- Учителю
- Лабораторная работа по технологии сварки плавлением
Лабораторная работа по технологии сварки плавлением
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РЕСПУБЛИКИ БЕЛАРУСЬ
УЧРЕЖДЕНИЕ ОБРАЗОВАНИЯ
«МОГИЛЕВСКИЙ ГОСУДАРСТВЕННЫЙ ПОЛИТЕХНИЧЕСКИЙ КОЛЛЕДЖ»
Специальность 2-36 01 06
Дисциплина Технология сварки
плавлением
УТВЕРЖДАЮ
Зам. директора по УР
_______В.А.Бансюкова
____________________
ЛАБОРАТОРНАЯ РАБОТА № 1
ОТРАБОТКА НАВЫКОВ ПО ВОЗБУЖДЕНИЮ И ПОДДЕРЖАНИЮ
УСТОЙЧИВОГО ГОРЕНИЯ ДУГИ
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
Разработал преподаватель
Е.Л.Болотова
Н.А.Кочеулова
2012
Обсуждены и одобрены
на заседании цикловой комиссии
спецдисциплин специальности
«Оборудование и технология сварочного производства»
Протокол №___ от_________________
1 Цель работы
-
Приобретение навыков по возбуждению сварочной дуги.
-
Приобретение навыков по поддержанию оптимальной длины дуги.
-
Закрепление знаний о сварочной дуге, ее строении и свойствах.
2 Методическое обеспечение
-
Методические рекомендации по выполнению лабораторной работы
-
Материальное обеспечение:
- сварочный инвертор «Оливер ММА 200»;
- тренажер сварщика ДТС - 001;
- металлические пластины.
-
Справочная литература
3 Порядок выполнения работы
3.1 Включить персональный компьютер (ПК) и запустить программу управления тренажером.
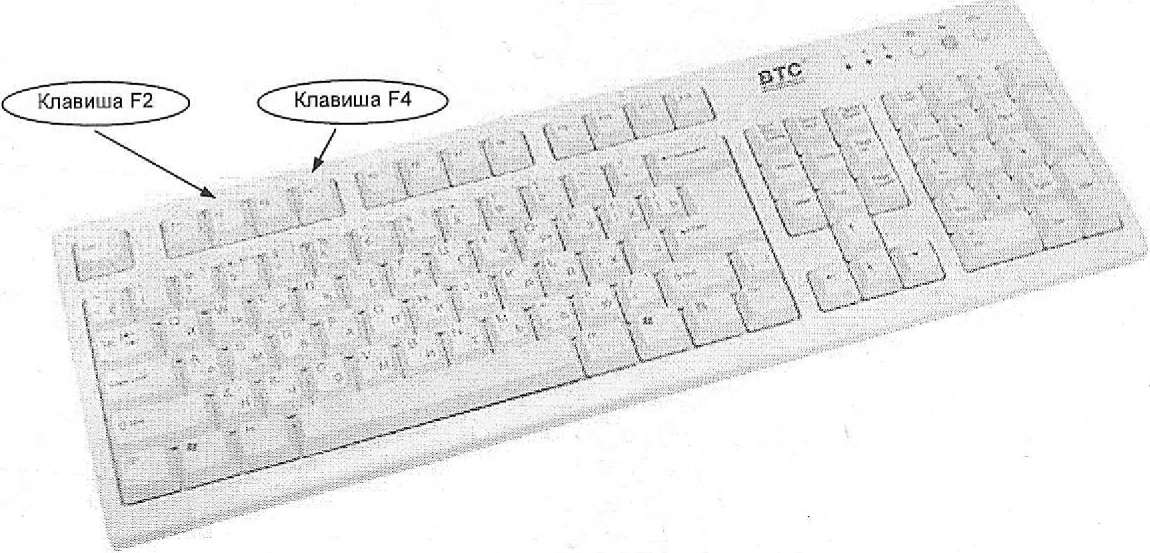
3.2 Провести регистрацию обучаемого. Открытие окна регистрации для записи фамилии обучаемого производится нажатием клавиши F2 на клавиатуре ПК.
3.3 Установить граничные значения контролируемых
параметров тренировочного сеанса (на первых сеансах установку
производит инструктор).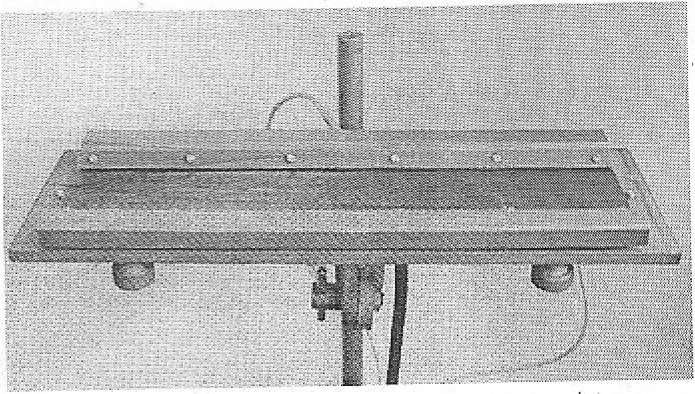
3.4 Закрепить с помощью прижимных губок металлическую пластину на имитаторе изделия
3.5 Включить клавишу «Сеть» источника питания дуги.
3.6 Надеть защитную маску.
3.7 Запустить тренировочный сеанс нажатием
клавиши «F4» на клавиатуре ПК. При запуске тренировочного сеанса
поступит звуковой сигнал.
3.8 Выполнить программу тренажа.
3.9 При нарушении контролируемых параметров будут поступать сигналы различной тональности:
- по длине дуги - звук низкой тональности;
- по скорости сварки - звук средней тональности;
- по углу наклона -звук высокой тональности.
3.10 Текущие результаты тренажа отображаются в виде графика временной зависимости длины дуги. Если длина дуги находится в допустимых пределах, то цвет графика зеленый. Если длина дуги выходит за установленные пределы, то цвет графика изменяется на красный.
Под графиком расположены:
- Указатель текущего времени тренинга;
- Индикатор наличия дуги («Дуга»);
- Индикатор ошибок по длине дуги («Длина дуги»);
- Индикатор ошибок по перемещению электрода («Скорость сварки»);
- Индикатор ошибок по продольному углу наклона ручного инструмента («Угол продольный»);
Индикатор ошибок по поперечному углу наклона ручного инструмента («Угол поперечный»);
-Указатель отклонения электрода от заданных значений по углам наклона.
Серый цвет индикаторов показывает, что дуги нет, и подсчет ошибок не проводиться.
Желтый цвет индикатора дуги показывает, что дуга возбуждена.
Индикаторы ошибок при этом могут быть:
- зелеными, если ошибок нет;
- красными, если есть ошибки по данному параметру.
Цифры над индикаторами ошибок показывают, какое число раз во время сеанса данный параметр выходил за установленные пределы. Количество ошибок определяет оценку выполнения задания.
3.11 Тренировочный сеанс можно приостановить нажатием клавиши «Esc» на клавиатуре ПК. Для продолжения сеанса тренинга еще раз нажать клавишу «Esc».
3.12 Закончить тренировочный сеанс можно нажатием клавиши «Enter» на клавиатуре ПК, при этом на экране монитора выводится информация о результатах тренажа.
3.13 Окончательные результаты тренажа
отображаются в виде таблицы под графиком временной зависимости
длины дуги, как показано на рисунке ниже.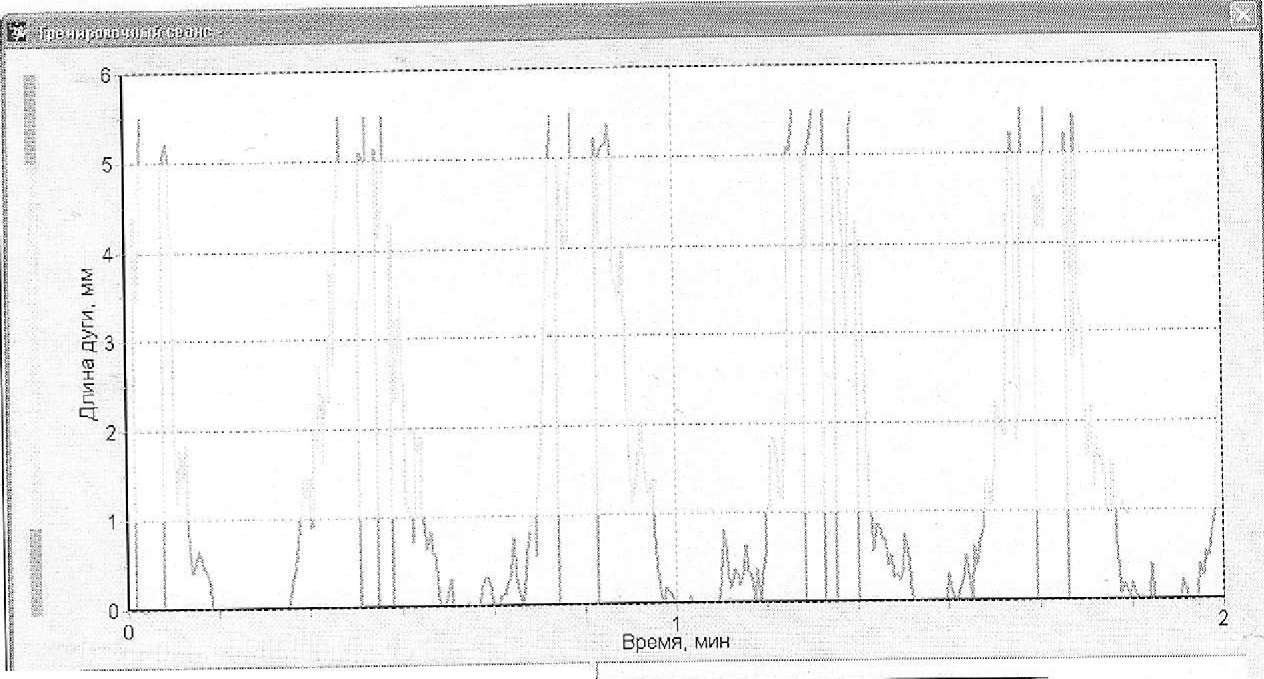
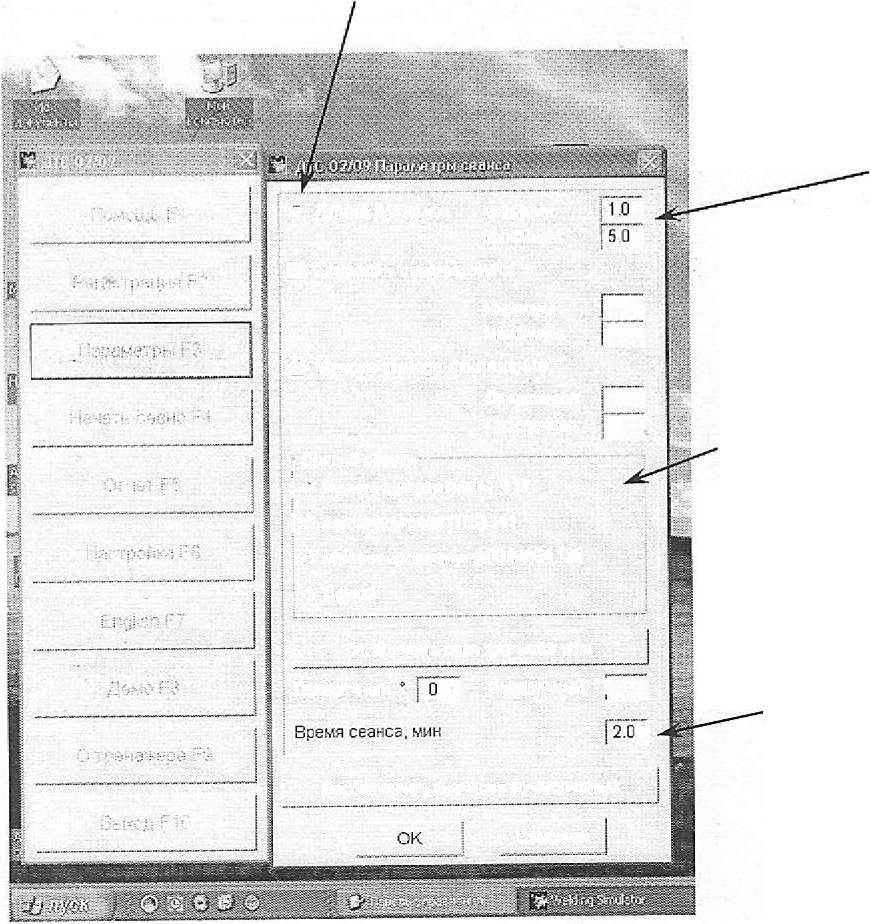
3.14 После регистрации обучаемого инструктор устанавливает граничные значения только по длине дуги (включение опции Длина дуги). Остальные контролируемые параметры должны быть дезактивированы (путем отключения параметров «Скорость сварки» и «Максимальное отклонение, °»), чтобы звуковые сигналы от ошибок по этим параметрам не мешали концентрации обучаемого на главной задаче - поддержанию заданной длины дуги.
Первоначально установить широкий диапазон допустимых значений длины дуги, например, от 1 до 5 мм.
Отметить способ сварки по которому будет проводиться тренировочный сеанс и подсоединить к источнику питания дуги соответствующий способу сварки рабочий инструмент (электрододержатель, горелка).
Установить время сеанса не менее 2-х мин
Закрепить с помощью прижимных губок
металлическую пластину на имитаторе изделия.
Включить клавишу «Сеть» источника питания дуги.
Надеть защитную маску.
Перед началом тренировочных сеансов ознакомьтесь с краткими теоретическими сведениями о сварочной дуге, определяющими цель и условия выполнения тренировочных заданий.
-
Распечатать результаты выполненного задания
-
Указать причины, влияющие на длину дуги при сварке.
-
Составить отчет
-
Сделать выводы
4 Основные теоретические положения
Сварочная дуга представляет собой устойчивый электрический разряд между электродом и изделием (катодом и анодом), находящихся под напряжением на небольшом расстоянии друг от друга.
Горение сварочной дуги считается устойчивым, если разряд существует непрерывно в течении длительного времени при заданных значениях силы тока и напряжения.
Сварочная дуга характеризуется повышенной плотностью тока и высокой температурой.
По роду используемого тока сварочные дуги могут быть постоянного и переменного тока.
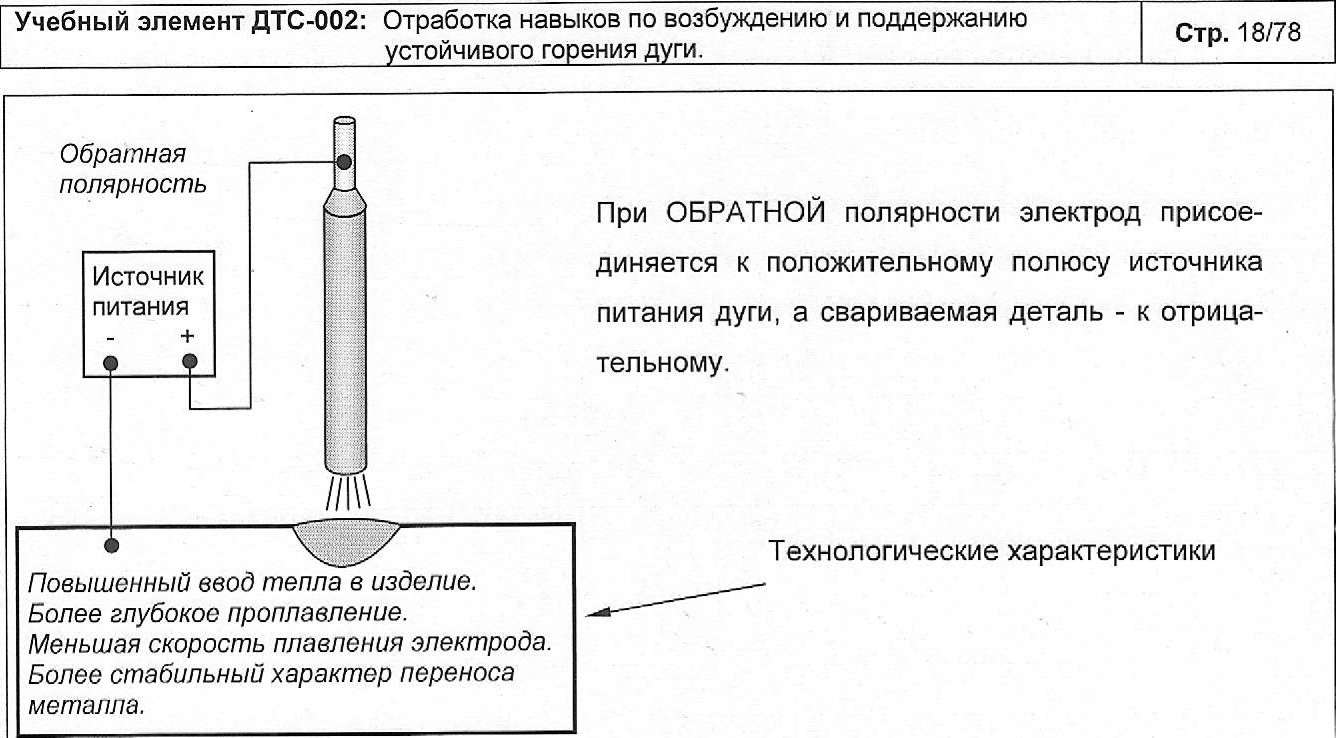
Дуга постоянного тока может питаться током ПРЯМОЙ и ОБРАТНОЙ полярности.
Полярность тока существенно сказывается на характере протекания процесса сварки.
При ПРЯМОЙ полярности электрод присоединяется к отрицательному полюсу источника питания дуги, а свариваемая деталь - положительному.
Дуга переменного тока горит менее устойчиво, чем дуга постоянного тока. Это обусловлено периодическими изменениями напряжения и силы тока в соответствии с частотой тока. При частоте 50 Гц напряжение источника питания дуги в течении секунды 100 раз снижается до нуля, при этом дуга угасает. После каждого такого угасания дуга может возбуждаться только при повышенном напряжении. Для стабильного горения дуги переменного тока необходимо увеличивать сварочный ток и напряжение холостого хода источника питания дуги.
Первоначальное возбуждение дуги при ручной дуговой сварке покрытыми электродами и механизированной дуговой сварке плавящимся металлическим электродом происходит после касания электродом изделия. При контакте электрода с изделием происходит короткое замыкание сварочной цепи, большой ток короткого замыкания расплавляет и испаряет металл в месте контакта. При последующем отрыве электрода от изделия, под действием напряжения источника питания между электродом и изделием возникает сварочная дуга.
При сварке неплавящимся металлическим электродом для возбуждения дуги без касания электродом изделия на электрод и изделие подается высоковольтный разряд повышенной частоты от специального устройства поджига дуги.
Возбуждение дуги происходит тем легче, чем выше напряжение холостого хода источника питания дуги. Для обеспечения надежного возбуждения дуги, напряжение холостого хода источника питания не менее 40 В.
По условиям безопасности напряжение холостого хода источников переменного тока не превышает 80 В, а источников постоянного тока - 90 В.
Возбуждение электрической дуги возможно осуществить двумя способами:
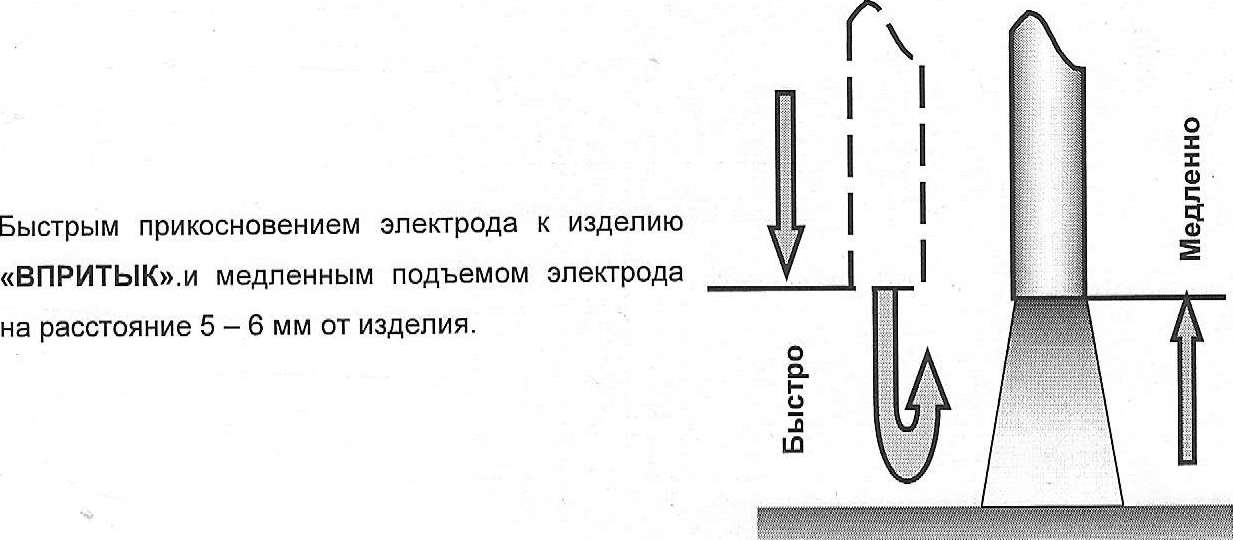
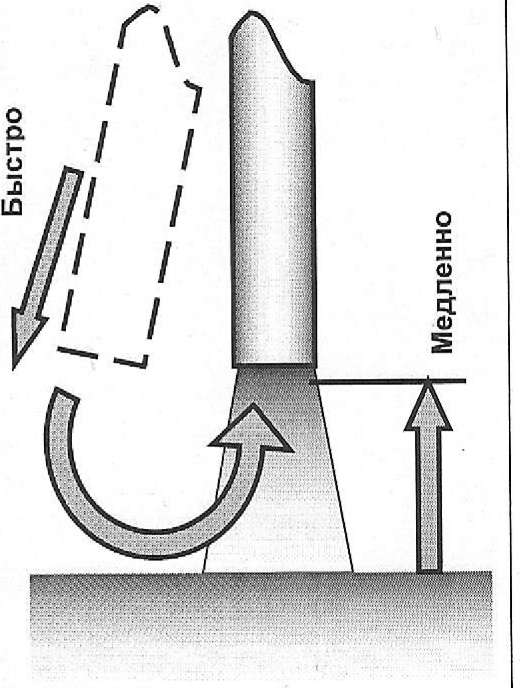
Способом «СПИЧКОЙ», когда концом электрода быстро чиркают о поверхность изделия и медленно поднимают электрод на расстояние 5- 6 мм от изделия.
Режим горения сварочной дуги определяют два параметра:
напряжение дуги - Uд
сила сварочного тока - Iсв
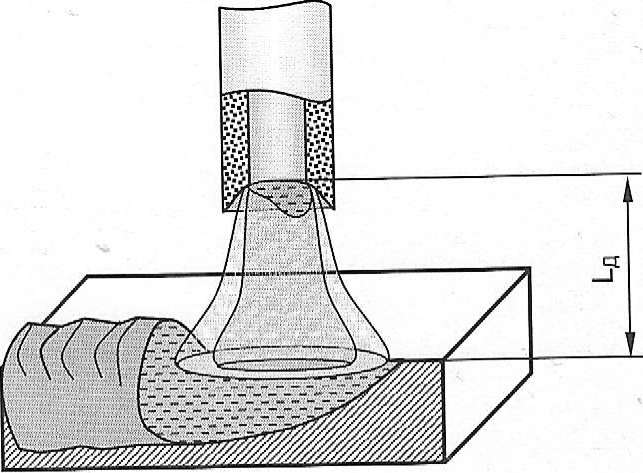
При установившемся устойчивом процессе горения сварочной дуги, напряжение дуги (Uд) зависит главным образом от ее длины (Lд)
Длина дуги (Lд):
- короткая Lд= 14 мм
- средняя (нормальная) Lд = 36 мм
-длинная Lд > 6 мм
При ручной дуговой сварке покрытым электродом Lд = (0,51,2) Dэл
(Dэл - диаметр электрода)
Короткой дугой, как правило сваривают корневые проходы стыковых и угловых швов, а также выполняют сварку швов в пространственных положениях, отличных от нижнего.
Сварка короткой дугой, с точки зрения обеспечения высокого качества сварного шва, является наиболее эффективной.
5 Содержание отчета
5.1 Цель работы
5.2 График зависимости напряжения от силы тока, построенный по снятым показаниям приборов;
-
Описание зон дуги и процессов, происходящих в них;
5.3 Вывод.
-
Контрольные вопросы
-
Понятие сварочной дуги.
-
За счет чего обеспечивается возбуждение дуги?
-
Зоны дуги и процессы протекающие в них.
-
Влияние на дуговой разряд рода тока.
Список используемых источников
1 Думов, С. Л. Технология электрической сварки плавлением / С.Л. Думов. - Ленинград : Машиностроение, 1987. - 461 с.
2 Думов, С. И. Лабораторные работы по технологии электрической сварки плавлением / С.И. Думов. - Ленинград : Машиностроение, 1982. - 151 с.
3. Куликов, В.П. Технология сварки плавлением / В.П. Куликов - Минск : Дизайн Про, 2000. - 256 с.