагреваемому продукту через промежуточный теплоноситель - водяной насыщенный пар (пищеварочные котлы, сковороды). У контактных аппаратов тепло от теплоносителя к нагреваемому продукту передается в результате их непосредственного контакта (парова-рочные шкафы, электроплиты).
Для варки продуктов способом объемного обогрева применяются аппараты, в которых нагрев продуктов производится в электромагнитном поле сверхвысокой частоты (СВЧ-аппараты).
По принципу действия тепловые аппараты подразделяются на аппараты непрерывного и периодического действия. Аппараты непрерывного действия характеризуются тем, что загрузка и тепловая обработка продуктов, а также выгрузка готовых изделий в них производится одновременно (кипятильники непрерывного действия, печь конвейерная жарочная и т. д.). В аппараты периодического действия сначала загружают продукты и производят их тепловую обработку, а после доведения до готовности разгружают (пищеварочные котлы, плиты и т. д.).
По степени автоматизации различают аппараты неавтоматизированные (твердо- и жидкотопливные) и автоматизированные, у которых работа оборудования и контроль за режимом тепловой обработки осуществляются в самом аппарате (газовые и электрические котлы и жаровни, кипятильники и др.).
При эксплуатации неавтоматизированного оборудования - котлов, плит, кипятильников, работающих на огневом обогреве, - контроль за его безопасной работой и регулированием технологического процесса приготовления пищи осуществляется поваром. К этому виду оборудования относятся кухонные плиты, котлы на твердом топливе. При эксплуатации оборудования на газе (котлов, плит) его безопасная работа контролируется приборами автоматики, а технологический режим регулируется вручную. При эксплуатации оборудования с электрообогревом процессы контроля за безопасной работой и за соблюдением теплового режима в камере осуществляется автоматически. К такому виду оборудования относятся электрические котлы, пекарные и жарочные шкафы, различные жаровни и др.
По конструктивному решению тепловые аппараты классифицируются на несекционные и секционные, немодулированные и модулированные.
- Несекционные тепловые аппараты имеют различные габариты, конструктивное исполнение; их детали и узлы не унифицированы, и они устанавливаются индивидуально, без учета блокировки с отдельными секциями других аппаратов с целью получения блока аппаратов требуемой мощности и производительности.
В основу конструкции модульных аппаратов положен единый размер - модуль. При этом ширина (глубина) и высота до рабочей поверхности всех аппаратов одинаковы, а длина кратна модулю. Основные детали и узлы этих аппаратов максимально унифицированы.
Отечественная промышленность выпускает секционное модулированное оборудование с модулем 200+10 мм. Ширина оборудования равна 840 мм, а высота до рабочей поверхности - 850±10 мм, что соответствует основным средним антропометрическим данным человека.
Дальнейшее совершенствование теплового оборудования основывается на производстве секционных аппаратов под функциональные емкости, что наиболее полно соответствует задаче сокращения доли ручного труда при приготовлении пищи. Это оборудование отвечает мировым стандартам по модулю, функциональным емкостям и контейнерам. Длина и ширина такого оборудования кратны модулю М, равному 100 мм, высота до рабочей поверхности составляет 850 или 900 мм.
Секционное модулированное оборудование имеет определенные преимущества. Линии оборудования располагаются пристен-но (по периметру) или основным способом (в центре помещения). Обслуживание оборудования ведется только с фронтальной стороны. При линейном размещении оборудования обеспечивается последовательность технологического процесса, при этом значительно повышается эффективность использования оборудования. Внедрение модулированного оборудования облегчает стандартизацию и унификацию узлов и деталей аппаратов, что способствует упрощению их эксплуатации, ремонта и монтажа, а также проведению его поэтапной модернизации. За счет широкой унификации узлов и деталей обеспечивается снижение стоимости оборудования при его изготовлении. Над всеми модульными аппаратами устанавливают местную приточно-вытяжную вентиляцию.
Для информирования специалистов о новых видах выпускаемого отечественного оборудования по производительности, виду энергоносителя, целевому назначению, году выпуска в России принята индексация теплового оборудования в соответствии
С ГОСТами. В основу индексации положено буквенно-цифровое Обозначение оборудования.
Первая буква соответствует наименованию группы, к которой Относятся данные аппараты, например плиты - П, котлы - К, шкафы - Ш и т. д.
Вторая буква соответствует наименованию вида оборудования, например секционные - С, пищеварочные - П, непрерывного действия - Н.
Третья буква соответствует наименованию энергоносителей, например паровые - П, газовые - Г, электрические - Э, твердотопливные - Т.
Цифра, отделенная от буквенного обозначения дефисом, соответствует типоразмеру или основному параметру данного оборудования: площади жарочыой поверхности, числу конфорок, числу жарочных шкафов, производительности по кипятку, вместимости котла и т. д.
В индексацию секционного модулированного оборудования вводится четвертая буква М - модулированный.
Например, КПЭ-60 - котел пищеварочный электрический, вместимостью 60 дм3; КНЭ-25 - кипятильник непрерывного действия производительностью 25 дм3/ч.
В настоящее время выпускаются электрические секционно-модулированные плиты, которые подразделяются на плиты для приготовления изделий в наплитной посуде и на плиты для приготовления изделий непосредственно на жарочной поверхности. К первым видам плит относятся ПЭСМ-2К, ПЭСМ-4Ш, ПЭСМ-4ШБ и др., а ко вторым - ПЭСМ-1Н, ПЭСМ-1НШ и др. К несекционным относятся плиты ЭП-7, ЭП-8, ЭПМ-ЗМ и др.
Данные аббревиатуры моделей расшифровываются следующим образом: ПЭСМ-2К. - плита электрическая секционно-мо-дулированная с двумя круглыми конфорками;
ПЭСМ-4Н - плита электрическая секционно-модулированная с четырьмя конфорками для непосредственного приготовления изделий на плите.
ПЭСМ-4ШБ - плита электрическая секционно-модулированная, четырехконфорочная, со шкафом и бортами для перемещения наплитной посуды.
ПНЭК-2 - плита для подогрева в наплитной посуде, электрическая, с двумя круглыми конфорками.
ПНЭН-0,2 - плита для непосредственной жарки на рабочей поверхности, площадь конфорки 0,2 м2 и т. д.
Функциональные емкости

Одним из перспективных направлений конструирования теплового оборудования, наряду с выпуском секционно-модулированного оборудования, является выпуск оборудования с унифицированными размерами их рабочих поверхностей и внутренних объемов, соответствующими размерам функциональных емкостей (ФЕ).
Функциональными называются емкости, которые используются в рабочих ка'мерах теплового и холодильного оборудования, обеспечивая максимальную эффективность их работы.
С целью уменьшения обсеменения продуктов микроорганизмами в процессе их перекладывания из одной емкости в другую, снижения затрат ручного труда наиболее эффективно применение функциональных емкостей. Для них используются специальные транспортные устройства - тележки, кассеты, стеллажи и контейнеры. Расфасованные в емкости пищевые продукты с фабрик-заготовочных или из заготовочных цехов в контейнерах либо на стеллажах поступают в холодильные камеры и шкафы, откуда попадают в горячий цех и без перекладывания загружаются в тепловой аппарат (жарочный или пароварочный шкаф, на плиту и др.). После приготовления или разогрева продукта в функциональной емкости они на тележке или стеллаже перевозятся на линию раздачи, к мармиту или тепловому шкафу. Без перекладывания, в той же емкости, продукт оказывается на раздаче.
Изготовляют шесть типов функциональных емкостей различных размеров в плане ). Первая емкость имеет размер в плане (в мм) 325x530, вторая - 325x354, третья - 325x265, четвертая - 325x167, пятая - 265x162 и нулевая - 530x650. Первые четыре емкости, как можно заметить, имеют одинаковый размер - 325 мм и нашли наиболее широкое применение.
По назначению различают емкости для приготовления пищи, обозначаемые буквой Е, перфорированные вкладыши - Ми противни - О. Высота емкостей Е - 65, 100, 150, 200 мм, М - 140, 190 мм, О - 20, 40 мм. В перфорированных вкладышах приготавливается пища на пару .
Емкости для приготовления пищи, противни и вкладыши укладываются в контейнерах, на стеллажах и в кассетах на уголки, прикрепленные к вертикальным стойкам или стенкам. В котлы и пароварочные шкафы загружают емкости, предварительно установив их в кассеты. Количество емкостей зависит от их размеров. Для загрузки и выгрузки кассет применяются передвижные тележки с подвижной платформой. Платформа тележки поднимается вверх по направляющим, что позволяет установить ее на уровне рабочей поверхности аппарата или стола.
Отечественными машиностроителями разработан и с 1983 г. освоен выпуск комплекта теплового и раздаточного оборудования на электрообогреве, а также функциональные емкости для него и средства для их перемещения (контейнеры, стеллажи, тележки). Оборудование соответствует стандарту СТ СЭВ 764-77 «Оборудование секционное модулированное». При создании оборудования под функциональные емкости были решены две важные задачи:
-
унификация размеров оборудования всех видов, что создает оптимальные условия для планировки производственных мощностей предприятий общественного питания;
-
унификация габаритов рабочих объемов и поверхностей аппаратов, что обеспечивает их рациональное использование.
За основу конструкторского решения нового оборудования принята блочная система, позволяющая монтировать функциональный блок - оборудование на металлоконструкцию, которая выполняет роль подставки. Такой монтаж оборудования
создает благоприятные условия для его обслуживания и санитарной обработки. При индивидуальной установке оборудования оно монтируется на самостоятельной подставке, которая крепится к полу. Навесное размещение оборудования (плиты, шкафы, сковороды) позволяет широко использовать средства механизации. В частности, в свободной нижней зоне размещаются подсобные механизмы и тележки различного назначения.
Существенным элементом для установки оборудования являются фермы. Фермы предназначены для монтажа оборудования и местных вентиляционных отсосов, подвода электроэнергии и воды.
Применение модулированного оборудования с ФЕ позволяет механизировать трудоемкие процессы приготовления, отпуска и хранения пищи, увеличить коэффициент использования рабочих поверхностей и объемов аппаратов, сократить производственные площади под оборудование и повысить производительность труда.
За рубежом для работы с тепловым и холодильным оборудованием выпускаются унифицированные гастрономические емкости гастроемкости). Гастроемкости выпускаются из нержавеющей стали с основным форматом, имеющим размеры в плане 530x325 мм и обозначаемым как GN 1/1. Наряду с основным форматом выпускаются гастроемкости, производные от формата GN l/l:GN2/l;GNS;GN2/4;GN2/3Hflp.
В соответствии с европейским стандартом гастроемкости имеют глубину 20,40, 65, 100, 150 и 200 мм.
Требования, предъявляемые к тепловым аппаратам
Тепловые аппараты, применяемые на предприятиях общественного питания, как отмечалось, отличаются устройством, принципом действия, конструктивным исполнением, назначением и правилами эксплуатации. Однако можно выделить общие требования, предъявляемые к тепловым аппаратам, которые условно группируют: на технологические, эксплуатационные, энергетические, экономические, конструктивные. Все приведенные группы требований связаны и взаимообусловлены между собой - одна группа требований предопределяет другие.
Технологические требования. Конструкция аппарата должна прежде всего удовлетворять технологическим требованиям процесса тепловой обработки продуктов.
Технологические требования заключаются в максимально возможном соответствии режима работы, параметров, устройства рабочей камеры, загрузочного и разгрузочного устройства аппарата физическим и химическим изменениям, происходящим в пищевых продуктах при их тепловой обработке, которая существенно влияет на качество готового изделия.
Под технологическими параметрами понимают температуру, относительную влажность воздуха, давление в аппарате, скорость движения продукта через аппарат и т. д. При этом необходимо, чтобы конструктивные и эксплуатационные показатели аппарата обеспечивали оптимальные режимы технологического процесса, т. е. процесс должен осуществляться за возможно минимальный промежуток времени с получением наилучшего результата (высокие органолептические показатели, максимальное сохранение пищевых, ароматических веществ и вкусовых качеств, максимальный выход и другие качественные показатели готового продукта).
Соответствие конструкции аппарата требованиям технологического процесса - наиболее важный фактор в повышении качества кулинарной продукции. В связи с этим на предприятиях общественного питания эксплуатируется большое количество специализированных аппаратов, предназначенных для реализации одного или нескольких технологических процессов (котлы, фритюрницы, сковороды, кипятильники, шкафы и др.), наиболее полно удовлетворяющих требованиям конкретного процесса.
Примером несоответствия конструкции аппарата требованиям технологического процесса является варка бульонов в котлах. Так, чрезвычайно важная технологическая операция при варке бульонов - периодический съем жира с поверхности бульона. Однако в пищеварочных котлах данная операция конструктивно не реализована. Это приводит к тому, что качество бульона резко ухудшается за счет большого содержания в нем эмульгированного жира, образуемого в процессе кипения.
К эксплуатационным требованиям относят соответствие режима работы, конструктивных особенностей машины или аппарата его рациональной эксплуатации. Эксплуатационные требования к аппаратам предусматривают в качестве непременного условия
Простоту их обслуживания с минимальной затратой труда; устойчивость к коррозии, которая может возникнуть при воздействии обрабатываемых продуктов, воздействии окружающей среды (кислорода воздуха) и моющих средств; доступность аппарата для осмотра, чистки, ремонта; высокая надежность и экологичность. эксплуатационные требования предопределяют необходимость контроля и регулирования параметров технологического процесса. Автоматизация обеспечивает более точное проведение технологического режима в аппарате (по сравнению с ручным), упрощает его обслуживание, ведет к уменьшению численности обслуживающего персонала, экономит энергию и способствует повышению качества кулинарной продукции.
Энергетические требования отражают возможность машины или аппарата затрачивать минимальное количество энергии на выполнение технологического процесса, т. е. аппараты должны быть энергосберегающими. Существенный резерв улучшения энергетических показателей тепловых аппаратов - снижение потерь тепло-i ы. Один из основных энергетических показателей работы аппаратов - удельный расход энергии на единицу готовой продукции.
Сущность конструктивных требований заключается в соответствии конструкции аппарата современным условиям машиностроения. Конструктивные требования, предъявляемые к аппаратам, связаны с их проектированием, изготовлением, транспортировкой и монтажом. Важными конструктивными требованиями являются:
-
технологичность, т. е. соответствие конструкции технологическому процессу;
-
унификация и нормализация деталей и узлов, максимальное использование стандартизированных деталей и изделий. Соблюдение этих требований позволяет организовать поточность производства и контроль качества;
-
секционность, улучшающая условия эксплуатации аппарата, облегчающая его разборку, а при необходимости и замену, доступность при осмотре и ремонте;
-
техническое совершенство, работоспособность и надежность. Техническое совершенство аппарата характеризуется периодом, в течение которого аппарат по своим основным показателям соответствует современному уровню развития техники.
Под надежностью машины или аппарата понимается их способность выполнять свои технологические функции, сохраняя экс-
плуатационные показатели в заданных пределах в течение требуемой наработки.
Наработка - продолжительность или объем работы машины или аппарата, измеряемые в единицах времени или весовых (объемных) единицах по перерабатываемому сырью.
Надежность машины или аппарата зависит от их безотказности, долговечности, ремонтопригодности и сохраняемости. Количественно она может быть оценена как произведение вероятности безотказной работы всех ее основных частей в течение заданного времени.
Безотказность характеризует способность машины или аппарата сохранять работоспособность в течение некоторой наработки без вынужденных перерывов.
Долговечность - способность машины или аппарата сохранять работоспособность до предельного состояния с необходимыми перерывами для технического обслуживания и ремонта. Долговечность характеризуется ресурсом или сроком службы до одного из видов ремонта.
Ремонтопригодность характеризует приспособленность машины или аппарата к предупреждению, обнаружению и устранению отказов и неисправностей путем проведения плановых профилактических осмотров и ремонтов.
Сохраняемость отражает свойство машины или аппарата сохранять эксплуатационные показатели в процессе их транспортировки и хранения при соблюдении условий, рекомендуемых заводом-изготовителем.
Конструктивными достоинствами аппарата являются также простота его устройства, небольшая масса и габариты, изготовление из недорогих и доступных материалов, удобство эксплуатации.
Экономические требования отражают минимальные затраты на изготовление, монтаж и эксплуатацию машины или аппарата при сохранении их высоких технико-экономических показателей. К числу таких показателей относятся производительность, удельный расход энергии, коэффициент полезного действия, текущие расходы на обслуживание
изготовлении из них кулинарных изделий. Поэтому в зависимости от технологического назначения тепловые аппараты состоят из основных частей: рабочей камеры, теплогенерирующее свойства, корпуса, основания (постамента), тепловой изоляции кожуха, контрольно-измерительной аппаратуры, приборов автоматического регулирования.
Рабочая камера - часть аппарата, в которой осуществляется и иловая обработка продуктов. Она имеет различные формы и размеры, определяемые технологическим назначением аппарата, например ванна, фритюрницы, варочный сосуд кофеварки, варочные сосуды пищеварочных котлов, камеры СВЧ-аппаратов.
Рабочие камеры могут быть подвижными (электросковороды, опрокидывающиеся варочные котлы) и неподвижными (стационарные пищеварочные котлы, жарочные шкафы и т. п.).
Теплогенерирующее устройство - часть аппарата, в которой происходит образование тепловой энергии (газовые горелки, конфорки, тэны, рэны, И К-излучатели, магнетроны).
Корпус - основная часть аппарата, на которой монтируются |Се основные узлы и детали аппарата. Корпус аппарата устанавливается на основании - постаменте.
Тепловая изоляция аппарата, как правило, крепится к наружной поверхности рабочей камеры и выполняет следующие функции: препятствует переходу тепла из рабочей камеры в окружающую среду (повышает тепловой КПД аппарата), снижает температуру кожуха аппарата до значений, безопасных для здоровья обслуживающего персонала.
Кожухом обычно покрывают рабочую камеру аппарата; он предохраняет тепловую изоляцию от различного рода воздействий и придает аппарату внешний вид, отвечающий требованиям технической эстетики.
Арматура предназначена для пуска, остановки и регулирования режимов работы аппарата. К арматуре относятся краны, вентили, задвижки, наполнительные воронки с водомерными стеклами, предохранительные клапаны и т. д.
Контрольно-измерительная аппаратура, приборы автоматического регулирования и защиты предназначены для контроля режима работы аппарата (давления, влажности, температуры), его регулирования и обеспечения безопасных условий эксплуатации, подачи светового или звукового сигнала при отклонении режима работы аппарата от заданных параметров или подачи сигнала при достижении заданных параметров
Тема 3.4 Варочное оборудование
Общие сведения
Варка пищевых продуктов осуществляется в технологических жидкостях (вода, молоко), являющихся компонентами кулинарной продукции. Широкое распространение получает также прогрессивный процесс, варка продуктов в атмосфере влажного насыщенного пара (острый пар) при его непосредственном воздействии на продукты во время варки.
Устройство и конструкция пищеварочных котлов должна соответствовать технологическим требованиям конкретного процесса варки пищевого продукта.
Основные технологические требования, предъявленные к конструкциям пищеварочных котлов, сводятся к получению высококачественного готового продукта с максимальным сохранением пищевых, минеральных, экстрактных веществ и витаминов, при минимальных затратах теплоты и физического труда обслуживающего персонала.
В пищеварочных котлах варку в жидкостях при атмосферном давлении проводят в двух режимах и только в котлах тина КЭ -- три режима. Режим 1 -- доведение содержимого варочного сосуда до кипения на полной мощности, а затем автоматическое переключение на пониженную мощность (1/6 часть) для продолжения варки процессом "тихого кипения". Этот режим используется при варке супов, борщей и других первых блюд. Режим 2 -- доведение содержимого варочного сосуда до кипения на полной мощности, а затем автоматическое полное отключение на1ревателей. Доваривание происходит за счет аккумулированной теплоты без расхода энергии. Этот режим используется для варки каш, кипячения молока и варки напитков. Режим 3 -- (котлы типа КЭ) доведение содержимого варочного сосуда до кипения на полной мощности, затем автоматическое переключение на 1/6 часть мощности, а в случае снижения давления в пароводяной рубашке до нижнего заданного предела, переключение на 1/2 мощности нагрева. При повышении давления до верхнего предела, вновь переключение автоматическое на 1/6 часть мощности нагрева. В дальнейшем цикл повторяется. Время нагрева жидкости до кипения в котле зависит от многих факторов, начальной температуры жидкости, величины коэффициента теплопередачи жидкости, поверхности нагрева, температуры источников теплоты и т д.
Нагрев продуктов осуществляется от кипящей жидкости. Внутри продуктов теплота переносится от поверхности к центру за счет теплопроводности. Большинство пищевых продуктов имеет низкий коэффициент теплопроводности, чем объясняется длительный период их варки. Продолжительность прогрева продуктов зависит от степени их измельчения. Поэтому увеличение степени измельчения продуктов приводит также к снижению расходов электроэнергии и увеличению производительности труда.
В настоящее время на предприятиях общественного питания эксплуатируются пищеварочные котлы различных типов, отличающихся способом обогрева, вместимостью варочного сосуда и видом электрооборудования.
По способу установки пищеварочные котлы классифицируются на неопрокидывающиеся, опрокидывающие и со съемным варочным сосудом.
В настоящее время промышленность выпускает неопрокидывающиеся пищеварочные котлы, вместимостью варочного сосуда более 100 дм3, а с опрокидывающимся варочным сосудом имеют вместимость менее 60 дм3.
В зависимости от способа обогрева различают пищеварочные котлы с косвенным и непосредственным модой*ном. Так котлы с непосредственным обогревом могут работать на твердом топливе, газе и электрическом обогреве. По устройству и эксплуатации они очень просты, но имеют существенные недостатки: низкий кпд, очень сложно регулировать тепловой режим, возможность пригорания продуктов к дну варочного сосуда.
Пищеварочные котлы с косвенным обогревом работают при помощи пароводяной рубашки, где в качестве промежуточного теплоносителя используется дистиллированная вода.
В зависимости от давлении в варочном сосуде все котлы классифицируются на пищеварочные котлы, которые работают при атмосферном давлении, и автоклавы, работающие при повышенном давлении.
По геометрическим размерам варочного сосуда пищеварочные котлы классифицируются на смодулированные, секционные модулированные и котлы пол функциональные емкости.
Смодулированные пищеварочные котлы имеют цилиндрическую форму варочного сосуда. Секционные модулированные котлы и котлы под функциональные емкости имеют варочный сосуд н виде прямоугольного параллелепипеда.
По классификации все пищеварочные котлы имеют буквенно-цифровую индексацию. У смодулированных котлов буквы обозначают группу, вид козла и вид энергоносителя. Цифры показывают вместимость варочного сосуда в дм1. Например, индекс котла КПЭ-100 расшифровывается таким образом; К- котел, П - пищеварочный, Э - электрический, 100 - вместимость в дм. У секционных модулированных котлов к буквенному индексу добавляются буквы СМ, что означает * секционный модулированный. Например, индекс котла КПЭСМ-60 расшифровывается так: котел пищеварочный электрический секционный модулированный вместимостью 60 дм.
Пороварочные аппараты.
Электрические пищеварочные котлы


Пищеварочный котел состоит из варочного сосуда. Под варочным сосудом размещен парогенератор, в котором с помощью тэнов нагревается вода. Установлен датчик уровня воды и электрод защиты от «сухого хода» электронагревателей. Выше парогенератора находится пароводяная рубашка в виде замкнутого пространства между варочным сосудом и паровой рубашкой.
Давление пара в пароводяной рубашке поддерживается с помощью датчика реле-давления, а визуально контролируется по моновакууметру. При давлении свыше 50 кПа пар отводится из пароводяной рубашки с помощью предохранительного клапана.
Сверху варочный сосуд закрыт крышкой с пружинным устройством. На крышке установлен клапан для отвода пара при избыточном давлении в варочном сосуде.
Залитая в парогенератор вода нагревается тэнами до кипения. Пар вытесняет из пароводяной рубашки воздух, который выходит через предохранительный клапан. При этом рукоятка клапана должна быть повернута стрелкой вверх. Как только из предохранительного клапана появится устойчивая струя пара, рукоятку поворачивают стрелкой вниз, и клапан закрывается.
Двойной предохранительный клапан состоит из двух клапанов парового и вакуумного. Накопительная воронка с запорным краном предназначена для заполнения парогенератора дистиллированной или кипяченой водой и выпуска воздуха в начальный период работы котла.
Пар в парогенераторе, нагреваясь до кипения, поступает в паровую рубашку, соприкасается со стенками и дном котла, отдавая теплоту парообразования.
По достижении в пароводяной рубашке верхнего заданного предела давления, датчик-реле срабатывает и в зависимости от выбранного режима работы котла, тэны отключаются или переключаются на определенную мощность.
Пищеварочные котлы на газовом, твердом топливе и паровые
Пищеварочные котлы конструктивно выполнены как электрические неопрокидывающиеся, но имеют особенности, связанные с видом обогрева.
Газовые пищеварочные котлы
Парогенератор газовых котлов КПГ-160 и КПГ-250 [5, с. 353-360] представляет собой заполненные водой кольцевые карманы, обогреваемые газовой инжекционной горелкой, размещенной в топочной камере. Продукты сгорания газа из топки поступают в кольцевые дымоходы и отводятся через дымовой патрубок в вытяжную трубу. Газовые котлы оборудованы: манометром для визуального контроля за давлением в пароводяной рубашке, двойным предохранительным клапаном, наполнительной воронкой, краном слива и газовой автоматикой безопасности и регулирования.
Твердотопливные котлы
Котлы КПТ-160 (250) имеют аналогичное устройство, но предназначены для работы на твердом топливе. В нем под парогенератором размещена топка.
Паровые котлы
Отличительной особенностью паровых котлов КПП-100 (160, 250) является отсутствие парогенератора. Пар из паропровода через парозапорный вентиль подается в пароводяную рубашку.
Пароварочные шкафы.
Пароварочные шкафы используются для варки мяса, рыбы, овощей на пару и для разогрева различных кулинарных изделий. В них производят варку продуктов «острым паром». Водяной насыщенный пар получают при нагреве воды в парогенераторе, расположенным в нижней части шкафа. Нагрев воды в парогенераторе осуществляется тэнами.
Продукты в рабочую камеру помещают в перфорированные и неперфорированные функциональные емкости (сотейники).
Аппарат АПЭ-023А состоит из 2-х самостоятельных варочных камер. Камеры оснащены дверцами с рукоятками и уплотнителями. Состоит из вентиля подвода воды; реле давления, отключающее тэны для их защиты при прекращении поступления воды и снижении ее давления ниже 50 кПа; питательного бачка, в котором находится поплавковый механизм, состоящий из поплавка, рычага поплавка, клапана, с помощью которого регулируется уровень воды в парогенераторе; парогенератор; промывочный вентиль; вентиль подачи пара; рабочая камера; сотейники.
Реле давления, установленное на подводящем трубопроводе, состоит из чувствительного элемента (мембраны с пружиной и болта). Неперфорированные бачки ставятся в верхнюю часть камеры.
Общие сведения об автоклавах и ваккум-аппаратах.
Автоклав АЭ-1
Предназначен для варки блюд, требующих длительной тепловой обработки Автоклав - герметически закрывающийся варочный сосуд, в котором приготовление пищи осуществляется под давлением, превышающем атмосферное.
Процесс приготовления пищи в нем осуществляется при давлении 0,15- 0,25 МПа и температурой 120 140 0С, за счет чего происходит резкое сокращение времени варки продукта в 1,5 2,0 раза. Он состоит из варочного герметически закрывающегося сосуда из нержавеющей стали и наружного стального корпуса.
Пространство между варочным сосудом и корпусом образует пароводяную рубашку, внизу которой располагается парогенератор с тремя тэнами, электрод защиты от «сухого хода» и контрольный кран проверки уровня воды. Сверху варочный сосуд закрывается двустенной крышкой с противовесом.
Варочный сосуд имеет сливной кран и загрузочную сетку. На автоклаве установлен электроконтактный манометр для минимального и максимального давления при автоматическом режиме. Предохранительный двойной клапан снижает давление выше допустимого в пароводяной рубашке и открывается, когда там создается пониженное давление после отключения автоклава от электросети. Наполнительная воронка и кран служат для залития дистиллированной или кипяченой воды в парогенератор, а также выпуска воздуха в начале работы автоклава.
Микроволновое оборудование

Аппараты с диэлектрическим нагревом предназначены для быстрого разогрева охлажденных блюд, размораживания и разогрева замороженных блюд, доведения до готовности полуфабрикатов. Благодаря проникновению энергии электромагнитного поля внутрь продуктов происходит их быстрый нагрев, продолжительность которого измеряется минутами. В обрабатываемых продуктах хорошо сохраняются витамины и минеральные вещества. СВЧ-аппараты используются и в диетическом питании. Энергия электромагнитного поля в рабочей камере аппарата поглощается продуктом практически полностью, т. е. к. п. д. аппаратов этого типа высок. В мировой практике используются СВЧ-аппараты различных модификаций.
Интенсивное облучение обслуживающего персонала СВЧ-энергией нежелательно. Однако ниже некоторых значений уровней плотности потока СВЧ-энергии облучение безопасно для человека. Так, при частоте 2400 МГц облучение считается безопасным, если при длительном воздействии плотность потока не превышает 0,01 Вт/см2. Правилами эксплуатации СВЧ-аппаратов установлены значительно более низкие предельные значения плотности потока энергии: для промышленных аппаратов -- Ю-5 Вт/см2, для бытовых -- Ю-6 Вт/см2, что, естественно, гарантирует безопасность их использования.
Вместе с тем основой правил эксплуатации СВЧ-аппаратов являются мероприятия, предотвращающие повышение утечки электромагнитной энергии. Это блокировки съемных панелей облицовки и дверок рабочих камер: при снятых и неплотно закрепленных панелях или неплотно закрытой дверце магнетрон не включается. Кроме того, пары, образующиеся в ходе тепловой обработки продуктов, отводятся из рабочих камер аппаратов, иногда с применением вентиляторов.
Кофеварки. Типы, назначение.


Приготовление напитка, так же как и варка бульонов, основано на экстрагировании вкусовых и ароматических веществ в системе «твердое тело -- жидкость». В качестве твердой фазы служат измельченные зерна кофе, в качестве жидкости -- кипящая или близкая к кипению (но кипяченая) вода. Экстрагирование вкусовых и ароматических веществ водой может осуществляться различными методами: настаиванием, с перемешиванием, когда в сосуд загружается порция порошка кофе, заливается кипящей водой и доводится до кипения, при этом перемешивание производится самой кипящей водой (этот метод часто используется в быту); многократной перколяцией , когда вода многократно за счет рециркуляции проходит через слой молотого кофе, извлекая из него достаточно полно, вероятно до равновесия между содержанием экстрагируемых веществ в твердой и жидкой фазах, вкусовые и ароматические вещества (этот метод реализован в кофеварках КВЭ-7); однократной перколяцией, когда вода лишь один раз при атмосферном или повышенном давлении (последний способ иногда называют фильтрационным) проходит через слой молотого кофе; при атмосферном давлении (по этому способу работают, например, кофеварки типа «Бонамат» голландской фирмы Верхайен); при повышенном давлении (повышенной температуре)-- так называемые экспресс-кофеварки, например венгерская «Будапешт», итальянская «Монако» фирмы Конти и др.
Последний способ приготовления кофе, и особенно при повышенном давлении, получил наибольшее распространение в мировой практике. По-видимому, это связано с тем, что для обеспечения наилучших вкусовых качеств кофе необходимо не максимальное, что достигается многократной перколяцией, а оптимальное извлечение, вкусовых и ароматических веществ при определенном соотношении их в экстракте (готовом кофе), для чего достаточно однократной перколяции при повышенной температуре.
Тема 3.5.,3.6.,3.7.Жарочно- пекарское оборудование. Электросковороды
Жарочно-пекарное оборудование
Классификация
Сковороды, фритюрницы, жаровни, жарочные и пекарные шкафы, грили, печь конвейерная жарочная ПКЖ, печь шашлычная, аппараты непрерывного действия предназначены для жарения и выпечки.
Сковороды


В настоящее время на предприятиях общественного питания широко используются электрические сковороды только с непосредственным обогревом - это скороды СЭСМ-0,2 и СЭСМ-0,5. Кроме этого в эксплуатации имеются сковороды СКЭ-0,3; СЭ-1 и СЭ-2, а также сковороды СЭ-0,45 и СЭ-0,22, которые предназначены для работы с функциональными емкостями.
Сковорода электрическая секционно-модулированная СЭСМ-0,2 [4, с. 135-136] имеет прямоугольную стальную чашу, облицованную стальными листами, покрытыми белой эмалью, установленную на двух тумбах. Чаша имеет слив для слива жира. Сверху она закрывается откидной крышкой, которая фиксируется двумя пружинами растяжения, размещенными внутри тумб.
Между чугунной чашей и облицовкой проложен слой асбеста и фольги, служащий тепловой изоляцией.
Для автоматического поддерживания заданной температуры сковороды на задней стороне ее чаши смонтирован терморегулятор ТР-4К. В правой тумбе размещен механизм опрокидывания чаши, позволяющий поворачивать ее на 180 0С. Емкость чаши 36 дм3 (л). Время разогрева до 350 0С 45 мин.
Сковорода электрическая с косвенным обогревом СКЭ-0,3 [4, с. 136-138] отличается от СЭСМ-0,2 и СЭСМ-0,5 способом передачи тепла к загрузочной чаше. Тепловая энергия к поверхности чаши передается через промежуточный теплоноситель - минеральное масло. Масло нагревается с помощью 6-ти тэнов.
В сковороде газовой секционной модулированной СГСМ-0,5 обогрев рабочей чаши происходит за счет непосредственно расположенной под ней камеры сгорания.
Сковорода газовая СКГ-0,3 с косвенным обогревом отличается от сковород с непосредственным обогревом тем, что рабочая чаша ее обогревается с помощью промежуточного теплоносителя - минерального масла.
Фритюрницы
Фритюрница электрическая секционно-модулированная ФЭСМ-20 [4, с. 144-145] состоит из жарочной ванны прямоугольной формы. Нагрев жира осуществляется тэнами, погруженными непосредственно в его объем.
Жарение производится в сетчатой корзине из нержавеющей стали, погруженной в жарочную ванну с горячим маслом. Регулирование температуры нагрева жира происходит автоматически с помощью терморегулятора ТР-200. На передней верхней части расположены сигнальные лампы и пакетный переключатель. Зеленая лампа показывает включение тэнов, а желтая - достижение заданной температуры жира. Производительность - 12 кг/ч. Количество заливаемого масла - 20 л. Время разогрева масла до 180 0С - 20 мин.
Фритюрница непрерывного действия ФНЭ-40 предназначена для жарки картофеля и рыбы. Жир в жарочной ванне нагревается тэнами и температура поддерживается автоматически с помощью электроконтактного термометра ЭКТ-2. Кулинарные изделия транспортером из загрузочного бункера подаются в ванну, где их равномерно прожаривают, плавно перемещая при помощи вращающегося шнека через слой горячего жира.
Жаровни
Жаровня вращающаяся электрическая ЖВЭ-700 [4, с. 147-148] предназначена для выпечки блинчиков-полуфабрикатов прямоугольной формы. В ней сверху на столе на кронштейне закреплен полый чугунный жарочный барабан, а также бачок и лоток для теста и отсекающий механизм. Нагрев жарочной поверхности барабана осуществляется за счет лучистой энергии, выделяемой кварцевыми электронагревателями, установленными внутри барабана, а температура его поддерживается автоматически с помощью термоэлектрического термометра. Лоток служит для формовки тестовой ленты и подачи ее к жарочному барабану. Снизу от барабана расположен скребковый нож, который отделяет готовую тестовую ленту. Блинная лента при помощи направляющих и ножа нарезается на блинчики и укладывается на поддон.
Производительность - 720 шт/ч. Размеры блинчика - 280 х 240 мм. Емкость бака для теста - 3 л. Рабочая температура барабана - 160 190 0С.
Особенности устройства жарочных и пекарных шкафов.
Классификация


Жарочные шкафы предназначены для жарки мясных и рыбных продуктов, а также для запекания овощных и крупяных блюд. [4, с. 149-150].
Пекарные шкафы предназначены для выпечки мясных хлебобулочных и кондитерских изделий. Жарочные и кондитерские шкафы различаются между собой количеством и размерами рабочих камер, температурой в камере. В эксплуатации находятся жарочные шкафы ШЖЭСМ-2К, ШМЭ-0,85, ШКЭ-0,51, ШЖЭ-1,36, ШК-2А и пекарные шкафы ШПЭСМ-3, ЭШ-3М, КЭП-400.
Шкаф жарочный электрический секционно-модулированный ШЖЭСМ-2К
Состоит из двух жарочных секций однотипных унифицированных с теплоизоляцией [1, с. 500-502]. Секции выполнены из стальных листов и оборудованы внутри полками для противней. Нагрев секций производится тэнами, установленными во внутреннем коробе по 3 шт. сверху и по 3 снизу. Верхние тэны открыты, нижние тэны закрыты подовым листом. Пары и газы, образующиеся при тепловой обработке продуктов, удаляются через вентиляционное отверстие. С правой стороны расположен блок электроаппаратуры отдельно для каждой секции на его лицевую панель выведены 2-а пакетных переключателя для раздельного управления верхними и нижними тэнами. Пакетные переключатели изменяют мощность регулирования верхних и нижних тэнов в соотношении 4:2:1. Терморегулятор поддерживает в автоматическом режиме заданную температуру секции в пределах от 100 0С до 350 0С. [4, с. 149-150]
Кондитерская электрическая печь КЭП-400
Предназначена для выпечки мелких хлебобулочных и кондитерских изделий. Печь разделена на две половины: в левой половине помещены тэны, вентилятор, парогенератор, система управления и сигнализация, в правой половине - пекарная камера с дверью [4, с. 151-152]
В нижнем отсеке находится парогенератор, нагреваемый тэнами, питательный патрубок и патрубок для отвода конденсата.
Выпечка производится на листах-подиках, установленных на стеллажную тележку, которая вкатывается в пекарную камеру печи.
Пароувлажнение пекарной камеры осуществляется паром, получаемым в собственном парогенераторе. Лимб терморегулятора устанавливают на необходимую температуру и включают с помощью пакетных переключателей рабочие камеры на сильный нагрев, затем переводят на слабый или сильный нагрев.
Производительность - 400 кг/смену. Количество стеллажей тележек - 6. Общая мощность - 50,5 кВт, масса 2000 кг.
Аппараты с инфракрасным обогревом.


Электрические аппараты с инфракрасным нагревом подразделяются на аппараты периодического и непрерывного действия. К первым относятся грили и универсальные жарочные шкафы, ко вторым -- конвейерная жарочная печь.
Электрический гриль ГЭ-3. Гриль представляет собой жарочный шкаф в форме параллелепипеда с ИК-генераторами в виде хромоникелевой спирали, заключенной в кварцевую трубку. В рабочей камере на приводном валу с квадратным гнездом укрепляется вертел с двумя раздвижными держателями и набором из восьми шпажек для шашлыка. Обжаривание шницелей, котлет, отбивных и других изделий может производиться на решетках, которые входят в комплект гриля. Рабочая камера гриля закрывается откидной дверцей из термостойкого стекла.
Электрический гриль ГЭ-2. Гриль имеет две рабочие камеры: верхнюю--жарочную и нижнюю -- тепловую. В жарочной камере под потолком установлены пять ИК-генераторов (КИ-220-1000). Кулинарные изделия крепятся на пяти вилкообразных вертелах, совершающих сложное движение: вокруг собственной оси я вокруг оси двух дисков, на которых они закреплены. Это движение осуществляется с помощью планетарной передачи и обеспечивает равномерное обжаривание продуктов. Температура в жарочной камере поддерживается терморегулятором. В нижней части жарочной камеры установлен нагревательный элемент мощностью 300 Вт, на который помешается кусок дерева, выделяющий ароматические вещества, придающие готовому изделию специфические вкус и запах. Нижняя (тепловая) камера обогревается тремя тэнами общей мощностью 1050 Вт, в ней готовые изделия поддерживаются в горячем состоянии.
Универсальные жарочные шкафы Ш>ЖЭ-0,51 и ШЖЭ-0,85. Шкафы состоят соответственно из трех и пяти камер, в каждой из которых помещено по одному противню, Обогрев камер производится с помощью ИК-генераторов (нихромовая спираль в кварцевой трубке), расположенных в верхней и нижней частях камеры. Температура внутри камер регулируется с помощью датчиков -- реле температуры в диапазоне от 100 до 300 °С. Шкафы предназначены для жарки, выпечки и доведения до готовности кулинарных изделий и работают с использованием функциональных емкостей. Эти шкафы являются частью параметрического ряда универсальных шкафов с инфракрасным нагревом, включающего шкафы с числом противней 3, 5, 6, 8, 9 и 10, что соответствует предприятиям общественного питания различной мощности.
Печь конвейерная жарочная ПКЖ.
Печь представляет собой аппарат непрерывного действия. Основными узлами его являются: конвейер, собственно жарочная камера и блоки (верхний и нижний) ИК-генераторов. В рабочем режиме цепной транспортер, на котором установлены противни с изделиями, совершает шаговое (прерывистое) движение, что достигается с помощью специального реле времени. ИК-генераторы, собранные в блоки по 6 шт. (мощность блока 4,5 кВт), изготовлены в виде хромоиикелевой спирали, помещенной в кварцевую трубку. Снизу генераторы защищены металлической сеткой, исключающей попадание стекла на продукт. Противни имеют размер 420X285 мм. Сверху продукты обогреваются за счет лучистой энергии, снизу -- путем контакта с нагретыми противнями. Печь используется на крупных предприятиях общественного питания для жарки полуфабрикатов из мяса.
Тема 3.8.Универсальное оборудование
Все тепловые аппараты независимо от технологического назначения и конструктивного решения состоят из следующих основных частей: рабочей камеры (поверхности), теплогенерирующего устройства, корпуса аппарата, теплоизоляции, кожуха, основания, контрольно-измерительных приборов, приборов автоматического регулирования и арматуры.
Рабочая камера предназначена для тепловой обработки пищевых продуктов. Ее форма и размеры зависят от технологического назначения аппарата (резервуар пищеварочного котла, ванна фритюрницы, камера пароконвектомата, греющая поверхность контактного гриля или сковороды). Она может быть подвижной и неподвижной.
Теплогенерирующие устройства служат для преобразования разных видов энергии в тепловую и передачи ее стенкам рабочей камеры, непосредственно технологической среде или продукту (трубчатые электронагреватели, газовые горелки, ИК-нагреватели, магнетроны и др.).
Корпус является каркасной частью аппарата и предназначен для монтажа на нем основных узлов аппарата.
Теплоизоляция снижает потери теплоты аппаратом в окружающую среду и выполняется в виде слоев из специальных материалов на наружной поверхности рабочей камеры.
Кожух используется для защиты изоляции от воздействий влаги воздуха и разрушения и придает аппарату эстетичный внешний вид.
Основание служит для монтажа корпуса аппарата и выполняется чаще всего в виде отливки из чугуна, дюралюминия или пластмассы различной формы.
Контрольно-измерительные приборы и приборы автоматического регулирования, служат для включения, выключения, контроля над работой аппарата, регулирования теплового режима и безопасной эксплуатации аппаратов.
Индексация теплообменных аппаратов
В основу индексации положено буквенно-цифровое обозначение оборудования.
Первая буква - это группа, к которой относится данный вид оборудования: К - котлы; П - плиты; Ш - шкафы; С - сковороды; Ф - фритюрницы.
Вторая буква соответствует конструктивному оформлению, назначению аппарата и др. Например, КП - котел пищеварочный; КН - кипятильник непрерывного действия.
Третья буква - энергоноситель, на котором работает данный вид оборудования: Э - электроэнергия; Г - газ; Т - твердое топливо; П - паровое оборудование.
Цифра, отделенная от буквенного обозначения дефисом, соответствует типоразмеру или основному параметру оборудования: площадь поверхности, объем, количество конфорок, часовая производительность и т. д.
За исходные параметры в типоразмерном ряду тепловых аппаратов приняты:
для плит и сковород - площадь жарочной поверхности,
для кипятильников - часовая производительность;
для пищеварочных котлов - вместимость варочного сосуда, и т. д.
Общие сведения о секционном модульном оборудовании
В настоящее время для предприятий общественного питания выпускается тепловое модульное оборудование, рассчитанное на установку в технологические линии пристенным и островным способом. Последовательность расположения определяется требованиями технологического процесса приготовления пищи. Использование секционного модульного оборудования предназначено для работы с функциональными емкостями. Функциональными называются емкости, которые могут применяться в различных видах теплового и холодильного оборудования.
Изготовляют шесть типов функциональных емкостей различных размеров.
По назначению различают емкости для приготовления пищи, обозначаемые буквой Е, перфорированные вкладыши - М; противни - О. Полное условное обозначение емкости из нержавеющей стали условного номера 1 (530 х 325 мм) высотой 200 мм.
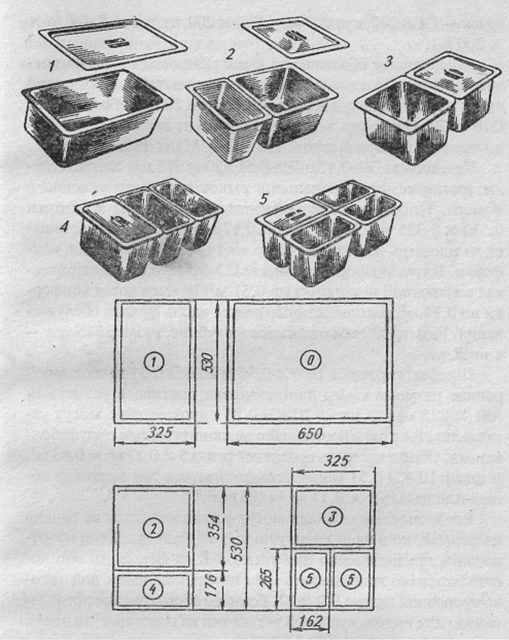
Рис. 1. Внешний вид емкостей.
Так, плиты ПЭ-0,17 и ПЭ-0,51 соответствуют размерам функциональной емкости первого условного номера 530 X 325 мм. Площадь жарочной поверхности такой конфорки 0,530 X 0,325 = 0,17 м2. Цифра 0,17 в шифре плиты указывает на площадь жарочной поверхности, т. е. на площадь конфорки. В трехконфорочной плите ПЭ-0,51 (плита электрическая с жарочной поверхностью 0,51 м2) применяются конфорки пять противней с мелкоштучными полуфабрикатами. Общая площадь противней равна 5 х 0,17 м2 = 0,85 м2. В шкаф ШЖЭ-0,51 могут устанавливаться три противня общей площадью 3 X 0,17 м2 = 0,51 м2.
Все виды секционного модульного оборудования могут устанавливаться на фермах (сварная металлоконструкция заводского изготовления) и на индивидуальных подставках. Если оборудование предназначено для установки на ферме, то оно поставляется без подставки и имеет шифр, например, для одноконфорочной плиты ПЭ-0,17. Если же оборудование предназначено для индивидуальной установки на подставке, то шифр ее для той же плиты ПЭ-0,17-01.
Размеры ферм зависят от количества устанавливаемого на них оборудования.
Модульное оборудование имеет ряд преимуществ:
1. линии располагаются пристенно (по периметру) или островным способом (в центре помещения).
2. обслуживание, ремонт, подключение, монтаж оборудования ведется с фронтальной стороны.
3. применение его позволяет рационально использовать производственную площадь.
4. при линейном размещении оборудования обеспечиваются последовательность технологического процесса и удобная взаимосвязь различных его стадий.
5. линия оформляется в едином стиле, соответствующем требованиям технической эстетики.
6. имеет форму прямоугольного параллепипеда.
7. если оборудование расположено на фермах: а) санитарное состояние помещений поддерживать значительно легче, б) Снижается металлоемкость технологических машин.
Набор оборудования на фермах осуществляется следующим образом:
1. Производится расчет и подбор оборудования,
2. Условно осуществляется его расстановка,
3. Исходя из полученного суммарного размера по фронту оборудования выбирается ферма,
4. Разница размера между оборудованием и фермой компенсируется вставками.
Вставки имеют выдвижные полки-шкафы для установки функциональных емкостей. Стол - верхняя поверхность вставки - используется для временной укладки различного вида инвентаря и приборов, которыми пользуется обслуживающий персонал во время тепловой обработки продуктов.

Плиты электрические.


Классификация
Плиты относятся к универсальному тепловому оборудованию с непосредственным обогревом. Прсзназначены они для приготовления горячих блюд в наплитной посуде или непосредственно на поверхности кон-форки, а также в жарочном шкафу. В зависимости от вила используемого топлива и энергии видоизменяются конструкции плит. Однако, все плиты имеют общие конструктивные элементы: жарочные поверхности и объемы жарочных и тепловых шкафов.
Электрические плиты на предприятиях общественного питания используются различных конструкций, которые просты по устройству и различаются между собой габаритами, мощностью, количеством и формой конфорок, а также наличием или отсутствием жарочных шкафов.
В настоящее время промышленность выпускает электрические плиты секционно-модулированные и несекционные. Секционно модулированные плиты группируются на плиты, приготовление изделий на которых осуществляется в наплитной посуде (ПЭСМ-4, ПЭСМ-4Ш, ПЭСМ-4ШБ, ПЭСМ-2, ПЭСМ-2К), и на плиты, изделия на которых готовят непосредственно на жарочной поверхности (ПЭСМ-1Н, ПЭСМ-2НШ).
Для тепловой обработки полуфабрикатов в функциональных емкостях используются плиты ПЭ-0,51, ПЭ-0,51-01, ПЭ-0,17, ПЭ-0,17-01,
На предприятиях общественного питания с буфетным обслуживанием используются малогабаритные секционно-модулированные плиты ПНЭН-0,2 и ПНЭК-2. В настоящее время находятся в эксплуатации несекпион-ные плиты ЭП-7, ЭП-8, ЭП-4, ЭП-2М, ЭПМ-5, ЭПМ-ЗМ, ЭПН-4.
В общественном питании также используются плиты на газовом обогреве. Промышленность в настоящее время выпускает только секционно-модулированные плиты ПГСМ-2, ПГСМ-2Ш. На малых предприятиях используют бытовые газовые плиты, которые различаются по конструкции, объему жарочного шкафа, наличию приборов автоматики и специальных приспособлений.
СЕКЦИОННЫЕ МОДУЛИРОВАННЫЕ ПЛИТЫ
Секционные модулированные плиты подразделяются на плиты, приготовление изделий на которых осуществляется в наплитной посуде, и на плиты с приготовлением изделий непосредственно на жарочной поверхности. К первым относятся плиты ПЭСМ-4, ПЭСМ-4Ш, ПЭСМ-4ШБ, ПЭСМ-2 и ПЭСМ-2К, ко вторым--плиты ПЭСМ-1Н и ПЭСМ-2НШ. Кроме того, имеется группа малогабаритных секционных модулированных плит (ПНЭН-0,2 и ПНЭК-2), которые используются на предприятиях общественного питания с барным (буфетным) методом обслуживания.
Плита электрическая секционная модулированная ПЭСМ-4ШБ с жарочным шкафом и бортами. Плита состоит из жарочной поверхности, включающей четыре прямоугольные конфорки (блок конфорок), и жарочного шкафа, обогреваемого сверху и снизу тэнами. Боковые борта служат для перемещения наплитной посуды. Жарочная поверхность и шкаф смонтированы на раме, расположенной на четырех регулируемых по высоте ножках. Жарочная поверхность подъемная, что необходимо для обеспечения доступа к клеммам конфорок и пакетных переключателей. Под жарочной поверхностью расположен поддон для сбора пролитой жидкости. Шкаф плиты представляет собой жарочный шкаф с естественной циркуляцией теплоносителя (воздуха), обогреваемый шестью тэнами (по три снизу и сверху с раздельным включением). В камере шкафа температура автоматически поддерживается с помощью терморегулятора ТР-4К. На панели справа от камеры шкафа расположены ручки его переключателей, лимб терморегулятора, ручка управления заслонкой, перекрывающей отверстия для отвода паров из камеры, и сигнальные лампы.
Тема 3.9. Специализированные аппараты.
К специализированным относятся аппараты и устройства для опаливания птицы и дичи, пассерования и припускания овощей и т. д.
Устройство УОП-1 для опаливания птицы и дичи (рис. 19.9) раб! тает на газовом обогреве и служит для опаливания кур, цыплят, ряб чиков, тетеревов и т. д. на предприятиях общественного питания.
Устройство состоит из рамы /, закрытой с трех сторон облицовками. Сверху к раме крепится крышка 2, в которой предусмот рено отверстие для подключения к вытяжной вентиляции 7. В нем тре крышки установлен поворотный диск 3, к которому крепятся восемь крюков 4 для закрепления тушек. В средней части рамы имеется выдвижной поддон £для сбора отходов при опаливании. На правой передней стойке рамы имеются кронштейны для установки опалочной горелки 8 и запальника 5. Горелка с помощью гибкого шланга соединяется с блоком автоматики безопасности 6 типа АБ.
Опалочная горелка состоит из коллектора, на котором имеются четыре сопловых отверстия диаметром 1 мм. Смесительная трубка выполнена в виде трубы с сетчатым стабилизатором пламени. Запорное устройство состоит из подпружиненного клапана, штока с уплотнителем, рычага. Запорное устройство смонтировано в ручке горелки. При нажатии на рычаг шток отжимает клапан от седла, открывая проход газу. При отпускании рычага клапан плотно прижи мается пружиной к седлу, при этом доступ газа к горелке прекращается. На передней стороне ручки укреплен отражатель, обеспечивающий защиту руки от воздействия открытого пламени.
Помещение, в котором устанавливается УОП-1, должно иметь приточно-вытяжное устройство и естественное освещение.
Производительность при массе тушки 1,5 кг - 40-60 шт./ч; тепловая мощность - 11 700 Вт; габариты - 900x700x1800 мм, масса - 100 кг.
Аппарат тепловой электрический АТЭ-0,73 предназначен для пассерования нашинкованных овощей (лука, моркови) и припус-кания овощей (моркови, капусты) на предприятиях общественного питания.
Аппарат состоит из чаши (внутреннего котла), вокруг которого располагается кожух (наружный котел). Чаша и кожух соединены между собой сваркой. Пространство между чашей и кожухом заполнено теплоизоляцией. Ко дну чаши крепится блок электронагревателей, которые закрыты снизу теплоизоляционным слоем. Кожух котла установлен на цапфах, которые опираются на две тумбы. На первой тумбе спереди расположена панель управления, а внутри тумбы - панель с электроаппаратурой включения тэнов и электродвигателем привода червячного редуктора, опрокидывающего чашу. На первой тумбе также располагаются два датчика-реле температуры: датчик предварительного нагрева чаши и датчик аварийного отключения тэнов. На нижнем листе кожуха располагается электродвигатель, коническая передача и вал привода мешалки. При включении мешалки скребки перемешивают пассеруемые овощи, что исключает возможность их подгорания. Расположение электродвигателя и привода мешалки в кожухе не препятствует опрокидыванию чаши. Механизм привода мешалки поворачивается вместе с чашей. Чаша аппарата закрывается крышкой. Крышка чаши поворачивается вокруг неподвижной оси вращения, ее можно установить под любым углом в пределах от 0 до 90°. Перед опрокидыванием чаши крышку устанавливают в вертикальные положение: если этого не сделать, то механизм опрокидывания чаши будет заблокирован.
Стерилизатор для ножей СТУ фирмы «АТЕСИ» (рис. 19.10) слу жит для обеззараживания ножей и других инструментов. Annapai настенный, выполнен в виде полки с дверцей из нержавеющей ста ли, рассчитан на максимально возможное количество - 12 ножей. Обеззараживание происходит под воздействием ультрафиолетовых лучей, изучаемых ртутной лампой с бактерицидным потоком в диапазоне длин волн 205-315 нм.
Рис. 19.10. Стерилизатор для ножей СТУ Дверца стерилизационной камеры выполнена из ударопрочного тонированного стекла. Стерилизатор оснащен датчиком времени (таймером), рассчитанным на максимальное время облучения - 60 мин.
Тема 3.10 Многофункциональное оборудование, тепловые линии. пароконвектомат
Понятие об СВЧ-нагреве и микроволновых печах
СВЧ-нагрев широко применяется в медицине, микробиологии для уничтожения жизнедеятельности микроорганизмов и грибов. Его используют для пастеризации молока, хлебобулочных и кондитерских изделий, для уничтожения неспоровых бактерий. Преимуществом СВЧ-нагрева при пастеризации по сравнению с традиционным тепловым нагревом является уничтожение микрофлоры за более короткое время, что позволяет сохранить содержащиеся в продуктах витамины.
СВЧ-нагрев широко применяют для дезинфекции - уничтожения бабочек, жуков, личинок и яиц насекомых в таких пищевых продуктах как мука, крупа, пшеница, рис, чай и др.
СВЧ-нагрев применяют и для терапевтических воздействий на внутренние органы и ткани человеческого тела, к которым трудно или невозможно подвести теплоту, нагревая поверхность тела. При максимальном нагреве в организме происходят различные биохимические реакции из-за повышения температуры как клеток, так и нервных окончании: расширяются сосуды, повышается капиллярное давление, увеличивается проницаемость клеточных мембран, возрастает обмен веществ, происходит расслабление мышц, схваченных спазмом, уменьшается боль, ускоряется процесс заживления ран. Нагрев тканей необходимо осуществлять до температуры не выше 45 °С, так как дальнейшее повышение температуры тканей может вызвать в них необратимые повреждения.
Кроме того, СВЧ-нагрев стал широко применяться в общественном питании и торговле. При этом времени на тепловую обработку продуктов затрачивается намного меньше, чем при традиционных варке и жарке.
С помощью СВЧ-нагрева производят варку, дефрастацию (размораживание) и подогрев продуктов.
Какие же процессы происходят в продуктах под воздействием СВЧ-поля?
Во всех ранее рассмотренных случаях тепло подводилось к поверхности продукта лучеиспусканием, теплопроводностью или конвекцией. К средним слоям твердых продуктов тепло от поверхп ти передается теплопроводностью, жидких - конвекцией. поскольку теплопроводность большинства продуктов мала, нерп дача тепла от поверхности внутрь продукта осуществляется мел ленно. Чтобы прогреть всю массу продукта и довести ею до готовностц, требуется длительная тепловая обработка, что приводиi k снижению содержания в нем отдельных пищевых веществ.
При воздействии электромагнитного поля сверхвысокочастотного (900-2375 МГц) одновременно прогревается вся масса продукта.
Электромагнитное поле представляет совокупность электрического и магнитного полей, находящихся во взаимосвязи. Пищевые продукты относятся к диэлектрикам, у которых электрические заряды под действием электромагнитного поля не могут свободно перемешаться, а смещаются относительно друг друга поворачиваются в пространстве. Смещение связанных зарядов под действием внешнего электрического поля называется поляризацией.
Для пищевых продуктов основную роль в процессе поглощения энергии поля при диэлектрическом нагреве имеет дипольная поляризация (диполь - система из двух одинаковых по значению и противоположных по знаку электрических зарядов, «сходящихся один от другого на определенном расстоянии). Все продукты содержат воду, молекула которой является диполем. Дипольная поляризация требует значительных затрат энергии поля, которая сразу же во всех слоях продукта преобразует в тепловую, поэтому температура всего продукта может очень быстро повышаться.
В продукте, находящемся в электромагнитном поле сверхвысокой частоты, наряду с дипольной поляризацией (переориентацией молекул воды) наблюдаются и другие виды поляризации, например, электронная. Нагрев же продукта в основном происходит из-за дипольной поляризации.
Для нагрева пищевых продуктов используют электромагнитное поле сверхвысокой частоты (915-2375 МГц).
На скорость нагрева продукта влияют его электрофизические параметры и мощность электромагнитного поля. Глубина прогрева зависит от частоты поля и составляет несколько десятков миллиметров от поверхности. Например, для говядины - 11 - 13, свинины - 20-24, хлеба - 45-55, картофеля - 18-24 мм с каждой стороны куска. Для большинства изделий такой глубины прогрева вполне достаточно.
СВЧ-нагрев используют не только для приготовления пиши но и для размораживания быстрозамороженных блюд. Разморажива мне и разогрев блюд осуществляются за несколько минут. При ном сохраняются первоначальная форма продукта, его вкус, потерн же пищевых веществ незначительна. Отпускать изделия целесообразно в той же посуде, в которой они разогревались.
Недостатки СВЧ-нагрева: низкий КПД, высокая стоимость и сложность оборудования; возможность утечки СВЧ-поля и связанная с этим опасность вредного воздействия его на обслуживающий персонал; отсутствие колера на поверхности продукта.
Технология тепловой обработки пищевых продуктов и СВЧ-нппаратах требует соблюдения ряда требований. Так, продукт нельзя помещать в СВЧ-поле в металлической посуде, так как металл отражает электромагнитное поле данной частоты. Размеры и масса обрабатываемых продуктов должны быть строго определенными и соответствовать мощности и рабочей частоте поля аппарата. Для нагрева в СВЧ-поле можно применять картонную, стеклянную и пластмассовую посуду определенных видов, материал которой пропускает электромагнитное поле СВЧ. Время тепловой обработки продукта в СВЧ-поле в несколько раз меньше по сравнению с традиционными методами приготовления пищи. При оптимальных режимах тепловой обработки срок доведения большинства Источником СВЧ-поля является ламповый генератор - м;и нетрон. Управление потоком электронов в нем осуществляем < счет воздействия электрического и магнитного полей
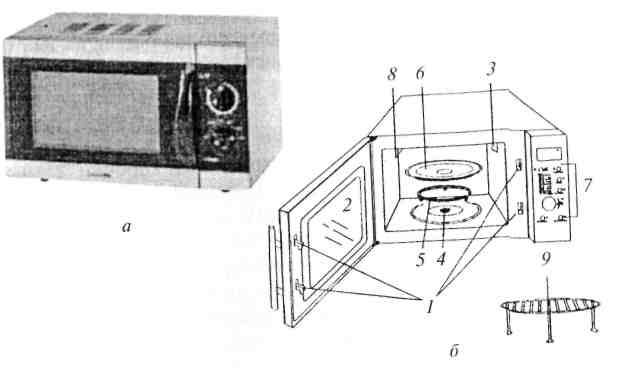
Пароконвектоматы

Пароконвектоматы - тепловое оборудование, предназначен ноедля быстрого приготовления мяса, рыбы, овощей, птицы, раз личных десертов, выпечки хлеба, кондитерских изделий. Практи чески пароконвектоматы можно использовать для приготовления любых блюд. Это объясняется тем, что в пароконвектомате можно создавать три различных режима воздействия на приготавливав мый продукт.
Из самого названия этого оборудования вытекает режим обработки продукта. Первый режим - обработка продукта паром. В аппарате встроен генератор пара, работающий на электронагреве. Паром, получаемым из генератора с температурой 100 °С, хорошо обрабатывать рыбу и овощи, которые сохраняют свою форму и вкусовые свойства. При этом происходит процесс, называемый «варкой на пару».
Второй режим - работа аппарата в режиме конвекции. Он пользуется для жарки всех видов мяса и птицы и для любого вида выпечки. Продукт обжаривается до хрустящей корочки. Температурный режим в камере от 30 до 270 °С, за счет закрытия заслонки (шибера), влага, выделяемая продуктом, остается в камере. Вентилятор прогоняет воздух через тэны. Скорость движения воздуха и температура нагрева задаются программой.
Третий режим - смешивание первого и второго режимов, (пароконвекция). Смешанный режим позволяет готовить не только при регулируемой температуре, но и при регулируемой влажности в камере. Поэтому продукты, при этом режиме не пересушиваются. В этом режиме хорошо готовить жареного поросенка, шашлык. Температура регулируется от от 30 до 250 °С, а относительная влажность воздуха от 5 до 100 %. Пароконвектоматы выпускаются как на электронагреве, так и на газе.
фирмы «АТЕСИ» серии АПК модели «Рубикон» (рис. 20.2) выполнены из нержавеющей стали, имеют форму шкафа на ножках, настольные.
Они присоединяются не только к электросети, но и к системам иодоснабжения и канализации.
В правой части шкафа находится тепловая камера обработки с направляющими для установки противней или других емкостей.
В левой части шкафа внизу расположен парогенератор, в который подается вода из водопровода, уровень которой поддерживается автоматически. Образовавшийся пар с помощью вентилятора подается в камеру и по ней принудительно циркулирует, поддерживая требуемую температуру в каждой точке объема.
Рукоятка дверцы камеры снабжена блокировкой, автоматически отключающей нагрев при открывании дверцы для предотвращения ожогов персонала.
На поверхности шкафа расположен дисплей (рис. 20.3), с помощью которого осуществляется автоматическое управление работой пароконвектомата.
С помощью пароконвектомата можно выпекать самые разнообразные сладкие и «пикантные» хлебобулочные изделия: из слоеного дрожжевого теста, яблочные штрудели, пироги на листе, ромовые бабы, бисквит - любого размера.
Рис. 20.2. Пароконвектомат: а - общий вид; в -
вентиляционный отсос
Несколько скоростей вентилятора обеспечивают возможность для
выпекания таких «привередливых» изделий, как суфле, выпечка .из
заварного теста или эклеры. Функция подачи пара служит для
кратковременного поступления большого количества влаги, необходимой
для лучшего подъема теста и образования глянца
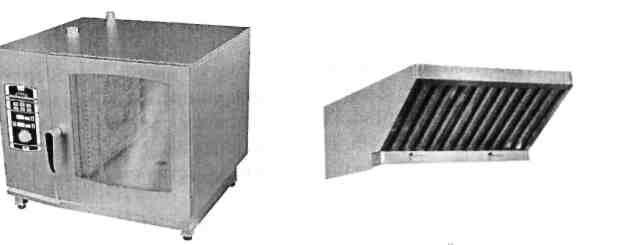
Пароконвектомат имеет режим быстрого охлаждения камеры до нужной температуры.
Имеется режим регегерации(обработка паром с температурой от +120 до +160 °С). Функция регенерации отменила необходимость длительного хранения блюд в горячем состоянии. Перед подачей блюда разогреваются в данном режиме до нужной температуры, а вкусовые качества и пищевые свойства остаются на неизменно высоком уровне.
Камера обработки снабжена термошупом, который соединен с автоматикой и помещается в толщу продукта. При достижении нужной температуры в продукте он отключает нагрев.
В конце работы аппарат включается в режим автоматической санитарной обработки.
Тема 3.12 Водогрейное оборудование

Водогрейное оборудование
Классификация
Кипятильники предназначены для приготовления кипятка, водонагреватели - для горячей воды. По источнику обогрева кипятильники делятся на твердотопливные, газовые и электрические.
По структуре рабочего цикла различают кипятильники периодического действия, т.е. приготовление кипятка и его разбор производится раздельно, и непрерывного действия, т.е. приготовление кипятка и его разбор осуществляется одновременно. Кипятильники непрерывного действия работают по принципу сообщающихся сосудов
Кипятильник электрический
Кипятильник электрический непрерывного действия типа КНЭ-25М (КНЭ-50М) [5, с. 441-444] состоит из корпуса, кипятильного сосуда с тэнами, сборника кипятка, переливной трубы, питательной коробки с клапаном и поплавковым устройством, питательной трубки, сигнальной трубки, разборного клапана.
Холодная вода поступает в нижнюю часть кипятильного сосуда. Нагретая вода, обладающая меньшей плотностью, поднимается вверх и доводится до кипения. При кипении в переливной трубе уровень воды несколько повышается, и когда пузырьки воды в нагретой воде прекращают конденсироваться, они выбрасывают верхний слой воды в сборник кипятка. Кроме того, пар соприкасается с холодными стенками питательной коробки, конденсируется и в виде конденсата стекает в сборник кипятка.
Как только порция кипятка из переливной трубы перельется в сборник кипятка, уровень воды в переливной трубе понизится и вода из питательной коробки по питательной трубе поступает в нижнюю часть кипятильного сосуда, в результате чего уровень воды в питательной коробке также понизится. При этом поплавок опустится и через рычаг отведет клапан от седла. Через образовавшееся отверстие холодная вода будет поступать из водопровода в питательную коробку до тех пор, пока уровень воды в ней и переливной трубе не достигнет заданного значения. После этого поплавок поднимается и клапан закроет проход холодной воде из водопровода в питательную коробку. За это время в верхней части тэнов вновь накопится большое количество пузырьков пара, которые оторвутся от тэнов и поднимутся в переливную трубу, и кипяток вновь перебросится в сборник кипятка.
Через разборный кран выходит кипяток, температура которого на 10-15 0С ниже температуры кипения, так как кипяток в сборнике частично соприкасается со стенками питательной коробки, температура которых значительно ниже. Принцип устройства и принцип получения кипятка электрокипятильником КНЭ-25М, (КНЭ-50М), КНА-100М, а также твердотопливного кипятильника КНТ-200 аналогичны описанной конструкции кипятильников.
Тема 3.13 Оборудование для раздачи пищи.

Оборудование для раздачи пищи
Раздаточные линии комплектуются из различных видов оборудования: вспомогательного, теплового, немеханического и транспортирующего.
К вспомогательному тепловому оборудованию относятся мармиты, тепловые шкафы, тепловые стойки и термостаты для поддержания готовой продукции в горячем состоянии и ее кратковременного хранения.
К немеханическому оборудованию относятся столы для установки на них посуды, термостатов и контрольно-кассовых аппаратов.
К транспортирующему - передвижные тележки для посуды и приборов.
Мармиты.

Классификация
Выпускаются или эксплуатируются стационарные электрические мармиты следующих типов: МСЭСМ-3, МСЭ-3К для кратковременного хранения первых блюд; МСЭСМ-50, МСЭСМ-5К, МСЭСМ-55, МСЭСМ-60, МСЭСМ-80, МСЭСМ-110 для кратковременного хранения вторых блюд, гарниров, соусов и др.; МСЭ-55, МСЭ-55К, МС-80, МСЭ-80К, МСЭ-110, МСЭ-110К - вторых блюд в мармитницах и противнях с несоусными блюдами в тепловом шкафу; МСЭ-84 - для кратковременного хранения в горячем состоянии супов, соусов, соусных блюд и гарниров; МНЭ-22, МНЭ-45 - первых и вторых блюд.
Мармит стационарный МСЭСМ-3
Предназначен для кратковременного хранения первых блюд в наплитных котлах [4, с. 181] в горячем состоянии. Он состоит из рамы, к которой крепятся каркас и два стола. Верхний стол имеет раздаточную полку, а нижний стол - три круглые электрические конфорки.
Мармиты стационарные электрические секционно-модулированные МСЭСМ-50, МСЭСМ-55 и др.
Предназначены для кратковременного хранения в горячем состоянии гарниров, соусов вторых блюд [4, с. 182-183]. Блюда хранятся в мармитницах, обогреваемых насыщенным паром. Нагрев воды осуществляется тэнами, и защиту их обеспечивает реле давления, которое срабатывая отключает тэны парогенератора, а на панели загорается красная сигнальная лампочка.
Несоусные блюда хранятся на противнях в тепловом шкафу, установленном в нижней части мармита. Тепловой шкаф обогревается трубчатыми электронагревателями, регулирование мощности которых осуществляется пакетным переключателем.
Мармиты настольные электрические МНЭ-22, МНЭ-45
Предназначены для первых и вторых блюд на точках с барным методом обслуживания [4, с. 184]. Обогрев мармитниц осуществляется воздухом, нагреваемым тэнами, установленными под съемным поддоном. Заданный тепловой режим поддерживается терморегулятором.
Линии самообслуживания
Линии прилавков самообслуживания [1, с. 525-526]; [4, с. 186-188] могут включать различные прилавки и оборудование: прилавок ЛПС-1 для подносов; прилавок ЛПС-2 для холодных и сладких блюд; прилавки-мармиты ЛПС-3, ЛПС-16, ЛПС-17 для вторых блюд; прилавок ЛПС-5 для горячих напитков; прилавок ЛПС для столовых приборов; прилавок-кассу ЛПС-7 (или ЛПС-24); прилавки-мармиты ЛПС-10, ЛПС-11 для первых блюд и др.
Механизированные линии подразделяются на две группы: линии для непрерывного отпуска обедов - ЛККО-2 «Поток» и др. и линии для циклического отпуска обедов (линии с накопителями). По сравнению с линиями прилавков самообслуживания позволяют сократить обеденное время с 30-40 до 15-20 мин, увеличить реализацию продукции на 50-60%.
Механизированная линия представляет конвейер, обслуживаемый комплектовщицами обедов. По мере движения подносов на транспортере комплектовщицы ставят на них блюда, формируя на них комплексный обед определенной цены. Используются в столовых крупных предприятий
Раздел 4 Холодильное оборудование
Тема 4.1 4.2. Основы холодильной техники. Холодильные машины

Общие сведения о холодильном оборудовании.
Холод является прекрасным консервантом, замедляющим развитие микроорганизмов. Поэтому на предприятиях общественного питания холод используют для хранения продуктов при низких температурах в камерах, шкафах, прилавках и витринах, При этом вкусовые качества продуктов и их внешний вид остается почти без изменения, Понятие холод -- означает малое содержание тепла в теле. Охлаждение -- это отвод тепла от продуктов питания, сопровождающийся понижением их температуры. Различают искусственное и естественное охлаждение. При естественном охлаждении температура продуктов может быть понижена до температуры окружающего воздуха. А при искусственном -- получаются более низкие температуры. На предприятиях общественного питания используются несколько способов искусственного холода, в основе которых лежат процессы изменения агрегатного состояния вещества -- плавление, испарение и сублимация.
Плавление -- это процесс перехода вещества из твердого состояния в жидкое.
Кипение -- называется переход вещества из жидкого состояния в газообразное.
Сублимация -- это процесс перехода вещества из твердого состояния в газообразное минуя жидкую фазу.
Наибольшее распространение получил процесс использования скрытой теплоты парообразования жидкостей, кипящих при низких температурах. Такие жидкости получили название холодильных агрегатов. Перенос тепла осуществляется в специальном устройстве, называемом холодильной машиной.
Под эгидой ООН разработаны и подписаны два важных международных докамента - Венская конвенция по охране озонового слоя (1985 г.). Монреальский протокол по веществам, разрушающим озоновый слой и дополнение к нему (Лондон, июнь 1990 г.), в которых определен график сокращения производства и истребления ХФУ (хлорсодержащих углеродов).
В ноябре 1992 г. В Копенгагене на четвертом совещании сторон Монреальского протокола были приняты новые поправки к протоколу, ужесточающие график сокращения производства и потребления озоноопасных соединений по группе ХФУ и предусматривающие 100% прекращения их производства и потребления к 1996 году и 70% сокращения в 1994 г.
Одним из кардинальных решений охраны озонового слоя является снижение или прекращение выпуска ХФУ с переходом на галоген-углероды, не оказывающие действия на озон. К таким соединениям относятся хладоны - 22, 23, 32, 125, и другие, которые инертны к озону или обладают незначительной озоноразрушающей способностью вследствие того, что они либо содержат азот водорода и поэтому разлагаются в нижних слоях атмосферы, либо не содержат хлора или брома.
В настоящее время использование хлалока-12 в Европе запрещено с 1995 г., а в отдельных государствах с 1994 г.
Ведущими странами-производителями ХФУ разработаны и согласованы ЮНЕП альтернативные заменители для всех областей применения озоноопасных веществ по свойствам удовлетворяющим требованиям, предъявляемым соответствующими отраслями промышленности.
Способы охлаждения
Ледяное охлаждение. Ледяное охлаждение является самым простым способом охлаждения продуктов питания, физическую основу которого составляет процесс плавления льда и снега, В зависимости от способа получения, лед бывает естественным или искусственным.
Ледяное охлаждение применяется в сооружениях, называемых ледниками, они могут иметь различное размещение льда по отношению к охлаждаемым камерам с продуктами. Однако широкое применение получили ледники с боковым размещением льда. Лед закладывают в таком количестве, чтобы его хватило на определенное время, и объем льда должен быть в 4-5 раз больше объема камер с продуктами. При ледяном способе можно понизить температуру до 6-8 градусов С и влажностью 90-95%.
Льдосоленое охлаждение. Источником холода является смесь льда и поваренной соли. Чем больше соли, тем ниже температура смеси. Понижение температуры происходит до определенного предела. Самая низкая температура льда с поваренной солью составляет -21,20С. Подсоленная смесь позволяет создавать в охлажденной среде более низкие температуры по сравнению с ледяным охлаждением.
Охлаждение сухим льдом. Этот способ основан на сублимации твердой углекислоты. Сухой лед -- твердая углекислота, которая по внешнему виду представляет собой куски вещества, похожего на мел, но очень холодные в быстро испаряющиеся при обычной температуре. В обычных условиях он из твердого состояния превращается непосредственно в парообразное. При этом температура понижается до -78,90*С. Холодопроизводительность сухого льда в 1,9 раза больше водяного. Сухой лед очень удобен для охлаждения продуктов, так как не выделяет влаги, не загрязняет продукты, имеет низкую температуру. Однако применение его ограничено из-за сравнительно высокой температуры.
Холодильные машины
Холодильной машиной называется совокупность устройств, необходимых для непрерывного отвода тепла от охлаждаемой среды при низкой температуре и передаче его окружающей среде при высокой температуре.
Существующие холодильные машины подразделяются на две группы: компрессорные: работающие с затратой механической энергии и адсорбционные -- работающие с затратой тепловой энергии. Наибольшее применение во всех отраслях народного хозяйства имеют компрессорные холодильные машины.
Характеристика хладоагентов. Хладоагент представляет собой химическое вещество, предназначенное для отвода тепла от охлаждаемой среды. Для этого используют специальные легко кипящие жидкости, имеющие низкую температуру кипения при атмосферном давлении. В настоящее время широко применяются холодильные агенты аммиак и фреон-22.
Аммиак -- это бесцветный газ с резким запахом, оказывающий раздражающее действие на слизистую оболочку. Поэтому при утечке его через неплотности можно его обнаружить по запаху. Аммиак и в воде имеет высокую взаимную растворимость. Его используют в холодильных машинах средней и большой производительности. Применение аммиака как холодильного агента в машинах малой мощности ограничено, так как имеет недостатки {ядовитость, взрывоопасность, воспламеняемость).
Фреон-22 -- бесцветный газ со слабым специфическим запахом, поэтому его утечку из системы трудно обнаружить. Он становится заметным только при содержании его в воздухе более 20%. Он легко проникает через неплотности, нейтрален к металлам, взрывоопасен, но не горюч. При атмосферном давлении температура его кипения 400*С. Преимущество фреона-22 -- безвредность, только при содержании его в воздухе более 30% появляются признаки отравления организма из-за недостатка кислорода.
Компрессорные холодильные машины Эти машины состоят из следующих основных частей: испарителя, конденсатора, компрессора и регулирующего вентиля.
Испаритель -- это устройство, имевшее вид змеевиковой ребристо-трубной батареи, в которой происходит кипение хладоагента в условиях низкой температуры за счет теплоты, поглощаемой из окружающей среды. Испаритель устанавливается внутри холодильного шкафа, в верхней его части.
Конденсатор -- это устройство, предназначенное для охлаждения паров фреона и превращения их в жидкость. Для ускорения охлаждения фреона через конденсатор продувают воздух специальным вентилятором.
Компрессор -- устройство, которое отсасывает пары хладоагента из испарителя и направляет их в конденсатор в сжатом состоянии. Компрессор состоит из цилиндра, поршня и электродвигателя.
Регулирующий вентиль -- устройство, регулирующее количество жидкого фреона, подаваемого в испаритель. Кроме того, регулирующий вентиль снижает давление фреона для обеспечения условии низкотемпературного кипения.
Таким образом, вес основные части холодильной машины связаны между собой замкнутой системой трубопроводов, в которой непрерывно циркулирует одно и то же количество фреона и его паров
Для улучшения режима работы схему холодильной машины включают ряд дополнительных аппаратов: ресивер, приборы автоматики и т д.
Фреоновая автоматическая компрессорная машина. Эти машины в настоящее время применяются для охлаждения витрин, шкафов, камер, прилавков, испарители которых устанавливают внутри охлаждаемого объект. Для удобства эксплуатации и ремонта некоторые устройства объединяют в один узел и называют агрегатом. В настоящее время заводы выпускает агрегаты ФАК-1.5МЗ открытого типа. Испаритель и регулирующий вентиль устанавливаются в камере охлаждения, а остальные детали машины установлены на штампованной плите и образуют агрегат. Агрегат устанавливают рядом с камерой охлаждения и соединяют с испарителем трубками, по которым циркулирует хладоагент (фреон).
Принцип работы машины заключается в следующем: хладоагент, попав в испаритель, закипает, превращается на жидкого состояния в газообразное. При этом активно поглощает тепло от трубок и ребер испарителя. Пары в испарителе отсасывают при помощи компрессора, который направляет их в сжатом состоянии (6-8 атм.) в конденсатор. В конденсаторе при помощи охлаждаемого воздуха, хладоагент, имея высокое давление, переходит жидкое состояние. Жидкий хладоагент поступает в испаритель через регулирующий вентиль, который снижает давление и регулирует его подачу. Таким образом, в замкнутой системе непрерывно циркулирует одно и то же количество фреона и его паров.
Холодильные герметические агрегаты. Промышленность выпускает более совершенные холодильные машины с герметическими компрессорами марок ФПС. Главное его преимущество в том, что электродвигатель и компрессор находятся в одном герметическом кожухе и образуют единый блок. Этот агрегат может работать длительное время, так как у него отсутствуют сальники, которые исключают утечку фреона.
ФГК по своему размеру и весу значительно меньше. Достигается это за счет уменьшения размера двигателя, отсутствия передаточного механизма и лучшего охлаждения его парами фреона.
ФГК работает почти бесшумно, не давая вибраций на фундамент.
Холодильный агрегат ВС. Эти агрегаты отличаются о агрегатов ФГК только более узким диапазоном рабочей температуры, меньшим весом и габаритами конденсатора. Экранированный герметичный агрегат ФГ-1,1 конструктивно выполнен так. что в герметичной полости находится только ротор электродвигателя. Вынесение статора из герметичной полости упрощает его сборку и дает возможность быстрой замены во время ремонта. Герметичные компрессоры станут основными агрегатами холодильных машин, применяемых в общественном питании, так как они имеют меньшую масс ...........
. у, габариты и потребляют меньше энергии.
Отсутствие сальников в конструкции агрегата исключает утечку хладоагента и значительно повышает надежность работы.
Краткие сведения о теплоизоляционных материалах. Теплоизоляционные материалы применяют для изоляции шкафов, прилавков и витрин, или максимального уменьшения теплопритока э охлаждаемое оборудование.
К теплоизоляционным материалам предъявляют следующие требования: прочность, долговечность, устойчивость, небольшая стоимость, низкий коэффициент теплопроводности и теплоемкости, безвредность, биостойкость, низкая гигроскопичность. При изготовлении холодильного оборудования в промышленности применяют теплоизоляцинные материалы: пеностеклопористая стеклянная масса, альфоль -- гофрированные алюминиевые листы, минеральная пробка, пенопласты, асбест, рубероид и битум.
Тема 4.3. Торгово-технологическое холодильное оборудование
Виды торгово-холодильного оборудования
Для хранения, демонстрации и продажи скоропортящихся продуктов предприятия общественного питания оснащают холодильным оборудованием: сборными холодильными камерами, холодильными шкафами, охлаждаемыми витринами, прилавками.
Современные типы холодильного оборудования разнообразны по конструкции, температуре хранения и способу охлаждения.
По конструкции различают следующие типы холодильного оборудования:
-- холодильные шкафы, предназначенные для хранения рабочего запаса продуктов;
-- прилавки и витрины служат для демонстрации, продажи и хранения продуктов;
-- сборные холодильные камеры служат для хранения продуктов в течение нескольких дней;
В камерах КХС испарители размешены под потолком или в верхней части боковых стен. В камерах КХН вместо испарителя установлены воздухоохладители. Продукты в камере размещаются на стеллажах напольных решетках и крючках. Освещаются камеры герметизированными светильниками.
Холодильная камера КХН-2-6М (рас. 15-3) низкотемпературная, выполнена в виде сборной конструкции панельного типа из десяти щитов.
Необходимую температуру (-130С) поддерживает холодильный агрегат тип ФАК-1,5МЗ и три испарителя. Для оттаивания иневой «шубы» с поверхностей испарителей установлена система автоматического оттаивания.
Среднетемнературная холодильная камера КХС-2*6 (рас. 15-4) имеет одно отделение и собирается из 12 унифицированных панелей с теплоизоляцией из пенопласта.
Внутренняя облицовка выполнена из алюминиевых листов, наружная -- из металлопластика различных цветов. Дверь камеры снабжена герметизацией и запором с встроенным замком.
Холодильные прилавки и витрины
На предприятиях существенного питания холодильные прилавки н витрины используют для демонстрации и хранения в процессе продажи охлажденных продуктов, холодных блюд, закусок и кондитерских изделий. Прилавки и витрины устанавливаются в торговых залах предприятий и магазинах кулинарии, а так же в буфетах и кафе.
В настоящее время промышленность выпускает большое количество прилавков, витрин, однако чаше всего используются комбинированные прилавки-витрины.
Обычно прилавки-витрины имеют верхнюю остекленную часть -- витрину и нижнюю -- прилавок, причем у некоторых конструкций прилавок не охлаждается.
Витрина-прилавок «Пингвин-В» состоит из двух частей, верхней -- витрины и нижней -- прилавка. Передняя и боковые стороны витрины закрыты двойным полированным стеклом, а со стороны продавца -- тремя раздвижными створками, выполненными из оргстекла. Дном витрины служит шесть эмалированных противней, на которые угадываются продукты. Потолок витрины выполнен из нержавеющей стали. Под ним закреплена люминесцентная лампа, освещающая две корзины для продуктов, а также машинного отделения, где расположен холодильный агрегат. Наружная обшивка прилавка выполнена из листовой стали, окрашенной белой эмалью, а внутренняя -- из листового алюминия. Пространство между ними заполнено теплоизоляционным материалом. Прилавок-витрина со стороны выдвижной платформы имеет рабочий стол. Под рабочим столом в нише со стороны обслуживания расположена решетка для бумаги, емкость для протирочного материала, ручка термореле, тумблер для включения холодильного агрегата.
Прилавок-витрина «Таир-102». Этот прилавок-витрина является модификацией прилавка-витрины «Таир-106» и отличается только тем, что витрина сверху открыта, обеспечивает свободный доступ к товару, находящемуся в охлаждаемом объеме.
Правила эксплуатации холодильного оборудования. Холодильное оборудование закрепляется за определенным работником, который следит за его правильной эксплуатацией и техническим состоянием. Не рекомендуется допускать перегрузки охлаждаемого объема продуктов, так как это ухудшает условия хранения.
В камеру охлаждения следует помещать продукты, температура которых не превышает температуры окружающей среды. Горячие продукты увеличивают влажность воздуха, что приводит к образованию на испарителе инея или льда.
Категорически запрещается очищать испаритель инея ножом или скребком, так как это может нарушить герметичность системы.
Для создания надлежащего температурного режима хранения необходимо как можно реже открывать загрузочные двери, чтобы не допускать притока теплого воздуха. Холодильная камера должна быть заземлена, а токонесущие части холодильных машин закрыты защитным кожухом.
Необходимо периодически проводить санитарную обработку холодильного оборудования и проведение текущего ремонта.
Техническое обслуживание холодильных агрегатов осуществляется механиком, в связанности которого входят: проверка системы охлаждения, регулировка приборов автоматики, периодическая проверка температурного режима, проведение мелкого текущего ремонта.
Ледогенератор торговый марки ЛТ-50 предназначен для приготовления мелких кусков пищевого льда одинаковой формы и используется в предприятиях торговли и общественного питания.
Ледогенератор изготавливается для климатических районов с умеренным климатом (УХЛ) категории размещения по ГОСТ 1515069, но для работы при температуре окружающей среды от плюс 12 до 40°С.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1. Льдогенератор торговый марки ЛТ-50 (рис. 1) представляет собой автоматическое устройство.
2. Конструкция льдогенератора (рис. 2) состоит из нескольких взаимосвязанных узлов, обеспечивающих его функциональное назначение.
3. Корпус состоит из прямоугольного металлического поддона 1, в четырех углах которого расположены регулируемые по высоте ножки 2. К поддону крепятся две наружные боковины 3, на которых крепится задняя стенка 4. Сверху установлена теплоизолированная крышка 5. С передней стороны расположены теплоизолированпая крышка 6 бункера для хранения льда и легкосъемная решетка 7 с жалюзями. Боковины имеют технологические люки 8 с жалюзями.
4. Внутри корпуса, в нижней его части, находится машинное отделение, в котором располагаются: холодильный агрегат 9, прикрепленный к поддону и пульт управления.
5. Сверху, над машинным отделением, находится льдо-приготовительное отделение, состоящее из теплоизолированного бункера 10 для хранения льда, представляющего собой прямоугольный короб, сваренный из нержавеющей стали.
В верхней части бункера установлен чувствительный элемент терморегулятора заполнения бункера льдом.
6. Над бункером расположена ванна 11 для хранения запаса питьевой воды, идущей на приготовление льда. В левой части ванны установлен электронасос 12, погружная часть которого находится в ванне с водой.
7. Выше дна ванны по ее продольной оси установлен ороситель, представляющий собой профилированную трубку с прорезями (форсунками) для создания фонтанов воды, ороситель соединен с нагнетательным патрубком электронасоса резиновой трубкой.
Для предотвращения попадания струй воды от оросителя в ванну сбора льда, установлена защитная шторка 13.
8. Над оросителем установлен испаритель 14, состоящий из полимерной пластины прямоугольной формы, с одной стороны которой находятся плотно вставленные в нее рабочие органы испарителя - полые медные пальцы, обращенные к оросителю, а с другой, верхней стороны, находятся хладоновые коммуникации соединяющие, торцы этих пальцев так, что хладагент циркулируя в системе последовательно проходит через все 50 пальцев. Внутри пальцев установлена вертикальная перегородка с обеспечением прохода хладагента.
Верхняя часть испарителя с четырех сторон окаймлена бортиками так, что образуется ванна, в которую подается подогретая вода для нагрева пальцев, в результате чего происходит оттаивание льда. В противоположном месте от подачи подогретой воды находится отверстие для слива остывшей воды в ванну. Под испарителем установлена приемная решетка 16.
9. В подводящей водяной коммуникации, расположеной вне льдогенератора, установлен фильтр тонкой очистки воды и водяной редуктор с манометром для регулирования давления водопроводной воды подаваемой в льдогенератор.
10. Функциональная схема льдогенератора приведена на рис. 3. Льдогенератор работает следующим образом:
Нажатием на кнопку «Работа», расположенную на пульте управления одновременно включается холодильный агрегат 1 и водяной электронасос 2, в результате чего в испаритель 3 начинает поступать хладагент, а вода из форсунок оросителя 4 начинает омывать рабочие поверхности пальцев испарителя.
Лёд образуется на пальцах испарителя в результате намерзания слоев воды, движущейся равномерным беспрерывным потоком, неуспевшая намерзнуть вода стекает в ванну 5, а оттуда вновь подается электронасосом в ороситель.
В процессе работы холодильного агрегата горячие пары хладагента нагревают в специальном теплообменнике 6 питьевую воду, поступающую из водопровода.
Термодатчик 7 пульта управления контролирует в процессе намораживания льда, температуру в испарителе в точке «Б».
При достижении заданной температуры (от минус 6° до, минус 12°С) включается реле времени, расположенное в пульте управления, которое через 13 минут выключает холодильный агрегат и водяной насос и включает соленоидный клапан 8, который открывается и подогретая в теплообменнике вода по трубке 9 вытесняется, новой порцией холодной воды, поступающей под давлением из водопровода в ванну 10 где нагревает выступающие торцы пальцев и за счет высокой теплопроводности меди происходит нагрев тела пальцев и оттаивание намороженного льда на каждом из пальцев. Сошедшие с пальцев куски льда падают на наклонную решетку и соскальзывают в бункер для сбора и хранения льда. Вода из ванны 10 стекает через калиброванное дренажное отверстие в ванну 5 с водой и используется для восполнения потерь воды, израсходованной на образование льда. В исходном положении в ванну заливается около 11,5 литров питьевой воды. Для исключения переполнения ванны в ней устанавливается переливной патрубок.
После 2-х минутного оттаивания по команде пульта управления соленоидный клапан закрывается и вновь автоматически включается холодильный агрегат и водяной электронасос. Начинается новый цикл работы.
11. Наполнение бункера льдом происходит до тех пор, пока не произойдет соприкосновения льда с чувствительной частью датчика - терморегулятора заполнения бункера. При погружении чувствительной части датчика в лед льдогенератор автоматически выключается, а при израсходовании части льда и освобождении от него чувствительной части терморегулятора льдогенератора вновь автоматически включается.
12. В конструкции льдогенератора предусмотрена возможность проведения его санитарной обработки в полуавтоматическом режиме. Это происходит при нажатии на кнопку «Промывка» на пульте управления при выключенной кнопке «Работа». При этом в работу включается только водяной электронасос, прогоняет воду (или моющий раствор, когда его заливают в ванну) через ороситель по замкнутому циклу. Это предусматривается для того, чтобы смыть скапливающиеся на пальцах испарителя, форсунках оросителя, лопастях и внутренних поверхностях корпуса электронасоса осевшие на них частицы водяного камня.
13. Принцип получения прозрачного пищевого льда а льдогенераторе основан на замораживании частиц движущейся воды на охлаждаемых пальцах испарителя. Соли содержащиеся в воде, в лед не вмерзают, а увеличивают концентрацию в оставшейся части воды. Увеличение концентрации солей может привести к резкому снижению производительности и непрозрачному льду. Для предотвращения указанных явлений в льде-генераторе, в цикле намораживания используется большое количество воды (более 11 л воды) с частичной ее заменой в промессе работы.
14. Схема электрическая принципиальная (рис. 4) выполнена для включения в электрическую сеть однофазного тока напряжением 220 В частотой 50 Гц подаваемого через панель защиты F1 и штепсельную вилку XP1 в схему непосредственно льдогенератора. При включении льдогенератора в режиме «Работа» выключателем QS1 напряжение сети поступает на провода 3 и 5 и загорается сигнальная лампа НL1 сигнализируя о том, что цепи электродвигателей холодильного агрегата М1 и М2, а также электродвигателя насоса М4 подготовлены к работе. Через н. з. контакты микровыключателей SL1-SL2 таймера А1 напряжение поступает на провод 8 и с него на электродвигатели М1 и М2 Холодильного агрегата А2 и электродвигатель М4 насоса. Холодильный агрегат начинает работать и охлаждает испаритель льдогенератора.
При достижении температуры на испарителе величины равной уставке терморегулятора SК2 замыкаются его н. о. контакты и через них напряжение с провода 9 попадает на провод 11 и электродвигатель МЗ таймера А1. Таймер запускается. Через 13 минут происходит переключение контактов микровыключателей, отключающих холодильный агрегат А2 и электродвигатель М4 насоса. При этом контактами микровыключателя SL1 включается клапан соленоидный, а контактами микровыключателя SL2 осуществляется блокировка, контактов терморегулятора SК2 и через них осуществляется питание электродвигателя МЗ таймера А1.
По окончании времени уставки таймера на оттайку, примерно равного 2 мин., контакты его микровыключателей: вновь переключаются, выключая электродвигатель МЗ таймера А1 и включая холодильный агрегат А2 и электродвигатель М4 насоса. Начинается следующий цикл льдообразования.
При заполнении бункера льдогенератора льдом срабатывает терморегулятор SК1 холодильный агрегат А2 и электродвигатель насоса М4 отключаются. Схема соединений электрическая дана на рис. 5.
15. Устройство и работа основных частей льдогенератора.
15.1. Холодильная система льдогенератора представлена на рис. 6. Она состоит из холодильного агрегата ВСр 500-1(2) УЗ поз. 2, испарителя 3, теплообменника 4, капиллярной трубки 5, вторичного испарителя 6 и соединительных медных трубок.
Холодильная система обеспечивает получение необходимого количества холода при циркуляции в системе требуемого количества (450 гр) хладагента (хладона 12). В исходном положении при открытых всасывающих и нагнетательных штуцерах система заполняется парами и жидким хладагентом. При включении компрессора происходит всасывание и сжатие паров и выталкивание их в нагнетательную магистраль. Нагретые от сжатия пары попадают в теплообменник, где, пройдя по змеевику, отдают часть своего тепла окружающей воде, в результате чего температура паров снижается, а воды повышается (в дальнейшем эта нагретая вода используется для оттаивания готовой порции намороженного льда), затем пары поступают в конденсатор, где происходит дальнейшее охлаждение паров до превращения их в жидкое состояние. Жидкий хладагент поступает в капиллярную трубку , выполняющей роль дросселирующего устройства и пройдя ее попадает в расширительную часть испарителя, где кипит проходя последовательно по полым пальцам, омываемым снаружи водой.
Пройдя испаритель, хладагент докипает во вторичном испарителе и полностью перейдя в парообразное состояние по всасывающей трубке попадает в компрессор и цикл вновь повторяется.
Указание мер безопасности
1. Электромонтажные работы, а также сантехнические работы по подключению к водопроводу производятся с льдогенератором, отключенным от сети.
2. Для защиты от короткого замыкания и токов перегрузки в льдогенераторе установлены автоматические предохранители. Замена предохранителей самодельными предельными устройствами запрещается.
3. Санитарная обработка кроме режима «Промывка» а производиться только после отключения льдогенератора от электросети, при этом необходимо следить, чтобы не попадала па электроаппаратуру.
4. Для обеспечения безопасности эксплуатации необходимо следить за надежностью заземления самого льдогенератора и всех точек заземления.
5. При появлении каких-либо отклонений от нормальной работы льдогенератора, а также посторонних шумов, нарушений изоляции проводов, искрения, обрыва заземляющих проводов и т. п. необходимо немедленно отключить льдогенератор от сети и вызвать механика.
6. Ответственность за соблюдение мер пожарной безопасности эксплуатации льдогенератора несет руководитель объекта.
Подготовка к работе
1. Выбор места для размещения льдогенератора определяется следующими условиями:
- объем помещения должен составлять не менее 8 м3 на один льдогенератор. Если это условие не выполнено, то помещение должно быть оборудовано системой пригочно-вытяжной вентиляции.
- расстояние до ближайших отопительных и нагревательных приборов должно быть не менее 2 м;
- температура воздуха во время эксплуатации не должна быть ниже 12°С и не должна превышать 35°С, а относительная влажность 80%;
- температура подводимой воды - не более 20 °С.
2. Льдогенератор на месте установки должен быть смонтирован согласно монтажной схеме приведенной на рис. 8 при этом льдогенератор должен быть установлен горизонтально с помощью регулируемых ножек и надежно заземлен. Защитное пленочное покрытие с корпуса льдогенератора рекомендуется снять.
3. Ополосните внутренние поверхности ванны и бункера теплой водой и слейте ее отвернув патрубок.
4. Пуск льдогенератора выполняйте в следующей последовательности:
-выверните регулировочный винт водяного редуктора (РВ) против часовой стрелки до освобождения пружины;
-откройте водопроводный вентиль подачи воды в льдогенератор;
- плавно поворачивая регулировочный винт по часовой стрелке установив давление по манометру равное 0,08 МПа (0,8 кг/см2).
Убедитесь в том, что:
- сливная трубка плотно установлена в отверстие ванны;
- ороситель установлен горизонтально и прочно;
- наклонная решетка рис. 2 поз. 16 для сбрасывания льда в бункер на месте;
- защитная шторка рис. 2 поз. 13 па месте, а ее подвижные элементы отклоняются от легкого нажатия.
Далее выполняйте работы в следующей послсдопательности
- снимите верхнюю крышку рис. 2 поз. 5;
- при помощи какой-либо промежуточной емкость залейте в ванну воду и установите крышку на место;
- откройте дверцу буккера и снимите переднюю облицовку рис. 2, поз. 7;
- откройте всасывающий вентиль компрессора, поворачивая его шпиндель против часовой стрелки и установите его в среднее положение;
- включите кнопку «Работа» (при этом штепсельная вилка уже вставлена в розетку и нажата кнопка «Пуск»);
- постепенно откройте жидкостной вентиль на линии нагнетания до отказа, вращая шпиндель против часовой стрелки;
- откройте до отказа всасывающий вентиль.
5. Регулировочные работы.
Специальной регулировки после пуска льдогенератора в работу не требуется;
- проверьте установку регулировочного винта терморегулятора испарителя на пульте управления поз. 1, рис. 6.
- при достижении температуры минус 6°С на испарителе реле-времени должно включиться и через 13 мин включить на 2 мим соленоидный клапан подачи подогретой воды для оттайки;
- при поворачивании регулировочного винта термостата испарителя по часовой стрелке растет размер намораживаемых кусков льда;
- при работающем льдогенераторе приложите горсть льда к чувствительному элементу рис. 3, поз. 7 льдогенератор должен отключаться во время цикла оттайки, а при удалении льда должен включиться при начале последующего никла.
6. Признаки нормальной работы льдогенератора:
- равномерное орошение водой пальцев испарителя;
- пальцы испарителя, через 10-15 мин работы покрыты равномерным слоем льда;
- всасывающая трубка компрессора холодная;
- отсутствует искренне в электроприборах и проводке;
- нет утечки хладагента и масла из системы:
- вентилятор холодильного агрегата вращается;
- отсутствуют посторонние шумы и вибрация холодильного агрегата.
Порядок работы
1. Специально обученного обслуживающего персонала, после наладки льдогенератора специалстом-механиком и подготовки его к работе для повседневной работы с льдогенератором, не требуется.
2. Льдогенератор, соответствующий по подготовке к работе п. п. 4 и 5, пускается в работу нажатием на кнопку «Пуск», расположенную па панели, укрепленной на стене около льдогеператора.
3. Льдогенератор работает полностью в автоматическом режиме и в процессе работы не требуется никаких подстроек и подналадок.
4. Через каждые 30-45 мин в зависимости от температуры окружающей среды в бункер будет срабатываться порция приготовленного льда примерно 0,8-1,2 кг.
5. По мере накопления льда произведите его разбор совком через переднюю крышку бункера. При отсутствии разбора льда льдогенератор автоматически выключится, как только наполнение бункера будет выше допустимого и вновь включится, как только начнется разбор льда.
6. По окончании работы, если не требуется оставлять льдогенератор в рабочем состоянии на ночное время, выключите его, нажав на кнопку «Стоп», расположенную на панели рядом с кнопкой «Пуск» и перекройте вентиль подачи воды.
Тенденции дальнейшего развития холодильного оборудования предприятий торговли и общественного питания
В ближайшие годы торговое холодильное оборудование будет совершенствоваться в направлении снижения габаритов и массы на базе использования новых теплоизоляционных и конструкционных материалов, улучшения шумовых и энергетических характеристик, комплектации оборудования агрегатированными холодильными машинами, широкого применения электронных приборов контроля и управления. Проводится работа по улучшению температурно-влажностного режима в охлаждаемых камерах, созданию низкотемпературного оборудования для интенсивного охлаждения продуктов с использованием воздухоохладителей, внедрению современных контрольно-измерительных приборов и средств автоматики.
Основные пути развития и совершенствования холодильной техники:
-
повышение надежности работы холодильного оборудования;
-
разработка новых видов холодильных агентов, обладающих озонобезопасными свойствами;
-
внедрение современных технологий машиностроения при производстве компрессорно-конденсаторных агрегатов, снижение металлоемкости кожухо-трубных конденсаторов и испарителей за счет использования труб с толщиной стенки I мм и менее;
-
создание новых видов теплоизоляции и увеличение толщины теплоизоляции с целью сокращения потребления электроэнергии холодильным оборудованием;
-
внедрение автоматической системы оттайки снеговой шубы стационарных холодильных камер;
-
расширение номенклатуры выпуска машин с полной автоматизацией управления и контроля на базе микропроцессорного управления с диагностированием состояния важнейших элементов;
. • закладка и выгрузка продуктов через регулируемый доступ в камеру без нарушения температурного режима в камере;
• поиск более совершенных объемно-планировочных
реше
ний холодильных камер с целью снижения отношения пло
щади боковой поверхности к объему холодильной камеры
-
объединение усилий ученых различных отраслей промышленности для решения фундаментальных научных проблем в области холодильной техники и технологии;
-
качественная подготовка специалистов для холодильной отрасли в высших и средних специальных учебных заведениях и постоянное повышение их квалификации в процессе работы.
Определенное развитие получила тенденция централизованного снабжения холодом предприятий общественного питания. В изолированном помещении монтируется холодильная установка, которая соединяется трубопроводами со всеми холодильными шкафами, витринами, прилавками. Такой метод позволяет отказаться от нескольких десятков холодильных агрегатов, заменив их одним мощным.
Интересен также опыт работы фабрики-кухни авиационной компании «ЭрФранс», которая ежесуточно выпускает 8 тыс. порций, из них 2 тыс. порций - горячими. Для сохранения вкусовых качеств блюд предусмотрено их хранение при температуре 40 "С, а для обеспечения определенного запаса гарантии качества их замораживают до 70 °С и-хранят перед загрузкой в самолеты при температуре 50 °С. При этом применяется следующая технология замораживания.
Алюминиевые лотки с порциями блюд устанавливают в металлические решетчатые контейнеры, оборудованные несколькими полками. Полная вместимость контейнера - 60 кг. Затем контейнер загружают в морозильник, который представляет собой термоизолированную камеру, где производится распыление жидкого азота. Камера оборудована вентилятором, который, перемешивая воздух, ускоряет теплообмен. Замораживание до 70 °С достигается за 90 мин.
Холодильная камера для хранения замороженных блюд вместимостью 15 м3 имеет четыре отделения, изолированные одно от другого. Внутренние перегородки выполнены из пенополиуретана толщиной 30 см. Температура в камере поддерживается распылением жидкого азота.
Блюда в лотках из алюминиевой фольги при отправлении из аэропорта имеют, как отмечалось, температуру 50 °С. Их складывают в коробки из гофрированного картона с внутренними гнездами, перегородки которых выполнены из пенополистирола. В пространстве между стенками закладывается сухой лед. Эти картонки одноразового использования обеспечивают достаточно низкие температуры хранения в полете
·СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
-
Гуляев В.А., Иваненко В.П., Исаев Н.И. и др. Оборудование предприятий торговли и общественного питания. Полный курс: Учебник. /Под ред. проф. В.А. Гуляева/ - М.: ИНФРА, 2002.
-
Золин В.П. Технологическое оборудование предприятий общественного питания. - М.: ИРПО; Академия, 2000.
-
Улейский Н.Т., Улейская Р.И. Механическое и тепловое оборудование предприятий общественного питания. Ростов н/Д: Феникс, 2000.
-
Улейский Н.Т., Улейская Р.И. Оборудование торговых предприятий. - Ростов н/Д: Феникс, 2001.
-
Гайворонский К.Я., Щеглов Н.Г. Технологическое оборудование предприятий общественного питания и торговли : учеб. / К.Я. Гайворонский, Н.Г. Щеглов. - 2-е изд., перераб. и доп. - М.: ИД «ФОРУМ» : ИНФРА-М, 2013. -480 с. - (Профессиональное образование).
130