- Учителю
- Реферат на тему Методы повышения износостойкости деталей машин
Реферат на тему Методы повышения износостойкости деталей машин
1.3.2 Классификация методов отделочно-упрочняющей обработки деталей машин
Все известные методы упрочнения подразделяются на 6 основных классов:
Упрочнение с созданием пленки на поверхности
а) осаждение химической реакции (оксидирование, сульфидирование, фосфатирование, нанесение упрочняющего смазочного материала, осаждение из газовой фазы).
б) осаждение из паров (термическое испарение тугоплавких соединений, катодно-ионная бомбардировка, прямое электронно-лучевое испарение, реактивное электронно-лучевое испарение, электронно-химическое испарение).
в) электролитическое осаждение (хромирование, никелирование, электрофорез, никельфосфатирование, борирование, борохромирование, хромофосфатирование).
г) напыление износостойких соединений (плазменное напыление порошковых материалов, детонационное напыление, электродуговое напыление, лазерное напыление, вихревое напыление, индукционное припекание порошковых материалов).
Упрочнение с изменением химического состава поверхностного слоя металла
а) диффузионное насыщение (борирование, цианирование, азотирование, нитроцементация и т.п.)
б) химическое и физико-химическое воздействие (химическая обработка, ионная имплантация, электроискровая обработка и т.д.).
Упрочнение с изменением структуры поверхностного слоя
а) физико-термическая обработка (лазерная закалка, плазменная закалка);
б) электрофизическая обработка (электроконтактная, электроэрозионная, магнитная обработка);
в) механическая (упрочнение вибрацией, фрикционно-упрочняющая обработка, дробеструйная, обработка взрывом, термомеханическая, электромеханическая);
г) наплавка легированным элементом (газовым пламенем, электрической дугой, плазмой, лазерным лучом, пучком ионов и т.д.).
Упрочнение с изменением энергетического запаса поверхностного слоя
а) обработка в магнитном поле (термомагнитная обработка, импульсным магнитным полем, магнитным полем);
б) обработка в электрическом поле.
Упрочнение с изменением микрогеометрии поверхности и наклепом
а) обработка резанием (точение, шлифование, сверхскоростное резание);
б) пластическое деформирование (накатывание, обкатывание, раскатывание, выглаживание, вибронакатывание, вибровыглаживание, калибрование, центробежно-ударное упрочнение, виброударное и т.д.);
в) комбинированные методы (анодно-механическая, поверхностное легирование с выглаживанием, резание с воздействием ультразвуковых колебаний, магнитно-абразивная обработка и т.д.).
Упрочнение с изменением структуры всего объема металла
а) термообработка при положительных температурах (закалка, отпуск, улучшение, закалка ТВЧ, нормализация, термомагнитная обработка);
б) криогенная обработка (закалка с обработкой холодом, термоциклирование).
Проанализировав выше приведенные данные можно сделать вывод, что для случая ремонтного производства целесообразно использовать, с целью повышения износостойкости восстановленных поверхностей, только лишь методы позволяющие локально изменять свойства материала в одном месте не затрагивая, а тем самым не изменяя свойств уже обработанных и исправных поверхностей детали. К таким методам относится методы обработки с изменением микрогеометрии материала наклепом, применяемый целенаправленно на отдельные поверхности детали.
Основные эксплуатационные свойства деталей машин -
износостойкость, прочность, коррозионная устойчивость в
значительной мере определяются состоянием их поверхностного слоя,
определяемого технологией изготовления. В современном производстве
назначение и технологическое обеспечение параметров состояния
поверхностей деталей недостаточно обосновано, что приводит либо к
завышению требований и удорожанию машин, либо к их занижению и
снижению надежности.
Существует достаточно большое количество различных технологических
методов повышения качества поверхностей деталей. Наиболее
распространенными из них являются, гальванические и химические
методы нанесения покрытий, наплавка, напыление, ионная имплантация,
лазерная обработка. Обеспечивая повышение эксплуатационных свойств,
а так же, улучшая декоративный вид изделий, эти методы в то же
время являются экологически небезопасными, загрязняющими окружающую
среду и представляющими сложность в утилизации отходов.
Методы повышения качества деталей машин
Большие возможности в технологическом управлении качеством
поверхности деталей машин имеют такие прогрессивные методы
обработки, как разновидности отделочно-упрочняющей обработки, в
основе которых заложено поверхностное пластическое деформирование
(ППД). Требуемые параметры качества поверхности и практически все
важнейшие эксплуатационные свойства деталей машин могут быть
обеспечены процессами упрочнения их методами поверхностного
пластического деформирования, максимально проявляющими
потенциальные возможности материала. Применение пластического
деформирования материала позволяет снизить материалоемкость и
повысить надежность и долговечность изделий. В зависимости от
назначения метода и пластических деформаций все эти методы можно
разделить на три класса: 1) отделочно-упрочняющая обработка
поверхностным пластическим деформированием (накатывание,
обкатывание, раскатывание, выглаживание, виброобработка,
динамическое упрочнение, электромеханическая и комбинированная
обработка различных поверхностей деталей машин); 2) формообразующая
обработка пластическим деформированием (накатывание зубьев, шлицев,
резьб, фасонных поверхностей); 3) отделочно-упрочняющая обработка
пластическим деформированием (калибрование наружных и внутренних
поверхностей вращения и дорнование). Выглаживание производят
инструментом, рабочим элементом которого является алмазный
индентор, скользящий по обрабатываемой поверхности. Этим методом
можно обрабатывать все виды поверхностей от плоской до
фасонной.
Накатывание, раскатывание и обкатывание осуществляют специальным
инструментом. При давлении рабочего элемента на обрабатываемую
поверхность происходит её локальное пластическое деформирование в
месте контакта, наличие различных вращательных и поступательных
движений позволяет обрабатывать различные поверхности 9 плоские,
цилиндрические, фасонные.
Комбинированная обработка
Особое место среди методов повышения качества деталей машин
занимает комбинированная обработка, совмещающая лезвийную и
отделочно-упрочняющую обработки. В настоящее время для обработки
наружных и внутренних поверхностей вращения достаточно широкое
распространение получило совместное точение и обкатывание,
осуществляемое с применением комбинированных инструментов,
сочетающих в себе режущие и деформирующие элементы. Преимущества
совместной обработки резанием и ППД различных поверхностей
комбинированными инструментами по сравнению с раздельной обработкой
неоспоримо доказаны в современной литературе [6]. Такой метод
позволяет не только повысить качество поверхности, но и даёт
возможность увеличить производительность, снизить трудоёмкость
обработки, что является существенным преимуществом комбинированной
обработки перед другими способами повышения качества поверхностного
слоя. Однако в настоящее время в справочно-нормативной документации
недостаточно полно представлены сведения о рациональной области
применения комбинированной отделочно-упрочняющей обработки.
Следовательно, использование этого метода требует более подробного
исследования и обоснования качества обработанной поверхности в
зависимости от свойств обрабатываемого материала, режимов резания,
эксплуатационных свойств обрабатываемых деталей. Таким образом, все
методы обработки поверхностным пластическим де-формированием имеют
широкие возможности в управлении параметрами состояния
поверхностного слоя деталей машин, а следовательно и их
эксплуатационными свойствами. Опыт современного машиностроения
свидетельствует, что при совмещении процесса лезвийной обработки с
ППД предоставляется возможность наряду с повышением
эксплуатационных свойств изготовляемой продукции одновременно
повысить точность и производительность технологического процесса
обработки в целом.
Классификация методов отделочно-упрочняющей обработки деталей машин
Все известные методы упрочнения подразделяются на 6 основных классов:
-
упрочнение с образованием пленки на поверхности;
-
с изменением химического состава поверхностного слоя;
-
с изменением структуры поверхностного слоя;
-
с изменением энергетического запаса поверхностного слоя;
-
с изменением микрогеометрии поверхности и наклепом;
-
с изменением структуры по всему объему материала.
2.1 Упрочнение с созданием пленки на поверхности
а) осаждение химической реакции (оксидирование, сульфидирование, фосфатирование, нанесение упрочняющего смазочного материала, осаждение из газовой фазы).
б) осаждение из паров (термическое испарение тугоплавких соединений, катодно-ионная бомбардировка, прямое электронно-лучевое испарение, реактивное электронно-лучевое испарение, электронно-химическое испарение).
в) электролитическое осаждение (хромирование, никелирование, электрофорез, никельфосфатирование, борирование, борохромирование, хромофосфатирование).
г) напыление износостойких соединений (плазменное напыление порошковых материалов, детонационное напыление, электродуговое напыление, лазерное напыление, вихревое напыление, индукционное припекание порошковых материалов).
2.2 Упрочнение с изменением химического состава поверхностного слоя металла
а) диффузионное насыщение (борирование, цианирование, азотирование, нитроцементация и т.п.)
б) химическое и физико-химическое воздействие (химическая обработка, ионнаяимплантация, электроискровая обработка и т.д.).
2.3 Упрочнение с изменением структуры поверхностного слоя
а) физико-термическая обработка (лазерная закалка, плазменная закалка);
б) электрофизическая обработка (электроконтактная, электроэрозионная, магнитная обработка);
в) механическая (упрочнение вибрацией, фрикционно-упрочняющая обработка, дробеструйная, обработка взрывом, термомеханическая, электромеханическая);
г) наплавка легированным элементом (газовым пламенем, электрической дугой, плазмой, лазерным лучом, пучкомионов и т.д.).
2.4 Упрочнение с изменением энергетического запаса поверхностного слоя
а) обработка в магнитном поле (термомагнитная обработка, импульсным магнитным полем, магнитным полем);
б) обработка в электрическом поле.
2.5 Упрочнение с изменением микрогеометрии поверхности и наклепом
а) обработка резанием (точение, шлифование, сверхскоростное резание);
б) пластическое деформирование (накатывание, обкатывание, раскатывание, выглаживание, вибронакатывание, вибровыглаживание, калибрование, центробежно-ударное упрочнение, виброударное и т.д.);
в) комбинированные методы (анодно-механическая, поверхностное легирование с выглаживанием, резание с воздействием ультразвуковых колебаний, магнитно-абразивная обработка и т.д.).
2.6 Упрочнение с изменением структуры всего объема металла
а) термообработка при положительных температурах (закалка, отпуск, улучшение, закалка ТВЧ, нормализация, термомагнитная обработка);
б) криогенная обработка (закалка с обработкой холодом, термоциклирование).
Повышение долговечности деталей машин и механизмов, а также широкое применение в технике новых материалов ( пластмасс, металлокерамики и др.) неуклонно требуют оценки их по сопротивлению изнашиванию. [1]
Повышение долговечности деталей машин методом поверхностноро пластического деформирования ( ППД) или поверхностного наклепа широко используется в промышленности для повышения сопротивляемости малоцикловой и многсцикловой усталости деталей машин. На рис. 155 приведены схемы различных методов ППД. [2]
К эффективным методам повышения долговечности деталей машин, снижения их веса и экономии легированных сталей должен быть отнесен и способ изометрической закалки стальных деталей до высоких пределов прочности. [3]
К технологическим факторам повышения долговечности деталей машин относятся мероприятия по улучшению свойств применяемых материалов. [4]
В настоящее время существует множество технологических методов повышения долговечности деталей машин, основанных на механическом, физическом и химическом воздействии на поверхностный слой, приводящем к. [5]
Наплавка металлов - один из наиболее эффективных способов повышения долговечности деталей машин - позволяет восстанавливать геометрические размеры изношенных деталей, а также упрочнять их путем применения специальных электродных материалов, обеспечивающих получение наплавленного металла с заданными физическими свойствами. [6]
Поверхностное упрочнение наклепом или поверхностное пластическое деформирование широко используется для повышения долговечности деталей машин и элементов конструкций. Оно может быть осуществлено различными методами: 1) бомбардированием ( обдувом) металла струей стальной или чугунной дроби ( дробеструйная обработка), струей шариков или суспензии, содержащей абразивные частицы; 2) обкатыванием металла шариками или роликами; 3) выглаживанием инструментом сферической, трапецеидальной или конусной формы из природных или искусственных алмазов или синтетических сверхтвердых материалов ( карбонада, гексанита - Р или эльбора - Р); 4) чеканкой - упорядоченным многократным воздействием на упрочняемую поверхность специальными бойками или вибрирующими шариками или роликами. [7]
Приведенные выше примеры показывают, что ЭМУ является высокоэффективным методом повышения долговечности деталей машин. Указанные в табл. 15 значения силы тока и скорости выбирают в соответствии с требованиями к глубине упрочнения. [8]
Наплавка широко применяется в различных отраслях промышленности и является высокоэкономичным методом повышения долговечности деталей машин, повышая их износостойкость в 2 - 6 раз. [9]
На основании проведенных исследований можно сделать вывод, что сульфидирование, как метод повышения долговечности деталей машин при их работе на трение, повышает их долговечность также и при работе на усталость, особенно в коррозионной среде. [10]
Впервые введен раздел, посвященный поверхностному деформационному упрочнению, широко применяемому в машиностроении для повышения долговечности деталей машин. Указаны возможности использования ЭВМ для металловедческих исследований, решения технологических вопросов и управления оборудованием в термических цехах. [11]
Процессы химической и нефтеперерабатывающей промышленности, где применяются агрессивные среды, требуют использования новых материалов для повышения долговечности деталей машин и аппаратов и безотказной их работы. [12]
В связи с этим в ряде случаев даже применение легированных материалов с более высоким пределом прочности не позволяет разрешить проблему повышения долговечности деталей машин, в частности подверженных действию переменных нагрузок. [13]
Для снижения расходе энортчш на работу машин, станков, приборов, аппаратов, а также ла процесс бурения скважин, в котором имеет место трение между рожущим инструментом и породой, межго / бурильными трубами и отенками скважин, важно снизить трение. Для повышения долговечности деталей машин, бурового инструмента предотвращения аварий необходимо снизить износ и предотвратить схватывание. Для этой цели используют различные смазочные материал. При использовании хорошей смазки коэффициент трения снижается на порядок, а износ уменьшается в тысячи раз. В качестве смазочных материалов а различных отраслях промышленности используют нефтяные и синтетические масла и различные поверхностно-активные вещества. При бурогаш скважин используют до-бявки - присадки ПАВ в промнвочные жидкости. Добавки ПАВ, снижающие трение, называются антифрикционными присадками. [14]
На плановый капитальный ремонт мездрильной ( кожевенной) машины, например, расходуется в среднем 250 кг чугунного литья, 140 кг конструкционной стали, 60 кг углеродистой качественной стали, 12 кг бронзы, 5 кг красной меди, 10 5 кг баббита и другие материалы. Совершенно очевидно, что повышение долговечности деталей машин - очень важная народнохозяйственная проблема. [15]Выбор способов повышения долговечности деталей машин
Каждый класс деталей должен отвечать определенным условиям работы. Исходя из этих условий, они, как правило, имеют определенные виды повреждений, для предотвращения которых применяют различные технологические методы, приведенные выше. Ниже в табл. 9.23 приведены экономически вытодные способы повышения долговечности ряда деталей.
9.22. Применение и режимы газовой металлизации
Распыляемый материал
Расстояние до напыляемой поверхности, мм
Пламя
Давление сжатого воздуха*
Примечание
ручными аппаратами
ручными аппаратами
Защита от коррозии
Алюминий, цинк и сплавы алюминия
80 ... 150
150 ...250
Слегка восстановительное или нейтральное
Высокое
Для коррозионно-стойкой стали нейтральное пламя
Металлизация: валов для подвижных посадок валов для неподвижных посадок двухслойных подшипников скольжения для уплотнения стальных деталей деталей из дерева, картона, материи, стекла, фарфора, пластмасс для заделки раковин в сером чугуне для заделки
Сталь 0,5 - 1 % С Сталь 0,2 - 1 % С Бронза и сплавы алюминия Сталь 0,6 - 1 %С Алюминий, цинк, олово Сталь Сталь
180 ...200 120 ... 150 100... 150 200... 220 280 ... 350 100…150 100 ... 150
250 ...300 200 ... 250 180 ...250 300 ... 350 400 ... 500 200…250
Нейтральное Нейтральное или окислительное Нейтральное Нейтральное или окислительное
Среднее до высокого Низкое до высокого Среднее Высокое Низкое до высокого
Для бронзы слегка окислительное пламя, для сплавов слегка,восстановительное пламя Избегать термических напряжений, для чего прерывать металлизацию полых деталей Учитывать длину факела пламени; стекло подогревать, полые фарфоровые детали охлаждать Для чугунных деталей, чувствительных к напряжениям, большее расстояние при распылении
Нанесение слоя молибдена
Молибден
80... 130
200 ... 300
10%-ное окис- лительное
Низкое
-
* Высокое - выше 0,3 ... 0,4 МПа, низкое - ниже 0,3 МПа.
Характер работы
Основной вид повреждения при эксплуатации
Способ повышения долговечности
Болты и шпильки резьбовых соединений, собираемых с предварительной затяжкой и нагружаемых силами, вызывающими переменные напряжения
Статические напряжения от предварительной затяжки и переменные напряжения от изменяющихся во время работы нагрузок
Усталостные изломы, деформации
Повышение прочности стали, уменьшение концентрации напряжений, уменьшение жесткости болта, уменьшение высотных параметров шероховатости поверхности резьбы болта, накатка резьбы болта и шпильки роликами
Гайки и крепежные отверстия под болты и шпильки в корпусных деталях
То же
Срез резьбы и самоотвинчивание
Раскатывание резьб и создание гладкорезьбовых соединений
Колеса зубчатых передач
Изгиб зубьев, деформирование контактного сжатия и сдвига рабочих поверхностей зубьев, трение и удары торцов зубьев зубчатых колес коробок передач при включении скорости
Излом зуба (усталостный или из-за кратковременной перегрузки), осповидное выкрашивание, изнашивание или пластическое деформирование рабочих поверхностей зубьев, торцовое изнашивание зубьев зубчатых колес коробок передач, заедание зубьев
Корригирование, улучшение, сплошная или поверхностная закалка зубьев, цементация, азотирование, нигроцемента- ция рабочих поверхностей зубьев (стальных зубчатых колес), накатывание, электромеханическая обработка
Червях и червячное колесо червячной передачи
Скольжение витков червяка по рабочим поверхностям зубьев червячного колеса, нзгиб зубьев червячного колеса
Заедание, изнашивание рабочих поверхностей, пластическое деформирование и излом зубьев червячного колеса
Корригирование зубьев червячного колеса, уменьшение шероховатости, закалка или цементация рабочих поверхностей витков червяка, накатывание, электромеханическая обработка
Звездочки цепных передач
Удары и трение рабочих поверхностей звездочек об элементы цепи
Изнашивание рабочих поверхностей зубьев
Проектирование звездочек с вогнутым профилем зубьев, уменьшение шероховатости, закалка или цементация рабочих поверхностей зубьев, накатывание
Валы и оси
Деформация изгиба и кручения, трение скольжения между цапфой и опорой
Усталостные изломы, изломы, изнашивание и задиры цапф, заедание
Уменьшение влияния концентраторов напряжений (увеличение радиусов галтелей, исполнение шпоночных канавок с плавным выходом и т.п.), шлифование цапф (тяжелонагруженных валов по всей длине), поверхностный наклеп переходных поверхностей, поверхностная закалка, азотирование, накатывание, вибронакатывание
Опоры скольжения (подшипники и подпятники)
Трение скольжения между цалфой и опорой
Изнашивание, заедание, усталостные разрушения поверхности трения
Обеспечение условий жидкостного трения, увеличение жесткости опоры, высокая точность изготовления и малые значения высотных параметров шероховатости рабочей поверхности цапфы, нанесение на поверхности опор специальных покрытий для улучшения приработки, виброраскатывание, создание избира- - тельного переноса
Подшипник качения
Качение шариков (или роликов) по наружному и внутреннему кольцам
Излом кольца, разрушение тел качения, изнашивание тел качения и рабочих поверхностей колец, усталостное выкрашивание (осповидное изнашивание) рабочих поверхностей элементов подшипника, заедание деталей подшипника
Обеспечение податливости корпуса в нагруженной части подшипника, раскатывание шариком, алмазное выглаживание
Гильза цилиндра поршневого двигателя внутреннего сгорания
Механические нагрузки от переменного давления газов, тепловое и коррозионное воздействие газов, трение о поршневые кольца и поршень, коррозионное воздействие охлаждающей жидкости
Изнашивание внутренней поверхности (зеркала), появление рисок, задиров, овальность в результате изнашивания при неравномерном давлении поршия, трещины, коррозия наружной поверхности гильз и кавитационное разрушение
Поверхностная (или объемная закалка) и отпуск; покрытие внутренней поверхности тонким слоем пористого хрома или азотирование внутренней поверхности для улучшения прирабатываемости, виброраскатывание, трибоггехнология. Ос- винцовывание, оцинковывание лаком наружной поверхности, омываемой водой (для предохранения от коррозии)
Поршень двигателя внутреннего сгорания
Механические нагрузки от переменного давления газов и инерционных сил возвратно-поступательного движения поршня, тепловое воздействие газов на днише, трение боковой поверхности о зеркало гильзы
Изнашивание цилиндрической поверхности, изнашивание и пластическое деформирование кольцевых канавок, изнашивание отверстий в бобышках, прогар головки
Покрытие боковой поверхности легкоплавкими металлами (свинцом ияи оловом), фосфатирование, травление кислотой, сульфидирование, закалка с последующим старением поршней из алюминиевого сплава
Диски борон и лущильников
Абразивное воздействие почвы, силовые воздействия препятствий
Затупление лезвия в результате изнашивания, разработка квадратных отверстий
Закалка и отпуск до твердости НВ 321 ... 415, плакирование лезвия износостойкими материалами
Лапы культиваторов
Абразивное воздействие и давление почвы
Затупление режущей кромки лезвия в результате изнашивания
Закалка и отпуск лезвия, наплавка на лезвие твердого сплава
Лопасти рабочего колеса гидротурбины
Кавитационное и коррозионное действие среды, изгиб, действие пульсирующего потока, вызывающего вибрацию
Кавитационное разрушение поверхности детали
Применение материалов или облицовок, стойких против кавитационного разрушения
Пальцы звеньев гусениц гусеничного трактора
Трение без смазочного материала при высоких давлениях и ударных нагрузках при наличии абразивного материала и влаги
Изнашивание в местах трения о проушины (или втулки звеньев гусениц)
Закалка поверхности при нагреве ТВЧ, борирование
Втулки звеньев гусениц гусеничного трактора
То же
Изнашивание в местах трения о палец
Цементация с последующей закалкой и отпуском, дорнование
Лемехи плугов
Давление пласта почвы, воздействие абразивной среды
Затупление режущей кромки, затупление носка, образование фаски с тыльной стороны лезвия в результате изнашивания
Закалка с последующим отпуском лезвия, наплавка на лезвие твердого сплава (сормайта)
Отвалы плугов
Давление пласта почвы, воздействие абразивной среды
Поломка крыла и его изнашивание в месте схода пласта почвы
Цементация и последующая закалка с самоотпуском
Зубчатые колеса коробки передач трактора
Удары торцов зубьев при включении передачи, изгиб зубьев, контактное сжатие и сдвиг объемов металла, прилежащих к эвольвеит- ным поверхностям
Торцовое изнашивание зубьев, поломка зубьев, изнашивание эвольвентных поверхностей зубьев
Изготовление шестерен с наиболее рациональной (бочкообразной) формой торцов зубьев; цементация или нитроцементация рабочих поверхностей зубьев с последующими закалкой и отпуском
Звенья гусениц гусеничных тракторов
Контактные нагрузки, трение качения с проскальзыванием о беговую дорожку и боковые поверхности опорных катков, наличие абразивного материала и влаги в зоне трения
Изнашивание проушин, изнашивание цевок в месте зацепления с ведущим колесом, изнашивание беговой дорожки, усталостные разрушения
Закалка и отпуск, нормализация или закалка в электролите беговых дорожек, наплавка почвозацепа вольфрамовым чугуном
Коленчатый вал
Периодические нагрузки от давления газов и сия инерции движущихся масс, вызывающие переменные напряжения в элементах вала; трение шеек о заливку вкладышей подшипников
Уменьшение диаметра, овальность и конусность шеек в результате изнашивания, прогиб или усталостный излом в результате несоосности или большого износа коренных подшипников
Создание овальной формы, поверхностная закалка, азотирование, полирование коренных и шатунных шеек для повышения износостойкости, накатка роликами или обдувка дробью переходных поверхностей (для увеличения выносливости)
Клапаны двигателя внутреннего сгорания
Динамические нагрузки от переменного давления газов и сил упругости пружины; омывание головок выпускных клапанов горячими газами, движущимися с большими скоростями
Изнашивание и пригорание фаски тарелки клапана, изнашивание стержня, деформирование
Заполнение внутренней полости головки пустотелого выпускного клапана на 50 - 60 % металлическим натрием (для охлаждения клапана); наплавка фаски и головки выпускного клапана со стороны цилиндра твердым сплавом ВКЗ или сормайтом (для повышенил износостойкости и коррозионной стойкости); объемная закалка и отпуск
Поршневое кольцо двигателя внутреннего сгорания
Нагрев от соприкосновения с горячими газами; трение о внутреннюю поверхность гильзы при возвратно- поступательном движении
Изнашивание по наружной цилиндрической и торцовой поверхностям, снижение упругости, пригоранне
Оптимизация формы, пористое хромирование одного или двух верхних компрессионных колец; электролитическое лужение или фосфатирование колец (для улучшения прирабатываемости и повышения коррозионной стойкости)
Вкладыш шатунных и коренных подшипников коленчатого вала двигателя внутреннего сгорания
Переменные по значению давления газов и давления от сил инерции поступательно движущихся и вращающихся масс
Изнашивание, усталостное выкрашивание или подплавление заливки
Оптимизация формы, покрытие рабочей поверхности оловом или припоем ПОС-18, виброраскатывание
Лопатки газовых турбин
Растяжение, изгиб и кручение профильной части и хвостовика под действием центробежных сия и давления газового потока; переменное напряжение от вибрационных нагрузок, термические напряжения, коррозионное и эрозионное действие газовой среды
Разрушение по профильной части пера или елочному профилю хвостовика, вызванное действием статических и переменных напряжений от термической усталости
Полирование профиля пера лопатки (ко- рытв, спинки, кромок и радиусов); обкатка роликом, наклепывание легкими ударами поверхностного слоя хвостовика; алитирование или эмалирование поверхностных слоев для защиты от коррозии
Зубья ковшей экскаваторов
Трение об абразивные частицы грунта, динамические нагрузки при ударах о грунт
Затупление режущей кромки в результате изнашивания
Закалка, наплавка твердого сплава (сор- майта)
Надежность автомобиля и пути ее повышения.
19.07.12 15:06
![]()
![]()
Основные термины и определения.
Термины и определения надежности в технике регламентированы ГОСТ 27.002, а для автомобильного подвижного состава, его агрегатов, систем, механизмов, узлов и деталей - ОСТ 37.001.055.

Под надежностью автомобиля понимается его свойство сохранять во времени или в течение некоторой наработки в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения, технического обслуживания, ремонтов, хранения и транспортирования.
Параметры изделия, определяющие его эксплуатационные показатели и допускаемые пределы их изменений, указываются в технической документации (государственных и отраслевых стандартах, технических условиях, руководящих технических материалах, нормативных документах по технической эксплуатации, требованиях ГАИ и др.).
Надежность в зависимости от назначения автомобиля и условий его эксплуатации включает следующие свойства: безотказность, долговечность, ремонтопригодность и сохраняемость.
Безотказность - свойство автомобиля непрерывно сохранять работоспособное состояние в течение некоторого времени или некоторой наработки. Безотказностью автомобиль должен обладать как в период его эксплуатации, так и в периоды хранения и транспортирования.
Признаком нарушения работоспо собности автомобиля является необхо димость проведения работ по текуще му ремонту, в то время как проведенш технического обслуживания не явля ется признаком нарушения его работо способности.
Долговечность - это свойст во автомобиля сохранять работоспо собное состояние до наступления пре дельного состояния при установленно системе технического обслуживания ремонта. Долговечность изделий, явля ющихся составными частями боле» сложных, может характеризовать без отказность последних. Например, долговечность ремня привода вентилятор; может характеризовать безотказност двигателя.
Ремонтопригодность за ключается в приспособленности авто мобиля к предупреждению и обнаружению причин возникновения отказа, повреждений и поддержанию и восста новлению работоспособного состояни путем проведения технического обслуживания и ремонтов. Значения показа телей ремонтопригодности должны за даваться в технической документаци для регламентированных условий тех нического обслуживания и ремонта.
Сохраняемость - это свои ство автомобиля сохранять значени показателей безотказности, долговечности и ремонтопригодности в течени и после хранения и (или) транспортирования.
Для конкретных объектов автомобильного подвижного состава, его агрегатов, систем, механизмов, узлов и деталей эти свойства могут иметь paзличную относительную значимость. Например, безотказность магистральных автомобилей, удаляющихся на большое расстояние и длительное время от базы, должна быть больше, чем автомобилей-самосвалов, ежедневно возвращающихся из рейсов на свою базу. Для легковых автомобилей, особенно используемых личными владельцами, наиболее ценным качеством является ремонтопригодность.
Автомобиль, находящийся в эксплуатации, при исправном состоянии должен соответствовать всем требованиям нормативно-технической и конструкторской документации. Это понятие шире понятия «работоспособное состояние». Работоспособный автомобиль в отличие от исправного удовлетворяет лишь тем требованиям нормативной документации, которые обеспечивают его нормальное функционирование при выполнении заданных функций, т. е. осуществлении автоперевозок. При этом он может не удовлетворять, например, требованиям, относящимся к его внешнему виду (нарушение декоративного покрытия, вмятины на кузовных деталях и др.).
Неработоспособным считается такое состояние автомобиля, при котором значение хотя бы одного параметра, характеризующего его способность выполнять заданные функции, не соответствует требованиям нормативно-технической и конструкторской документации.
Следует различать два вида неработоспособности: устранимую и неустранимую. В первом случае работоспособность объекта может быть восстановлена при выполнении ремонтных работ, во втором - восстановление работоспособности технически невозможно (предельное состояние объекта) или экономически невыгодно, в связи с чем дальнейшее применение такого объекта по назначению недопустимо или нецелесообразно.
Таким образом, переход в предельное состояние определяется наступлением момента, когда дальнейшая эксплуатация автомобиля невозможна или нецелесообразна по одной или нескольким из следующих причин: становится невозможным поддержание безопасности, безотказности или эффективности объекта на допустимом уровне во время эксплуатации; в результате изнашивания и (или) старения объект пришел в такое состояние, при котором ремонт требует больших затрат или не обеспечивает необходимый уровень восстановления работоспособности.
Автомобиль относится к таким изделиям, которые не сохраняют работоспособное состояние до наступления предельного, т. е. его безотказность меньше наработки, соответствующей долговечности.
Отказ - событие, заключающееся в нарушении работоспособного состояния объекта. Следует различать отказ и повреждение. Последнее заключается в нарушении исправного состояния объекта при сохранении работоспособного.
Переход объекта из одного состояния в другое обычно происходит вследствие повреждения или отказа.
При нарушении его работоспособного состояния различают отказ автомобиля в целом и отказ агрегата, узла, детали и др.
Отказ автомобиля обусловливает вынужденный его простой на линии во время, запланированное для транспортной работы, или невыезд в очередной плановый рейс в связи с неисправностями.
Дефекты, устраняемые в процессе проведения очередного планового технического обслуживания или ремонта, которые выполняются в междусменное время, рекомендуется считать отказами не автомобиля, а соответствующих агрегатов, узлов, деталей. Отказы, происшедшие из-за неправильной эксплуатации, при оценке безотказности.
Различают также отказы автомобиля, устраняемые водителем с помощью имеющегося при автомобиле инструмента и запасных деталей, и требующие вызова технической помощи или буксировки автомобиля на базу. Отказы и неисправности, возникающие в процессе эксплуатации автомобиля, по виду, характеру, причинам возникновения, трудоемкости и стоимости устранения значительно разнятся между собой. Без анализа отказов, изучения их физической сущности, частоты повторяемости, трудоемкости устранения, влияния на продолжительность простоя в ремонте и изменения технического состояния автомобиля невозможно обеспечить эксплуатационную надежность автомобилей.
При проведении анализа отказов необходимо учитывать все факторы, приводящие к нарушению работоспособности автомобиля. Прежде всего следует определить место отказа или неисправности (агрегат, узел, деталь), для указания которого пользуются нумерацией и наименованиями, принятыми в системе обозначений автомобильного подвижного состава.
Отказы и неисправности разных видов имеют различные формы проявления. Для описания внешнего проявления или характера неисправности применяются такие понятия, как биение, вибрация (карданного вала); затруднено, невозможно включение или самопроизвольное выключение (передач); ослабление крепления соединения (деталей); перегрев, выкипание (радиатора); течь (сальниковых уплотнений); замыкание, обрыв цепи, перегорание, пробой, разрегулировка (для деталей электрооборудования) и т. п. Все причины отказов и неисправностей могут быть отнесены к одной из следующих трех основных групп: конструкционного характера, производственно-технологического, эксплуатационного.
Типичными ошибками конструирования являются: недостаточная защищенность узлов трения; наличие концентратов напряжений; неверное представление о характере распределения напряжений; неправильный расчет несущей способности; неадекватность расчетной модели; неправильный выбор материалов и др.
Наиболее типичные дефекты, возникающие по причинам производственного и технологического характера: отклонение размеров деталей от чертежа; неоднородность состава материала (наличия включений, охрупчивающих примесей и др.); дефекты, возникающие при плавке и изготовлении заготовок (пористость, усадочные раковины, расслоения); дефекты вследствие недостаточной точности механической обработки деталей (ожоги, задиры, заусенцы, прорезы); дефекты сварки (трещины, остаточные напряжения, углубления, непровар); дефекты структуры материала вследствие нарушения режимов термообработки (перегрев, закалочные трещины, обезуглероживание и т. п.); дефекты, возникающие при обработке поверхностей (водородное охрупчивание); недостаточная точность сборки (повреждения поверхностей, задиры, неправильная установка деталей, неправильная регулировка).
Дефекты производственно-технологического характера являются наиболее распространенными, их число в значительной степени зависит от точности выполнения технологического процесса, организации производства, состояния производственной дисциплины и эффективности контроля.
Основными причинами отказов и повреждений эксплуатационного характера являются: нарушение правил эксплуатации автомобилей (например, в дорожных условиях, для которых они не приспособлены; работа с прицепом, хотя конструкцией это не предусмотрено; переоборудование без разрешения завода- изготовителя);
перегрузки и непредвиденные нагрузки (нарушение инструкции по эксплуатации в части загрузки автомобиля, неправильные действия водителя - броски сцепления, переезд препятствий на большой скорости и др.); неправильное техническое обслуживание (нарушение периодичности и технологии ТО, повреждение изделия или неправильная его установка при ТО и ТР, и др.).
Отказы автомобилей подразделяются на частичные и полные, характеризующие частичную или полную утрату автомобилем работоспособности.
Кчастичным отказам, снижающим эксплуатационные качества автомобиля, относятся отказы, ухудшающие такие показатели, как время подготовки к движению из-за необходимости проведения незапланированных крепежных или регулировочных работ, устранения течи топлива, смазочного материала; снижающие среднюю скорость движения и грузоподъемность автомобиля, но допускающие его использование в течение некоторого времени.
К полным отказам, лишающим автомобиль подвижности, относятся отказы, без устранения которых движение автомобиля невозможно (например, поломка карданного вала)
или недопустимо (например, разрушение питающей магистрали пневмопривода тормозов).
При этом следует различать полные отказы, для устранения которых автомобиль должен быть доставлен на станцию технического обслуживания или в автотранспортное предприятие (так называемые отказы дорожные), и отказы (так называемые отказы линейные), устранение которых может быть осуществлено на линии, т. е. непосредственно на месте, где произошел отказ.
Показатели надежности
Общие положения.
Надежность автомобиля зависит от множества факторов, характеризующих качество его проектирования, изготовления, организацию технической эксплуатации, а также условия эксплуатации. Поэтому надежность автомобилей даже одной и той же модели различна.
Характеристики надежности автомобилей, их деталей, узлов и агрегатов имеют вероятностный характер. Поэтому ее можно характеризовать только путем обработки большого числа данных, полученных при его эксплуатации или испытаниях, с помощью методов теории вероятностей и математической статистики.
Как известно из теории вероятностей, явления, которые при неоднократном воспроизведении одного и того же опыта протекают каждый раз несколько по-иному, называются случайными.
Отказы деталей автомобилей, происходящие во время испытаний или при их эксплуатации, относят к случайным, поскольку возникновение их в каждом отдельном случае предсказать невозможно.
Вероятность события принято выражать положительным числом (от нуля до единицы).
Показатели надежности оцениваются теоретическими уравнениями или статистическими методами, приемлемыми для практических целей.
Поскольку все нормативы для автомобилей устанавливаются на километр пробега, характеристику его надежности принято рассматривать как функцию пробега.
Показатели безотказности. Одним из важнейших показателей безотказности является вероятность безотказной работы, т. е. вероятность того, что в пределах заданной наработки отказ объекта (автомобиля, узла, агрегата, детали) не возникнет.
Степень рассеивания оценивается при помощи безразмерной характеристики, называемой коэффициентом вариации и определяемой как отношение среднего квадратического отклонения случайной величины к средней наработке.
В качестве показателя безотказности используется также гаммапроцентная наработка до отказа, т. е. наработка, в течение которой отказ объекта не возникнет с вероятностью у» выраженной в процентах.
К показателям безотказности относятся также интенсивность отказов и параметр потока отказов.
Интенсивность отказов - условная плотность вероятности возникновения отказа невосстанавливаемого объекта, определяемая для рассматриваемого момента времени как отношение плотности распределения наработки до отказа к вероятности безотказной работы при условии, что до этого момента отказ не возник:
При оценке безотказности восстанавливаемых изделий используют среднюю наработку на отказ, которая определяется отношением суммарной наработки восстанавливаемых объектов к математическому ожиданию числа их отказов в течение этой наработки:
Параметр потока отказов - отношение среднего числа отказов восстанавливаемого объекта за произвольно малую его наработку к значению этой наработки. Его используют в качестве показателя безотказности восстанавливаемых объектов, эксплуатация которых может быть описана следующим образом: с момента начала эксплуатации объект работает до отказа, после чего восстанавливается его работоспособность и объект вновь работает до отказа и т. д. (в расчете время восстановления не учитывается).
Большинство узлов, агрегатов и автомобилей в целом относятся к восстанавливаемым объектам. Их отказы устраняют текущим ремонтом. Временная потеря работоспособности при отказе не означает израсходование ресурса, пока изделие не достигло предельного состояния. Для восстанавливаемых изделий распределения отказов и ресурсов не совпадают. Уровень безотказности таких изделий характеризуется кривой изменения параметра потока отказов от начала эксплуатации до капитального ремонта и списания. Кривая изменения параметра потока отказов характеризует непредсказуемые отказы, вызванные перегрузками, дефектами изготовления, а также старением материала элементов конструкции. Начальное возрастание параметра потока отказов (на участке а) отражает отказы, обусловленные преимущественно нарушениями технологических процессов, браком при изготовлении деталей и сборке узлов и автомобиля в целом, которые приводят к преждевременным отказам, потере работоспособности автомобиля. Хотя обычно этот период непродолжительный, не выходящий за пределы гарантийной наработки, он должен быть по возможности сведен к минимальному.
Участок кривой b соответствует периоду нормальной эксплуатации. В этот период, наиболее длительный, возникает сравнительно небольшое число отказов, которые не связаны с разрушением деталей вследствие их недостаточной прочности или низкой износостойкости, а также производственными недостатками.
За пределами участка кривой b с увеличением наработки автомобиля (участок k) постепенно возрастает число отказов, возникающих в результате изнашивания, усталостных разрушений и старения материала деталей. В идеальном случае участок k желательно получать пологим, т. е. таким, чтобы на последнем участке наработки К до капитального ремонта не было резкого увеличения частоты отказов, т. е. чтобы повышение интенсивности отказов в последнем периоде было медленным. Наработка соответствует пробегу автомобиля после капитального ремонта, т. е. до его списания.
Показатели долговечности. К основным показателям долговечности автомобиля относятся средний ресурс, представляющий собой математическое ожидание ресурса, и г а ммпроцентный ресурс, определяемый как наработка, в течение которой объект не достигнет предельного состояния с заданной вероятностью V, выраженной в процентах. В нормативных конструкторских документах, как правило, указывается 90%-ный ресурс, а для систем, узлов и деталей, влияющих на безопасность движения,- 95%-ный.
Показатели долговечности автомобиля связываются с видом действий после наступления предельного состояния объекта. Если после наступления предельного состояния необходимо проведение капитального ремонта, указывают средний или ^-процентный ресурс до капитального ремонта. Гамма-процентный ресурс может быть определен графически по кривой убыли (вероятности безотказной работы).
Наиболее часто оценка долговечности автомобиля производится по средним показателям надежности (для определения объема производства запасных деталей; планирования ремонтов; пополнения парка автомобилей; расчетов, связанных с оценкой технико-экономической эффективности работ по повышению долговечности, и др.). Однако оценка долговечности автомобиля по средним показателям может быть достаточно полной только при условии, что при этом учитывается рассеивание его среднего ресурса, определяемое причинами как производственного, так и эксплуатационного характера. К первым относятся, например, неоднородность свойств материалов в состоянии поставки и после термической обработки. Свойства деталей зависят и от степени отлаженное технологического процесса. Даже при соблюдении технологической дисциплины неизбежны различия в размерах, форме деталей одного наименования. Рассеивание свойств изделий тем меньше, чем выше стабильность процессов производства, обеспечивающая однородность качества деталей.
Вызывают рассеивание показателей надежности также различная интенсивность и условия эксплуатации, качество технического обслуживания и ремонтов, внешние воздействия, определяющие процессы накопления повреждений в элементах деталей автомобилей.
Технико-экономические критерии предельного состояния автомобильного подвижного состава для оценки его ресурса по результатам испытаний разработаны Центральным научно- исследовательским автомобильным полигоном НАМИ и Центральным научно-исследовательским автомобильным и автомоторным институтом (НАМИ). Предельное состояние автомобиля, автобуса или прицепа наступает: при достижении предельного состояния рамы грузовых автомобилей, прицепов и полуприцепов или кузова легковых автомобилей и автобусов, определяемого техническими критериями, приведенными в табл. 2.1; расходе запасных частей на текущий ремонт более 10 % (при испытании на автополигоне) и 25 % (в условиях эксплуатации) от оптовой стоимости нового автомобиля без учета стоимости израсходованных шин, аккумуляторных батарей, радиоприемника и дополнительного снаряжения, автоламп, электропроводки.
Предельное состояние основных агрегатов определяется необходимостью полной разборки и ремонта базовых и основных деталей при устранении неисправностей, или по нормативным диагностическим параметрам агрегатов автомобилей.
Показатели ремонтопригодности.
Предельный износ посадочных поверхностей и отверстий под: вкладыши ко¬ренных подшипников, втулки распределительного вала, борты гильз цилиндров, "толкатели клапанов; трещины перемычек гильз, рубашек системы охлаждения, фланцев крепления агрегатов; коробление привалочных поверхностей Предельный износ или задиры коренных и (или) шатунных шеек; трещины, излом, изгиб, коробление Предельный износ посадочных поверхностей под подшипники, посадочных буртов; трещины усталости, изломы фланцев крепления, коробление привалочных плоскостей; повышенный шум, превышающий допустимые нормы Предельный износ шлицевых соединений, отверстий под стаканы подшипников; трещины усталости; коробление, изгиб, вызывающие неустранимый дисбаланс
Предельный износ посадочных мест под втулки шкворней, подшипники поворотных кулаков; коробление, прогиб балки или поперечины; изломы, трещины усталости Трещины и прогибы балки; предельный износ и разрушение шестерен, подшипников, валов; повышенный шум Предельный износ посадочных поверхностей под втулки (подшипники), рабочей поверхности; трещины усталости, излом фланцев крепления; предельный люфт механизма, неустранимый регулировкой
Разрушения, исключающие эксплуатацию автомобиля и требующие для ремонта демонтажа основных агрегатов с заменой лонжеронов или поперечин Усталостный излом одного и более силовых элементов, стоек дверных проемов по всему периметру; сквозная коррозия основания коробов
Примечание. Приведены лишь типичные неисправности, поэтому в отдельных случаях предельное состояние детали определяется невозможностью выполнять функции в пределах заданных характеристик.
Поскольку ремонтопригодность зависит прежде всего от периодичности технического обслуживания и трудоемкости проведения его и текущего ремонта, эти показатели нормируются ГОСТ 21624, устанавливающим требования к эксплуатационной технологичности и ремонтопригодности автомобилей.
К показателям ремонтопригодности относят периодичность технических обслуживании, удельную оперативную трудоемкость технического обслуживания, текущих ремонтов. Эти показатели определяют степень приспособленности конструкции автомобиля, агрегата или узла к выполнению с наименьшей трудоемкостью необходимых операций по предупреждению (техническое обслуживание) и устранению (ремонт) неисправностей и отказов.
Периодичность технического обслуживания является одним из важнейших показателей, определяющих совершенство конструкции автомобиля и соответствие ее требованиям эксплуатационной технологичности. За последние годы периодичность технических обслуживаний отечественных большегрузных автомобилей возросла в среднем в 1,5 раза. Так, у автомобилей МАЗ-500А периодичность ТО-1 составляла 2500 км, ТО-2 - 12 500 км, а для MA3-5335 увеличена соответственно до 5000 км и 20 000 км. Чтобы создавать автомобили с еще более высокой периодичностью технического обслуживания, необходимо расширить производство новых износостойких материалов, применение усовершенствованных конструктивных решений уплотнений узлов, самоконтрящихся резьбовых соединений, самосмазывающихся деталей, а также высококачественных смазочных материалов.
Удельной оперативной трудоемкостью технического обслуживания и удельной трудоемкостью текущего ремонта устанавливаются дозатраты на выполнение всех операций технического обслуживания автомобиля (без ежедневного обслуживания) , определяемые его конструкцией и состоянием. Эти показатели указываются в человеко-часах на 1000 км пробега (чел.ч/тыс. км). Разовая оперативная трудоемкость для ежедневного технического обслуживания указывается в человеко-часах. Значения нормируемых показателей трудоемкости технического обслуживания и текущего ремонта в зависимости от класса и вида автомобиля приводятся в ГОСТ 21624. Так, например, для легковых автомобилей с рабочим объемом двигателя 1,2...1,8 л удельная оперативная трудоемкость технического обслуживания должна быть не более 8 чел.-ч/тыс. км, а текущего ремонта - не более 2,3 чел.-ч/тыс. км.
Внимание конструкторов должно быть сосредоточено прежде всего на тех работах по техническому обслуживанию и ремонту, которые являются наиболее трудоемкими. Так, в общем объеме работ по техническому обслуживанию грузовых автомобилей удельный вес смазочных работ составляет 20.. .30 %, крепежных - около 20, контрольных - 25, электротехнических - 15 %• Поэтому снижение трудоемкости этих работ является наиболее актуальной задачей.
Точное обоснование периодичности и объема работ по проведению технического обслуживания автомобилей для различных условий эксплуатации весьма сложно, поэтому в нормативной документации такие рекомендации указываются по статистическим результатам исследований. В связи С этим значения, приведенные в нормативной документации по периодичности и объему воздействий, могут обусловить выявление значительных резервов для снижения их трудоемкости, если имеется возможность своевременно проверять действительную необходимость таких работ.
Указанным целям служит диагностирование: общее и поэлементное. При общем диагностировании выявляется техническое состояние систем, обеспечивающих безопасность движения и пригодность автомобиля к эксплуатации. При поэлементном, или
углубленном, диагностировании определяется техническое состояние всех агрегатов и систем автомобиля и уточняется перечень и объем работ по его техническому обслуживанию и ремонту. Поэтому к конструкции автомобиля предъявляется еще одно важное требование - приспособленность к проведению диагностических работ. Должны быть предусмотрены определенные места для подключения датчиков (в топливной магистрали, системе охлаждения, в пневматической системе тормозного привода и т. п.). Общее число диагностических параметров и объектов, требующих подключения приборов и проведения измерений, на автомобилях МАЗ, например, составляет 55...65.
Приспособленность автомобиля к проведению диагностирования способствует уменьшению потребности в квалифицированных механиках-контролерах примерно на 30 % при одновременном повышении эффективности и точности проверок. Стоимость работ по проверке основных систем автомобиля в сравнении с обычными методами снижается на 70...75 %, почти в 2 раза уменьшается число выполняемых операций.
Наконец, важное значение имеет и компоновка автомобиля. Так, например, при одинаковой конструкции двигателя компоновка автомобиля по схеме «кабина над двигателем» способствует снижению трудоемкости технического обслуживания двигателя примерно на 25 %.
Значения трудоемкости технических обслуживаний и текущих ремонтов не должны превышать требуемых государственными стандартами.
В конечном итоге критерием для комплексной оценки надежности автомобилей является не наработка на отказ и не вероятность безотказной работы, а трудоемкость их технического обслуживания и ремонта.
Методы оценки показателей надежности.
Числовые значения показателей надежности автомобилей определяют по результатам наблюдений в условиях эксплуатации или испытаний.
Достоверность статистических материалов по надежности автомобилей обеспечивается путем создания в различных регионах страны экспериментально-производственных автомобильных хозяйств (ЭПАХ), работающих под методическим руководством НАМИ, а также опорных автохозяйств автозаводов, обеспечивающих сбор необходимой информации.
При исследовании эксплуатационной надежности автомобилей в автотранспортных предприятиях определяют безотказность, долговечность и ремонтопригодность автомобилей, их агрегатов, узлов и деталей, а также технико-эксплуатационные и экономические показатели. Безотказность автомобильных конструкций характеризуется наработками на отказ автомобиля, дорожный отказ, текущий ремонт, отказ детали, агрегата или системы, а также параметром потока отказов деталей автомобиля и наработкой до первого отказа узла, агрегата или системы. При определении долговечности автомобилей, их агрегатов, узлов и деталей выявляются их средние и упроцентные ресурсы, а также средний срок службы автомобиля до капитального ремонта.
Особое значение имеет выявление деталей, лимитирующих надежность автомобилей. Оно производится в приводимой последовательности.
1. Выявляются детали, лимитирующие безотказную работу узла, системы или агрегата. Под лимитирующими понимаются здесь такие детали и узлы, 7-процентный ресурс которых на рассматриваемом пробеге ниже 90 % (для деталей, влияющих на безопасность движения - ниже 95 %)
2. Определяются детали и узлы, лимитирующие долговечность агрегатов автомобиля, т. е. такие, ресурс которых меньше ресурса агрегата или автомобиля до капитального ремонта.
3. Выявляются детали и узлы, лимитирующие безотказность и долговечность агрегатов автомобиля, по которым определяются трудовые и материальные затраты на устранение отказов деталей.
На основе проведенного исследования определяются детали и узлы, лимитирующие надежность агрегатов автомобиля. Сюда относят детали и узлы, отказы которых составляют не менее 50 % от общего числа отказов, а затраты на устранение этих отказов, т. е. на запасные части и работы по замене деталей,- не менее 70 % от общей суммы затрат.
Показателям надежности, связанным с конкретными причинами отказов некоторых групп изделий, присущи определенные закономерности, описываемые математическими моделями - законами распределения. Нормальное распределение отказов имеет место в случаях, когда отказ обусловлен большим числом факторов, мало зависящих друг от друга, причем ни один из них не является превалирующим, а доля внезапных отказов весьма мала. К таким отказам относятся, например, отказы, связанные с явлениями изнашивания (накладок тормозных механизмов, подшипников и др.).
Экспоненциальный закон распределения отказов характерен для автомобилей, их узлов и агрегатов, т. е. сложных систем, состоящих из большого числа деталей, отказы которых, включая внезапные, являются следствием различных причин, в том числе тяжелых условий эксплуатации.
Распределение Вейбулла описывает явления, связанные с нарушением работоспособности конструктивных элементов автомобилей вследствие сочетания износа и усталостных повреждений.
Согласно исследованиям НАМИ, для 60 % деталей автомобиля распределение отказов подчиняется закону Вейбулла с параметром Ъ-1,1...3,18, для 35 % - нормальному закону, для 3 % - экспоненциальному и для 2 % - логарифмически нормальному.
Законы распределения ресурсов изделий зависят от нагруженности последних и методов испытаний (стендовых, полигонных, эксплуатационных). Поэтому для оценки показателей надежности рекомендуется пользоваться экспериментальными методами определения закона и параметров распределения с периодической их проверкой, сопоставлением результатов испытаний различных видов, выполнением сравнительных расчетов по нескольким вариантам распределений, особенно для нормирования показателей надежности. Одновременно следует учитывать конкретную ситуацию, например условия эксплуатации, эксперимента и степень достоверности информации.
Знание закономерностей возникновения отказов позволяет решать практические задачи в сферах производства автомобилей и их эксплуатации. Так, симметричные распределения наработок на отказ, как правило, свидетельствуют об определенном совершенстве конструкции и повышение наработок здесь может быть достигнуто за счет совершенствования режимов и технологии технического обслуживания и ремонта. Кроме того, эта информация может быть использована для определения объема ремонтных работ по устранению соответствующих отказов.
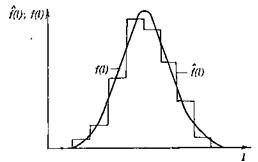
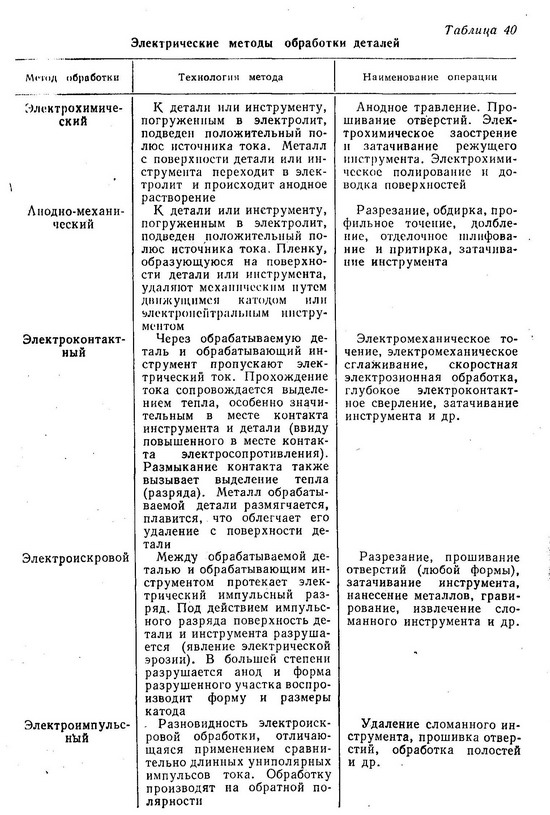
Рис. 1. График эмпирического J(l) и теоретического f(l) распределений ресурса изделия
Асимметричные законы распределения наработок в ряде случаев указывают на имеющиеся конструктивные недоработки соответствующих деталей и узлов, а также на неквалифицированное управление автомобилем или другие нарушения правил технической эксплуатации, которые приводят к внезапному разрушению (отказу) детали.
Таким образом, изучение законов распределения наработок на отказ имеет не только описательное, но и большое практическое значение и позволяет: глубже познать природу отказов, их физическую сущность; обобщить отказы с общими закономерностями распределения наработок и выработать стратегию их предупреждения; более точно производить расчеты по надежности и объему ремонтных воздействий; моделировать и прогнозировать отказы, совершенствовать систему ТО и ТР.
На рис. 1 приведено графическое изображение эмпирической и теоретической плотности распределения ресурса изделия.
Пути повышения надежности автомобилей.
Необходимость увеличения эффективности использования автомобильного транспорта и обеспечения выполнения необходимого объема транспортной работы с минимальными народнохозяйственными затратами требует постоянной работы по повышению надежности автомобилей. Сложность задачи при этом заключается в том, что автомобили эксплуатируются в различных дорожных и климатических условиях при разной степени их загруженности и квалификации водительского состава.
Создание автомобиля с высокой надежностью может быть обеспечено при комплексном подходе к решению этой задачи на всех этапах «жизненного цикла» автомобиля: при его конструировании, изготовлении и эксплуатации.
При современном развитии науки и техники возможно создание машин, в том числе автомобилей, практически с любой заданной надежностью. Тем не менее повышение надежности не является самоцелью. По мере повышения надежности затраты на конструирование и особенно на производство растут, а на эксплуатацию - снижаются. Поэтому речь идет о создании автомобиля с оптимальным сочетанием затрат в производстве и эксплуатации, а в конечном итоге - с минимальными суммарными удельными расходами на приобретение и поддержание в работоспособном состоянии при определенном пробеге до капитального ремонта (рис. 2). Этот пробег и будет оптимальным межремонтным пробегом, характеризующим оптимальную долговечность автомобиля.
Ведущая роль в обеспечении надежности автомобиля принадлежит конструктору и достигается следующим:
1) использованием наиболее рациональных принципиальных и компоновочных схем всего изделия, обеспечивающих благоприятные условия для работы отдельных узлов, агрегатов и систем автомобилей; выполнением автомобилем транспортных перевозок грузов в условиях, определяемых его назначением, при сохранении работоспособности в течение заданного периода; приспособленностью к устранению отказов и неисправностей путем проведения технического обслуживания и ремонтов.
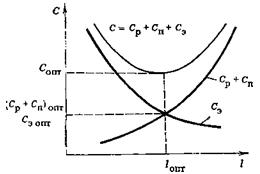
Рис. 2. Зависимость затрат на разработку, изготовление и эксплуатацию изделия от его ресурса:
Ср-затраты на разработку; С "-на производство;
С э - на эксплуатацию; С - суммарные затраты
.
Такой подход обусловлен самим понятием надежности как совокупности потенциальных свойств конструкции автомобиля, от которых зависит реализация его рабочих функций.
Правильно найденные компоновочные решения по автомобилю в целом в значительной мере предопределяют его основные технические показатели: его весовые характеристики, габариты, обзорность, проходимость, безопасность движения, плавность хода, доступность к узлам, агрегатам и системам для технического обслуживания и др.
Так, схема «Опрокидывающаяся кабина над двигателем» получила в последнее время широкое распространение на лучших моделях автомобилей большой грузоподъемности, предназначенных для различных условий эксплуатации, что подтверждает ее прогрессивность. Вместе с тем эта схема компоновки вызвала необходимость решения ряда конструкторских и исследовательских проблем. К ним относится выбор оптимального распределения нагрузки на мосты, предопределяющего изменение нагруженности ряда основных узлов и агрегатов автомобиля по сравнению с так называемой классической схемой компоновки.
Рассматривая вопросы компоновки автомобилей с точки зрения обеспечения одного из важнейших услбвий надежности, а именно выполнения ими своих функций в течение заданной наработки, необходимо отметить особое влияние компоновки на управляемость и проходимость автомобиля в реальных эксплуатационных условиях. Правильный выбор и согласование характеристик силового агрегата, трансмиссии, подвески и других узлов определяют нагрузочные режимы работы деталей автомобилей, что оказывает непосредственное влияние на их надежность.
Поэтому очень важно на стадии проектирования использовать расчетный метод исследования тягово-скоростных качеств автомобилей и характеристик подвески, с помощью которого, применяя ЭВМ, можно определить оптимальные мощность двигателя, передаточные числа трансмиссии и характеристики подвески. Критерием для установления оптимальных значений этих параметров являются минимальные суммарные народнохозяйственные затраты на проведение заданного объема транспортной работы в реальных условиях эксплуатации;
2) применением метода агрегатирования, с помощью которого создается единый типовой ряд автомобилей различного назначения из унифицированных узлов.
Поскольку именно узлы определяют потенциальную надежность автомобилей, их проектирование является наиболее ответственным этапом создания автомобиля. Высокая надежность узлов достигается также при широком использовании стандартизованных, нормализованных, унифицированных элементов. Основой для решения проб¬лемы унификации узлов для семейства автомобилей является исследование влияния режима работы узла на его надежность. Этому способствуют разработанные типажи автомобилей и параметрических рядов основных узлов, используемых на различных автотранспортных средствах в большом диапазоне их грузоподъемности. Пределы изменения выходных параметров узлов в процессе эксплуатации должны быть достаточно широкими.
При необходимости режим работы узла может быть облегчен за счет смягчения влияния окружающей среды (например, уменьшения числа и продолжительности пиковых нагрузок);
3) упрощением конструкции автомобиля, применением минимального числа деталей и конструктивных элементов. Решение этой задачи усложняется тем, что в каждой новой модели автомобиля конструктор стремится реализовать все возрастающие эксплуатационные требования. Поэтому исключительно важно использование отработанных заранее узлов, проверенных на предыдущих серийных моделях элементов конструкций деталей, обеспечивающих высокую надежность узлов;
4) обеспечением безотказности отдельных систем автомобилей в некоторых случаях за счет частичного резервирования элементов схемы. Чаще это относится к узлам, от которых зависит безопасность движения и безотказность которых должна быть выше, чем других узлов. Примером такого резервирования является осуществление раздельного привода тормозных механизмов передних и задних колес, что исключает аварийный отказ системы при отказе одного из приводов;
5) обеспечением высокой прочности деталей без увеличения их массы (приданием им рациональных форм, применением материалов с повышенными прочностными свойствами);
6) повышением износостойкости деталей, учитывая то, что именно недостаточная износостойкость обусловливает наступление предельного состояния таких деталей, как, например, крестовины и шлицевые соединения карданной передачи, шкворневые соединения управляемых мостов, шаровые соединения рулевых тяг и др. Помимо правильного выбора размеров сопряженных деталей, следует тщательно подбирать для них материалы и использовать наиболее эффективные технологические методы упрочнения и повышения износостойкости трущихся поверхностей;
7) исключением или максимальным уменьшением концентрации напряжений в наиболее нагруженных и ответственных деталях автомобиля (у поворотных кулаков - за счет плавного перехода от стержня к фланцу, обеспечения малой шероховатости и термообработки ТВЧ переходной галтели; в нагруженных шестернях коробок передач, раздаточных коробок и ведущих мостов - путем увеличения радиуса выкружки; в лонжеронах рамы - исключением отверстий на горизонтальных полках и т. п.);
8) обеспечением возможности восприятия высоких циклических и динамических нагрузок для ряда деталей двигателя, трансмиссии и ходовой части автомобилей (коленчатых валов двигателей, цапф мостов, рычагов рулевого привода и т. д.). Такие детали должны быть изготовлены из материалов, обладающих высокими сопротив¬лением усталости и ударной вязкостью;
9) исключением возможности резкого возрастания нагрузок в трансмиссии автомобилей и ходовой части, смягчением их за счет применения гидромеханических передач, демпферных устройств, эластичных подвесок и др.;
10) обеспечением необходимой жесткости деталей за счет целесообразных их форм и рационального расположения опор, что особенно важно, например, для надежной работы зубчатых колес и подшипников, расположенных на валах коробок передач и раздаточных коробок автомобилей;
11) снижением напряжений в несущих деталях автомобилей - рамах грузовых автомобилей и кузовах легковых автомобилей и автобусов - за счет рационального выбора их размеров и форм, обеспечивающих достаточную жесткость в сочетании с необходимой податливостью элементов. Оптимальные соотношения этих свойств устанавливаются в результате тщательных расчетно-исследовательских и опытно-конструкторских работ. Учитывая, что предельное состояние автомобиля в целом наступает при достижении предельного состояния рамы (грузового или легкового автомобиля и автобуса), отработка их конструкции должна быть особенно тщательной;
12) выбором конструктивных решений, обеспечивающих сборку деталей только в определенном положении, если иное положение может привести к их поломке или снижению надежности. Так, например, на вилке и трубе карданного вала выбивают стрелки, которые должны быть при сборке совмещены, чтобы исключить нарушение балансировки и возникновение вибраций, приводящих к увеличенным нагрузкам на подшипники и к изгибу вала;
13) обеспечением надежной затяжки резьбовых соединений, в ответственных соединениях - исключением самоотворачивания (особенно для резьбовых соединений, расположенных внутри агрегатов), для соединений, не нуждающихся в частой разборке (например, для регулуровок),- применением самостопорящихся крепежных деталей;
14) предупреждением коррозии деталей за счет обеспечения эффективной антикоррозионной защиты, особенно кабин и рам грузовых автомобилей, кузовов легковых автомобилей и автобусов, резьбовых соединений;
15) созданием необходимых условий для оптимальных температурных режимов работы деталей трансмиссии, например подбором уровня масла в агрегате, хорошим и удобным подводом смазочного материала к трущимся деталям и надежным уплотнением, исключающим его потери. Применением уплотнительных манжет и колец из материалов, не теряющих эластичность при изменении температуры окружающей среды и не стареющих длительное время, для уплотнения фланцевых и резьбовых соединений - герметиков различных типов;
16) широким использованием конструкций лучших аналогичных отечественных и зарубежных автомобилей, а также машин смежных отраслей промышленности;
17) обеспечением эффективной очистки воздуха, топлива и масла;
18) созданием условий для локализации отказа, с тем чтобы его последствия были минимальными;
19) совершенствованием эксплуатационной технологичности; улучшением приспособленности конструкций автомобиля, агрегата или узла к выполнению с наименьшей трудоемкостью необходимых операций по предупреждению (техническое обслуживание) и устранению (ремонт) неисправностей и отказов с целью поддержания надежности автомобиля в данных условиях эксплуатации.
Для обеспечения минимальной трудоемкости ТО и ремонтов автомобиля в эксплуатации в конструкции необходимо предусматривать:
- минимальное количество деталей и точек, требующих ТО (смазывания, крепления, регулировки, ухода);
- доступность к обслуживаемым узлам и простоту выполнения каждой операции ТО и ремонта;
- возможность устранения неисправности или отказа без разборки узла и с минимальной разборкой других узлов автомобиля;
- максимальную унификацию узлов, деталей, крепежных соединений, размеров инструмента, приспособлений, приборов, необходимых для ТО и ремонта, минимальную потребность в специальном инструменте;
- ограниченную номенклатуру топлива, смазочных материалов и жидкостей;
легкосъемность агрегатов и деталей, подвергающихся частому демонтажу в эксплуатации;
возможность демонтажа тормозных барабанов для осмотра и обслуживания механизмов
- тормозов без демонтажа ступиц колес;
- свободный доступ к вентилям шин сдвоенных колес;
- применение штекерных разъемов, позволяющих снимать основные узлы и осветительные приборы без развинчивания контактных соединений;
- обеспечение свободного доступа механизированным инструментом или стандартными динамометрическими ключами к крепежным соединениям большого или нормированного усилия затяжки; к остальным крепежным соединениям - стандартным крепежным инструментом;
- установку в конструкциях сборочных единиц специальных приспособлений и устройств для быстрого и удобного подсоединения стандартной диагностической аппаратуры.
Надежность автомобиля в значительной степени зависит от качества изготовления деталей. На стадии производства автомобиля использование прогрессивных технологических процессов создает условия не только для стабильного и бездефектного изготовления деталей и сборочных единиц в соответствии с требованиями конструкторской документации, но и способствует повышению их долговечности. Поэтому на всех стадиях проектирования и подготовки изделия к производству задачей конструктора совместно с технологическими службами является тщательная отработка конструкции на технологичность. Технологичность конструкции изделия - это совокупность ее свойств, обеспечивающих минимальные затраты труда, средств, материалов и времени при технической подготовке производства, изготовлении, эксплуатации и ремонте. Она оценивается. в сравнении с соответствующими показателями однотипных изделий того же назначения при обеспечении установленных значений показателей качества и принятых условий изготовления, эксплуатации и ремонта.
Повышение качества изделий в большинстве случаев связано с повышением точности обработки и сборки деталей. Изготовление деталей по более высокому квалитету точности связано с большими трудоемкостью и затратами на оборудование, что увеличивает себестоимость изделия. Но при этом обеспечиваются более высокая точность сопряжений, постоянство характера этих сопряжений для большой партии деталей и узлов при их серийном или массовом выпуске, более благоприятные условия для работы сопряженных деталей, а в конечном итоге - высокие эксплуатационные показатели машин. Изготовление деталей по расширенным допускам проще, но обусловливает снижение их гарантированной точности и, следовательно, долговечности машин. Таким образом, задача конструктора и технолога - рационально на основе технико-экономического анализа разрешать противоречия между эксплуатационными требованиями и технологическими возможностями исходя прежде всего из выполнения эксплуатационных требований. При таком анализе должны учитываться все элементы затрат, включая затраты на разработку, на производство и связанные с эксплуатацией изделия.
При проектировании необходимо устанавливать соответствующие функциональному назначению детали или сборочной единицы рациональные квалитеты (классы) точности и чистоту обработки, предельные отклонения формы и расположения поверхностей. Например, зубчатые колеса, изготовленные с небольшой точностью, не могут работать при высоких скоростях вращения, так как при этом в передаче возникают дополнительные ударные нагрузки.
Обеспечение заданных точности изготовления, геометрической формы и шероховатости поверхностей сопряженных деталей способствует повышению надежности подшипниковых узлов и износостойкости опорных поверхностей, в частности при заданной шероховатости нагруженных валов - необходимого сопротивления их усталости.
Предельное состояние деталей в большинстве случаев вызывается недостаточной износостойкостью, во многом зависящей от принятой технологии их изготовления. К основным технологическим факторам, оказывающим наибольшее влияние на износостойкость, относятся: качество материала детали, особенно ее поверхностного слоя; шероховатость поверхностей трения; точность размеров и геометрической формы; качество сборки.
При правильно назначенных и выполненных перечисленных факторах увеличение износостойкости может быть достигнуто за счет поверхностного упрочнения деталей автомобилей. Методы упрочнения различны: поверхностное пластическое деформирование (дробеструйная и пескоструйная обработка, накатывание, волочение, калибрование, центробежно-шариковая обработка и упрочнение взрывом и др.); поверхностная закалка, например токами высокой частоты (ТВЧ), а также комбинированные методы - термическая обработка и пластическое деформирование. Широкое распространение получили в автомобилестроении методы химико-термической обработки (цементация, азотирование, борирование и др.), диффузионное насыщение поверхностных упрочняемых слоев обрабатываемых деталей, упрочнение поверхностных слоев нанесением твердых износостойких покрытий, методы лазерного и электронно-лучевого упрочнения и некоторые другие.
Для повышения надежности деталей автомобилей используют, например, следующие технологические методы обработки.
1. Для зубчатых колес и валов ведущих мостов, коробок передач и раздаточных коробок применяют химикотермическую обработку - цементацию (высокотемпературное насыщение низкоуглеродистых сталей углеродом) и закалку. Такой обработке подвергаются детали из высоколегированных сталей. Так, например, для зубчатых колес и валов коробок передач иногда применяют сталь 15ХГН2ТА, цементацию производят на глубину 0,9...1,2 мм, твердость цементованного слоя 50... 63 HRCa, сердцевины зубьев - 37... 42 HRC3. Установлены и нормы на размер зерна.
Для зубчатых колес главной передачи автомобилей Минского автозавода применяют сталь 20ХНЗА, цементацию производят на глубину 1,2...1,5 мм; твердость цементованного слоя не менее 59 HRC3, сердцевины зубьев -30...44 HRC3.
При цементации и закалке в результате структурных и термических превращений в цементованном слое возникают значительные остаточные напряжения. Этот метод химико-термической обработки при высокой твердости поверхности зуба и относительно вязкой его сердцевине обеспечивает высокую износостойкость и изгибную и контактную прочность.
Шевингование зубьев цилиндрических шестерен способствует повышению чистоты поверхности зубьев, устранению погрешностей профиля и размеров зубьев. Однако более существенным резервом повышения долговечности зубчатых колес является применение зубошлифования вместо чаще всего используемого шевингования.
Кроме того, для уменьшения концентрации нагрузки зубьям цилиндрических колес придают бочкообразную форму, при которой толщина зуба уменьшается от середины к торцам (например, у зубчатых колес главной передачи автомобилей КрАЗ - на
0,08 мм). Бочкообразная форма зуба дает возможность стабилизировать пятно контакта в средней части зубьев и тем самым увеличить долговечность передачи за счет уменьшения контактных напряжений и напряжений при изгибе зубьев, улучшить их приработку, уменьшить шум во время работы.
Применяют также упрочнение шестерен с помощью поверхностного наклепа методом дробеструйной обработки (изгибная прочность зубьев шестерен повышается на 10...15 %, а контактная- на 15...25,%).
В немалой степени долговечность зубчатых колес зависит от методов получения заготовок. Так, при изготовлении зубчатых колес методом горячей накатки прочность зубьев повышается на 15...40 % за счет расположения волокон металла по контуру зуба и возникновения полезных напряжений сжатия в его поверхностных слоях.
2. Для шлицевых соединений валов трансмиссии обеспечивают высокую точность их изготовления, особенно размеров по центрирующему диаметру шлицев, поскольку увеличение зазора в этом соединении приводит к увеличению скорости их изнашивания.
Эффективным является разработанный на Минском автозаводе метод чистового продольного накатывания прямобочных шлицев в отверстиях и на валах с помощью шлиценакатных устройств и многороликовых раскатников. В процессе такой обработки деталей карданных валов высота микронеровностей боковых поверхностей зубьев уменьшается до 6,3... 1,6 мкм. На накатанных поверхностях разность толщин зубьев и непараллельность их боковых поверхностей в поперечном сечении находятся в пределах 0,010... 0,025 мм при исходном различии толщин до 0,03 мм. После термической обработки, осуществляемой вслед за накатыванием, толщина зубьев и точность их расположения сохраняются. Износостойкость их зависит от твердости шлицев деталей, входящих в сочленение.
3. Методы поверхностного пластического деформирования (ППД), относящиеся к наиболее прогрессивным технологическим процессам современной чистовой обработки, обеспечивают получение заданной шероховатости поверхностей и одновременно - упрочняющего эффекта. Образующиеся при этом микронеровности скругленной формы способствуют увеличению площади несущей поверхности и, соответственно, уменьшению давления в зоне контакта трущихся пар, а образование рельефа с большими радиусами выступов и впадин - удержанию смазочного материала между трущимися поверхностями. Упрочнение деталей методами ППД происходит за счет наклепа, при котором в поверхностном слое детали образуются остаточные напряжения сжатия и повышается его твердость.
Накатывание обеспечивает возможность получения поверхностей с параметром шероховатости Ra=0,4... 0,05 мкм при исходной шероховатости =6,3...1,6 мкм и упрочнение поверхностного слоя на 15...20 %. Обработке ППД подвергаются стальные детали с твердостью до 40...45 HRCa, детали из чугуна, алюминиевых сплавов и цветных металлов с различной формой наружных и внутренних поверхностей (цилиндрическими, коническими, шаровыми, торцевыми поверхностями), а также кольцевыми канавками различного профиля и многошлицевыми отверстиями. Этим методом обрабаты¬ваются посадочные поверхности под подшипники ступиц колес, тормозные барабаны, детали карданной передачи, рулевого управления, подвески, гидравлических и пневматических устройств.
4. Все большее применение для деталей автомобилей находит лазерное и электронно-лучевое термоупрочнение. Впервые в отечественном автомобилестроении мощные лазерные установки были внедрены на Московском автомобильном заводе для закалки опорных поверхностей под полуосевые шестерни и сателлиты в чашках дифференциала заднего моста автомобиля «Москвич», изготовляемых из ферритного ковкого чугуна КЧ 35-10. При этом на каждую поверхность под шестерню или сателлит в виде кольца шириной 8...10 мм наносятся две дорожки упрочнения шириной 2 мм на расстоянии 2...3 мм друг от друга с глубиной закалки 0,1...0,2 мм.
Лазерная и электронно-лучевая обработка используется также для упрочнения поршневых колец и канавок для них, шаровых шарниров, седел клапанов, толкателей и других деталей. Твердость упрочненного слоя деталей составляет 61...64 HRC».
Лазерное и электронно-лучевое термоупрочнение обеспечивает значительное повышение износостойкости стальных и чугунных деталей по сравнению с нормализованными или не обработанными термически поверхностными слоями, но не дает существенного уменьшения степени изнашивания по сравнению с деталями, поверхностные слои которых подвергаются нитроцементации, цементации, и даже качественной закалке ТВЧ.
5. Дробеструйная обработка листов рессоры с одной или двух сторон обеспечивает повышение долговечности рессоры за счет создания остаточных напряжений сжатия.
Для упрочнения скользящего конца рессоры на ЗИЛе, например, производится электротермическая обработка листов рессоры, обеспечивающая получение высокой твердости поверхности (57...61 HRC3). То же достигается лазерной или электронно-лучевой обработкой. Однако обеспечить реальное повышение долговечности рессорного узла можно лишь при увеличении износостойкости не только коренных листов, но и работающих в паре с ними вкладышей опоры рессоры. Обычно их упрочняют закалкой ТВЧ (КамАЗ), индукционной закалкой (КрАЗ), цементацией (ЗИЛ). Более эффективно здесь применение плазменного и газопламенного напыления различных самофлюсующихся материалов с последующим их оплавлением. Пальцы ушка задней рессоры, упрочненные нанесением износостойкого материала, имеют повышенную почти в 4 раза износостойкость по сравнению с пальцами, поверхность которых закалена ТВЧ. Одновременно должна быть увеличена твердость втулки до 57...61 HRC9.
6. Эффективным методом повышения износостойкости деталей машин является высокотемпературное напыление на поверхности самофлюсующихся сплавов с последующим их оплавлением. Исследования показали, что износостойкость напыленного и оплавленного покрытия из самофлюсующихся сплавов в условиях абразивного изнашивания в 2...3 раза выше, чем стали 45, закаленной до твердости 47.. .49 HRCa. Этот метод используется, в частности, для напыления поверхности зева буксирного крюка автомобилей Минского автозавода, что обеспечило не менее чем четырехкратное увеличение долговечности крюка по сравнению с подвергавшимся ранее объемной закалке и отпуску.
Применение самофлюсующихся порытий весьма эффективно и для повышения износостойкости шарниров тяг привода рулевого управления. Износостойкость упрочненных таким методом шаровых пальцев и сухарей в 3,5...5 раз выше по сравнению с деталями, закаленными ТВЧ или цементованными.
Приведенные примеры только иллюстрируют возможности технологических методов повышения надежности деталей автомобилей, но, конечно, не дают полного освещения этого направления. Только совместная работа конструктора и технолога, правильная организация этой работы на всех стадиях разработки, изготовления и эксплуатации автотранспортных средств у потребителя позволяет изыскать оптимальные пути обеспечения необходимой надежности автомобилей. Опыт передовых предприятий автомобильной промышленности показывает, что наибольший эффект достигается, если деятельность всех служб предприятия - технических, контроля, стандартизации, метрологии и, конечно, производственных подразделений - будет подчинена решению этой важнейшей народнохозяйственной задачи. Одно из ведущих мест в этой работе, как правило, принадлежит конструкторско-экспериментальным отделам (или управлениям).
Карбонитрация используется для повышения
износостойкости и усталостной прочности деталей, а в сочетании с
оксидированием, и для увеличения их коррозионной стойкости. Во
многих случаях эта технология является выгодной альтернативой таким
процессам, как поверхностная закалка, гальваническое хромирование,
цементация, нитроцементация и другие.
Суть карбонитрации или метода «жидкостного» азотирования
заключается в упрочнении поверхностного слоя изделий из стали и
чугуна методом диффузионного насыщения азотом и углеродом в
расплаве солей, синтезированных из аммоноуглеродных соединений
(меламин, мелон, дициандиамид), при температуре 560-580°С.
Поскольку данный процесс предполагает одновременное насыщение как азотом, так и углеродом, то в поверхностном слое металла образуются карбонитридные фазы, которые являются более пластичными и не имеют такой хрупкости, как чисто нитридные, получаемые при газовом азотировании, являющимся наиболее близким аналогом описываемого метода.
Среди всех технологий низкотемпературного упрочнения, он является наиболее экономичным процессом, так как при одинаковых требованиях к толщине упрочненного слоя в 5 и более раз сокращается длительность насыщения (до 0,5-4 ч, вместо 10-60 ч), по сравнению с газовым азотированием.
Технология карбонитрирования позволяет упрочнять
поверхность деталей практически из любых марок стали и чугуна.
Толщина упрочненного слоя для перлитных сталей гарантированно
составляет от 0,3 до 0,6 мм, для высоколегированных и специальных
сталей - порядка 0,1 мм, но при этом слой получается очень твердый
и значительно повышает их усталостную прочность и
износостойкость.
Преимущества процесса карбонитрации:
-
высокая скорость и равномерность насыщения и нагрева;
-
снижение термических напряжений, что обеспечивает минимальные величины деформаций в пределах допуска чертежа (обеспечивает микронную точность);
-
регулирование в широких пределах скорости охлаждения после насыщения;
-
повышение усталостной прочности деталей на 50-80%;
-
значительное увеличение износостойкости деталей (в 2-11 раз), по сравнению с цементацией, нитроцементацией, газовым азотированием,
-
технология применима для упрочнения деталей из любых марок сталей и чугуна;
-
является наиболее экономичным процессом, т.к. сокращает длительность насыщения до 0,5-4 ч, вместо 10-60 ч при газовом азотировании;
-
отсутствует хрупкость карбонитрированного слоя;
-
повышение коррозионной стойкости перлитных сталей в 1,5-2 раза;
-
снижение коэффициента трения в 1,5-5 раз.
Один из важных аспектов - возможность упрочнения изделий из недорогих низкоуглеродистых сталей (типа стали 20, 40, 45), которые практически не азотируются традиционным методом. При этом в процессе карбонитрации им можно придать высокую поверхностную твердость (от 45 до 60 HRC), соответствующую свойствам более дорогих и сложных в обработке марок сталей.
Также данный метод хорошо применим и для обработки высоколегированных коррозионностойких сталей. Поскольку на их поверхности имеется пассивирующая пленка, состоящая из оксидов хрома и других легирующих элементов, традиционное газовое азотирование таких сталей проходит с большими сложностями, а для отдельных марок данный процесс невозможен в принципе.
Еще один существенный довод в пользу применения данной технологии заключается в том, чтокарбонитрация - это, по сути, финишный процесс. При других методах повышения поверхностной прочности деталей необходимо предусматривать припуск на последующую механическую обработку, поскольку при упрочнении происходит определенное изменение размеров или деформация, которые, как правило, необходимо компенсировать последующей шлифовкой. После карбонитрации такого не наблюдается: рядовые детали могут эксплуатироваться без дополнительной мехобработки, а более ответственные - после полировки (хонингования) на глубину 1-2 мкм.
Благодаря высокой равномерности нагрева, обеспечиваемой в расплаве солей, коробление и деформация деталей в процессе карбонитрации исключены при условии проведения соответствующим образом предварительной термообработки - стабилизирующего отпуска, снимающего напряжения после мехобработки.
Еще одной особенностью данной технологии
является возможность обработки деталей с частичным погружением,
когда необходимо упрочнить только определенный участок, что в
газовой азотировочной печи или при цементации, нитроцементации
реализовать практически невозможно.
Каким образом ООО «НТУ «Карбаз» оказывает своим клиентам услуги по
упрочнению деталей методом карбонитрации?
Последовательность операций следующая: мы получаем от заказчика окончательно готовые детали (при необходимости, выполненные с минимальным припуском под полировку посадочных поверхностей), далее они проходят предварительную подготовку - очистку и обезжиривание, затем следует подогрев в специальной печи и далее собственно «жидкостное» азотирование - карбонитрация. По окончании этого процесса производится охлаждение деталей на воздухе, в воде или масле в зависимости от марки стали. В случае необходимости дополнительного повышения коррозионной стойкости выполняется оксидирование деталей в отдельной печи-ванне. Далее выполняется промывка, сушка и все - деталь готова к отгрузке заказчику.По сравнению с традиционными методами химико-термической обработки, такой процесс занимает в разы меньше времени. К примеру, деталь типа «кольцо» диаметром ~900мм массой ~200-300кг, с момента поступления к нам на обработку, с учетом подготовительно-заключительных операций и получения требуемой глубины слоя, уже через 8-12 часов может быть отгружена заказчику.
С момента освоения нами данной технологии, в течение более 2-х лет, методом карбонитрации в ООО НТУ «Карбаз» было проведено упрочнение широчайшей номенклатуры деталей из сталей и чугуна:
-
режущий инструмент - сверла, метчики, фрезы, ножи;
-
пресс-формы различного назначения - для литья под давлением, прессования полимерных и др. материалов;
-
пары трения - штока, поршни, пробки, седла, золотники, пальцы;
-
элементы зубчатых передач - колеса, шестерни, звездочки, вал-шестерни, торсионы и т.д.;
-
детали насосов - рабочие колеса, уплотнительные и щелевые кольца, втулки;
-
валки для размалывания неметаллических материалов
-
и мн. др.
На сегодняшний день сфера применения данной технологии расширилась настолько, что некоторые заказчики (машиностроительные, ремонтные предприятия) привозят к нам на упрочнение практически все детали, как говорится «из под резца», мотивируя это тем, что в любом случае после карбонитрирования они будут иметь более высокие рабочие характеристики и коррозионную стойкость.
Очень важный и актуальный вопрос - соответствие предлагаемой технологии экологическим нормам и требованиям. В данном аспекте процесс карбонитрации абсолютно безопасен, поскольку основан на использовании неядовитых соединений (цианаты и карбонаты щелочных металлов). Необходимые проверки проводились еще в Советском Союзе, непосредственно в ходе самого процесса разработки технологии. Современные заключения органов промсанитарии также однозначны - технология абсолютно безопасна и может использоваться в промышленных целях, без каких-либо ограничений.
За счет использования испарителя, технология карбонитрации не дает жидких отходов. Вода, используемая для промывки, выпаривается, получаемый сухой остаток классифицируется по 3-му классу безопасности, и может быть утилизирован как обычный производственный мусор.
История процесса жидкостного азотирования берет свое начало еще с 30-х годов прошлого столетия. Окончательно задача, связанная с разработкой технологически приемлемой жидкой среды для низкотемпературного упрочнения металлических изделий, была решена в 70-е годы в МГТУ им. Н.Э. Баумана. Именно тогда была предложена к промышленному применению экологически чистая технология и получившая название - «карбонитрация».
Впоследствии, на основе собственных разработок, подобные методики упрочнения поверхностей деталей появились в Германии (Тенифер-процесс), в США (Мелонайт), в Японии («Мягкое азотирование»), Франции (Сюрсульф). Сейчас эти технологии широчайшим образом распространены в этих и других странах. В России в последние годы процесс карбонитрации также находит все более широкое распространения на предприятиях машиностроительной отрасли.
В Украине наше предприятие не первым начало применение карбонитрации. Тем не менее, уже на первых пробах выяснилось, что данная технология, благодаря своей простоте и высокой эффективности. действительно востребована на машиностроительных предприятиях. И сегодня спрос на этот метод повышения долговечности и работоспособности деталей машин и инструмента только растет.
На нынешнем этапе деятельности ООО «НТУ «Карбаз» предлагает только услуги по упрочнению, но мы находимся в начальной стадии освоения процесса карбонитрации и рассчитываем, что в дальнейшем будем рассматривать возможности ее внедрения на других предприятиях - с поставкой и монтажом требуемого комплекта оборудования и обучением персонала. Все это в перспективе и
Повышение ресурса двигателя
Для увеличения ресурса деталей проводят мероприятия повышающие надежность автомобиля.
Их делят на 3 группы:
- конструкторские
- технологические
- эксплуатационные
Конструкторские методы повышения износостойкости, влияющие на первопричину преждевременного выхода деталей из строя, являются наиболее предпочтительными.
Направления конструкторских методов упрочнения и повышения ресурса двигателя :
- выбор оптимальных материалов, допусков, шероховатости, смазки;
- защита быстроизнашивающихся поверхностей от внешней среды или ослабление ее воздействия;
- уменьшение вибраций отдельных деталей и узлов автомобиля.
Абразивный износ является основной причиной выхода из строя деталей автомобиля. В первую очередь это связано с попаданием пыли на трущиеся поверхности карданной передачи, подвески, переднего моста, рулевого управления. Если для предохранения двигателя от пыли на автомобиле предусматриваются специальные фильтры и другие приспособления, то вкладыши, опоры, пальцы и втулки ушек рессорного узла совершенно не защищены. Так же обстоят дела с деталями карданной передачи, сальниковые уплотнения которых не обеспечивают необходимой герметизации. Попадающие под сальник абразивные частицы внедряются в мягкую основу уплотнения и шаржируют твердую поверхность крестовины карданного вала, разрушая ее. Аналогичный характер изнашивания наблюдается на трущихся поверхностях фланцев ведущей шестерни, различных узлов коробки передач и других деталей. Противопылевые уплотнения, применяемые в рулевом управлении автомобиля, под воздействием окружающей среды и плохого обслуживания сравнительно быстро теряют свои качества, что приводит к подтеканию смазки, попаданию пыли и, как следствие, быстрому износу деталей. Поэтому улучшение защиты таких узлов трения является весьма эффективным средством повышения их долговечности. Так, например, применение уплотнений в шкворневых узлах автомобилей ГАЗ-53А при ТО-2 или капитальном ремонте передних мостов позволило увеличить работоспособность шкворневых узлов с 50 тыс. до 200 тыс. км.
Конструктору необходимо стремиться к наиболее благоприятному взаимодействию деталей, рациональному приложению действующих нагрузок.
Для уменьшения возможности попадания абразивных частиц в зону трения рекомендуется использовать минимальный радиус закругления фасок на кромке стыкующихся деталей с минимальной шероховатостью трущихся поверхностей. Эффективным препятствием для проникновения абразивных частиц является применение ограждающих козырьков, лабиринтных уплотнений. Известно, например, что использование последних в шарнирах литой гусеницы позволило повысить износостойкость пальцев и втулок в 2,5 раза. Исследования шарниров, открытых для доступа пыли, показали слабую зависимость линейного износа этих деталей от их диаметра. В большей степени интенсивность изнашивания зависит от длины контактируемых поверхностей. Линейный износ обратно пропорционален квадрату длины шарнира. Следовательно, увеличение длины шарнира приведет к повышению износостойкости входящих в него деталей. Существенным резервом увеличения износостойкости тех или иных узлов и деталей может быть изменение характера трения в сопряжении. Применение подшипников качения, например, в рулевой колонке автомобиля МАЗ-6422 предотвращает возникновение схватывания (заклинивания) трущихся поверхностей.
Однако в традиционно сложившихся конструкциях автомобиля применение конструкторских методов затруднительно, а часто и вовсе невозможно.
К эксплуатационным факторам, влияющим на износостойкость деталей и узлов, относятся соблюдение режимов технического обслуживания и эксплуатации, квалификация ремонтно-обслуживающего персонала, качество выполняемых им работ и материалов, применяемых при техническом обслуживании и ремонте автомобилей.
Износостойкость отдельных деталей и узлов автомобиля в значительной степени определяется технологией их производства. Среди многообразия технологических факторов, влияющих на износостойкость, следует выделить качество материала детали (особенно ее поверхностного слоя), шероховатость поверхностей трения, точность размеров и геометрической формы деталей, соответствие размеров сопрягаемых изделий и узлов, качество монтажа, балансировки, обкатки, испытаний и доводки.
Качество материала детали зависит от соблюдения технологии ее производства на всех стадиях изготовления: от получения необходимого по химическому составу металла до режимов окончательной механической и упрочняющей обработки, обеспечивающей необходимые физико-механические свойства.
Исследованиями, результаты которых нашли свое отражение в ГОСТах, различных рекомендациях, установлены оптимальные значения шероховатости поверхности практически для каждого сопряжения автомобиля. Отступление от этих значений приводит к ухудшению условий приработки и, как следствие, сокращению ресурса деталей.
Большое влияние на износостойкость деталей оказывают точность исходных размеров и отклонения от геометрической формы. Неточное изготовление быстроизнашивающихся деталей вызывает значительное возрастание удельных нагрузок, приводящее к выдавливанию смазки, задирам, схватыванию трущихся поверхностей. Особенно это касается плохо контролируемых и метрологически не обеспеченных технологических процессов изготовления наружных и внутренних сферических поверхностей деталей рулевого управления. Повышением точности изготовления деталей автомобиля достигается и уменьшение исходных зазоров до оптимальной величины. Основным же фактором для получения нужного сочетания физико-механических характеристик является применение технологических методов упрочнения трущихся поверхностей. Однако, несмотря на существование разнообразных процессов поверхностного упрочнения, автомобильные заводы страны чаще всего ограничиваются применением закалки токами высокой частоты и цементации.
Таким образом, хотя использование конструкторских методов повышения износостойкости является предпочтительным, а применение эксплуатационных мероприятий позволяет снизить интенсивность изнашивания, основной резерв повышения ресурса быстроизнашивающихся деталей автомобиля находится в области технологии их изготовления.
Существующие разнообразные технологические способы упрочнения поверхностных слоев быстроизнашивающихся деталей машин можно представить в виде схемы.
Для выбора рациональных методов упрочнения быстроизнашивающихся деталей, лимитирующих надежность автомобиля, необходимо знать сущность, механизм и возможности наиболее распространенных в машиностроении способов обработки поверхностных слоев. Методы поверхностного пластического деформирования (ППД), закалки токами высокой частоты, термо- и электромеханическая обработка (ТМО и ЭМО), цементация, азотирование, борирование, нитроцементация и другие методы химико-термической обработки, а также электролитические и химические способы получения износостойких слоев подробно изложены в отечественной литературе. Поэтому остановимся на получивших распространение в последние годы способах упрочнения поверхностей нанесением твердых износостойких материалов, методах лазерного, электронно-лучевого упрочнения и некоторых других.
12.2 Классификация методов отделочно-упрочняющей обработки деталей машин
Все известные методы упрочнения подразделяются на 6 основных классов:
- упрочнение с образованием пленки на поверхности;
- с изменением химического состава поверхностного слоя;
- с изменением структуры поверхностного слоя;
- с изменением энергетического запаса поверхностного слоя;
- с изменением микрогеометрии поверхности и наклепом;
- с изменением структуры по всему объему материала.
12.2.1 Упрочнение с созданием пленки на поверхности
а) осаждение химической реакции (оксидирование, сульфидирование, фосфатирование, нанесение упрочняющего смазочного материала, осаждение из газовой фазы).
б) осаждение из паров (термическое испарение тугоплавких соединений, катодно-ионная бомбардировка, прямое электронно-лучевое испарение, реактивное электронно-лучевое испарение, электронно-химическое испарение).
в) электролитическое осаждение (хромирование, никелирование, электрофорез, никельфосфатирование, борирование, борохромирование, хромофосфатирование).
г) напыление износостойких соединений (плазменное напыление порошковых материалов, детонационное напыление, электродуговое напыление, лазерное напыление, вихревое напыление, индукционное припекание порошковых материалов).
12.2.2 Упрочнение с изменением химического состава поверхностного слоя металла
а) диффузионное насыщение (борирование, цианирование, азотирование, нитроцементация и т.п.)
б) химическое и физико-химическое воздействие (химическая обработка, ионная имплантация, электроискровая обработка и т.д.).
12.2.3 Упрочнение с изменением структуры поверхностного слоя
а) физико-термическая обработка (лазерная закалка, плазменная закалка);
б) электрофизическая обработка (электроконтактная, электроэрозионная, магнитная обработка);
в) механическая (упрочнение вибрацией, фрикционно-упрочняющая обработка, дробеструйная, обработка взрывом, термомеханическая, электромеханическая);
г) наплавка легированным элементом (газовым пламенем, электрической дугой, плазмой, лазерным лучом, пучком ионов и т.д.).
12.2.4 Упрочнение с изменением энергетического запаса поверхностного слоя
а) обработка в магнитном поле (термомагнитная обработка, импульсным магнитным полем, магнитным полем);
б) обработка в электрическом поле.
12.2.5 Упрочнение с изменением микрогеометрии поверхности и наклепом
а) обработка резанием (точение, шлифование, сверхскоростное резание);
б) пластическое деформирование (накатывание, обкатывание, раскатывание, выглаживание, вибронакатывание, вибровыглаживание, калибрование, центробежно-ударное упрочнение, виброударное и т.д.);
в) комбинированные методы (анодно-механическая, поверхностное легирование с выглаживанием, резание с воздействием ультразвуковых колебаний, магнитно-абразивная обработка и т.д.).
12.2.6 Упрочнение с изменением структуры всего объема металла
а) термообработка при положительных температурах (закалка, отпуск, улучшение, закалка ТВЧ, нормализация, термомагнитная обработка);
б) криогенная обработка (закалка с обработкой холодом, термоциклирование).
сократить число, объем и продолжительность ремонтов, уменьшить
расход запасных частей и увеличить сроки службы машин. Повышение
долговечности деталей, а следовательно, и повышение надежности
хмашин являются важной народнохозяйственной проблемой, решаемой на
всех стадиях изготовления, монтажа, эксплуатации и ремонта машин. С
целью повышения и сохранения расчетных значений долговечности
деталей машин используются различные методы: конструктивные,
технологические и эксплуатационно-ремонтные. К конструктивным
относятся методы, обеспечивающие требуемую прочность и жесткость
деталей, внедрение в конструкции машин элементов
(деталей-компенсаторов) и устройств, компенсирующих износ основных
элементов, тщательное укрытие узлов трения от внешней абразивной
среды и т. д.
К технологическим методам относятся объемная и поверхностная
закалка, химико-термическая обработка, применение которых во много
раз увеличивает срок службы деталей. Так, например, борирование и
азотирование деталей, работающих в абразивной среде, увеличивает
сроки их службы в 6-10 раз.
К методам упрочняющей технологии относят также методы повышения
твердости, прочности и чистоты рабочих поверхностей деталей машин.
Повышение прочности и износостойкости поверхностного слоя деталей
машин особенно важно, так как, во-первых, все процессы изнашивания
протекают в поверхностных слоях и не затрагивают глубинные слои
металла деталей; во-вторых, на поверхностных слоях остаются следы
механической обработки (микроцарапины, ожоги), являющиеся местами
концентрации напряжений, и термической - микротрещины; кроме того,
поверхностные слои детали испытывают наибольшие напряжения при
деформациях изгиба и кручения.
К методам упрочняющей технологии могут быть отнесены и методы
нанесения износостойких покрытий, и методы механического упрочнения
поверхностного слоя деталей.
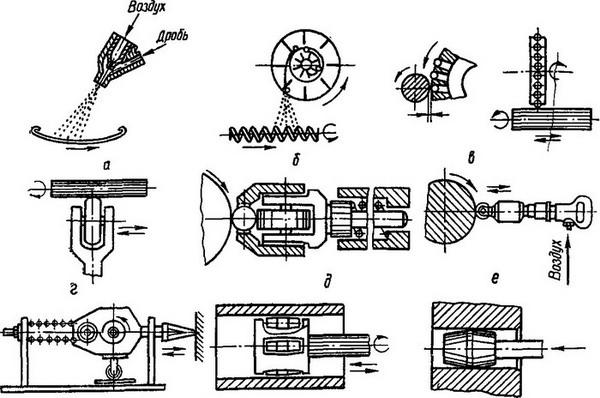
Схемы основных методов механического упрочнения поверхностного слоя
деталей машин
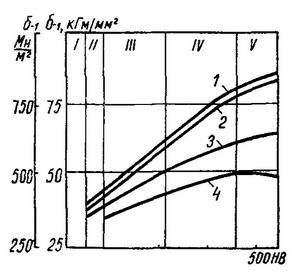
Изменение предела выносливости образцов из стали 45Х в зависимости
от твердости и метода обработки:
I - отжиг; 11 - нормализация; III - закалка с высоким отпуском; IV
- закалка с низким отпуском; V - закалка без отпуска; 1 -
шлифованные и упрочненные наклепом образцы; 2 - образцы,
наклепанные дробью; 5 - образцы, подвергнутые токарной обработке; 4
- шлифованные образцы наклепывание поверхностей дробью;
наклепывание шариками ; накатывание (обкатывание) поверхностей
гладкими роликами или шариками; наклеп механической чеканкой;
раскатывание и дорнирование отверстий.
Упрочняющее воздействие поверхностного наклепа основано на
уплотнении металла, которое получается в результате пластического
деформирования в процессе наклепа. Механическое упрочнение
поверхностного слоя особенно эффективно для деталей, работающих в
условиях циклического нагружения. Зависимость предела выносливости
образцов из стали 45 X от твердости, получаемой в результате
термической обработки и механического упрочнения указывает, что
наибольшее увеличение предела выносливости дает чистая закалка и
закалка с низким отпуском и последующем упрочнением наклепом
(кривые 7, 2).
Глубина наклепанного слоя зависит от вида и режима наклепа, а также
твердости поверхностного слоя и находится обычно в пределах от 0,5
мм (дробеструйный наклеп) до 7-8 мм (обкатка гладкими роликами).
Дробеструйный наклеп особенно эффективен для пружин и рессор.
Обкатка гладкими роликами применяется для упрочнения поверхностного
слоя цапф и шеек валов и осей. При обкатывании происходит
сглаживание микронеровностей, полученных при чистовой токарной
обработке, и снижение шероховатостей на 2-3 класса. Обкатка
гладкими роликами позволяет получить чистоту поверхности до 11
класса, что делает излишней операцию предварительного шлифования.
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
В ремонтной практике применяются следующие основные способы восстановления изношенных деталей: механическая и слесарная обработка, сварка, наплавка, металлизация, хромирование, никелирование, осталивание, склеивание, упрочнение поверхности деталей и восстановление их формы под давлением. Как правило, после восстановления детали одним из способов ее подвергают механической или слесарной обработке, что необходимо для восстановления посадок сопряженных деталей, устранения овальности или конусности их поверхностей, обеспечения требуемой чистоты обработки.
Механической и слесарной обработкой восстанавливают детали с плоскими сопрягаемыми поверхностями (направляющие станин, планки, клинья). При износе направляющих до 0,2 мм их восстанавливают шабрением, при износе до 0,5 мм - шлифованием, а при износе более 0,5 мм - строганием с последующим шлифованием или шабрением.
При ремонте валов, осей, винтов и т. п. в первую очередь проверяют и восстанавливают их центровые отверстия. После этого поверхности, имеющие незначительный износ (царапины, риски, овальность до 0,02 мм), шлифуют, а при более значительных износах наращивают, обтачивают и шлифуют до ремонтного размера.
При ремонте изношенных деталей нередко возникают трудности при выборе способа базирования детали для обработки в связи с изменением основной установочной базы изношенной детали. В таких случаях ориентируются не на основные установочные, а на вспомогательные базы, и от них ведут обработку рабочих поверхностей. Наряду с восстановлением деталей механической обработкой при ремонте негодную часть детали иногда заменяют новой.
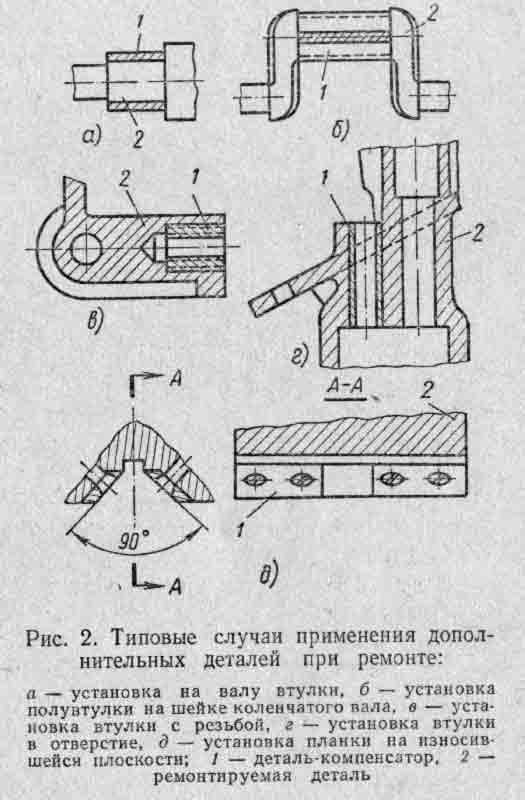
Применение компенсаторов износа. Чтобы восстановить первоначальные посадки сопряженных деталей, при их значительном износе применяют детали-компенсаторы. Одну из сопрягаемых деталей обрабатывают до ближайшего ремонтного размера и во вторую вставляют промежуточную деталь-компенсатор. Детали-компенсаторы могут быть сменными и подвижными. Сменные компенсаторы устанавливают в сопряжении, в котором износ появился к моменту ремонта. Подвижные компенсаторы устанавливают тогда, когда можно, не производя ремонта, соответствующим перемещением компенсатора относительно основных деталей устранить зазор, образующийся вследствие износа деталей. Сменными компенсаторами для цилиндрических деталей служат втулки и кольца, а для плоских- планки. Для наиболее распространенных узлов станков сменные детали-компенсаторы целесообразно заготавливать заранее в соответствии со шкалой ремонтных размеров.
Типовые случаи применения деталей-компенсаторов, используемых для устранения износа сопряжений, показаны на рис.2. При износе наружной цилиндрической поверхности вала на него напрессовывают или сажают на клей втулку (рис. 2, а). На износившуюся шейку коленчатого вала устанавливают полувтулку (рис. 2, б). Если в отверстии «разработалась» резьба, то в него ввертывают дополнительную втулку (ввертыш) с вновь нарезанной резьбой (рис. 2,в). При износе внутренней цилиндрической или конусной поверхности в деталь также вставляют втулку (рис. 2,г). Износ плоскостей чаще всего компенсируют планкой (рис. 2, д), которую привинчивают к ремонтируемой детали. Как видно из примеров, сменные детали в большинстве случаев скрепляют с одной из деталей сопряжения при помощи прессовой посадки, винтов, сваркой или универсальным клеем.
Ремонт повреждений и заделка трещин. Дефекты, возникающие в деталях в результате действия внутренних напряжений, больших усилий или из-за механических повреждений (трещины, пробоины, значительные задиры, царапины и выкрашивания), устраняют слесарно-механической обработкой. Трещины и пробоины запаивают, заваривают, заливают, металлизируют, ставят штифты и заплаты. Заплаты применяют для заделки пробоин и больших трещин, соединяя заплату с основной деталью винтами или заклепками. Для чугунных и дюралюминиевых деталей используют винты, а для стальных - еще и заклепки.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
При ремонте оборудования сварку применяют: для получения неразъемных соединений при восстановлении разрушенных и поврежденных деталей, для восстановления размеров изношенных деталей и повышения их износостойкости путем наплавки более стойких металлов.
Автоматизированные процессы сварки и наплавки являются более совершенными и экономически эффективными по сравнению с ручными способами. Наибольшее распространение в ремонтной практике получила автоматическая и полуавтоматическая дуговая сварка и наплавка под слоем флюса. Ручные способы сварки и наплавки менее совершенны, но являются незаменимыми при ремонте деталей машин в неспециализированных ремонтных предприятиях благодаря маневренности, универсальности и простоте процесса.
Газовую сварку применяют для восстановления деталей из серого чугуна. Детали малого размера и веса сваривают без предварительного подогрева, а крупные детали предварительно нагревают.
Электродуговая сварка более экономична и создает более надежное сварное соединение по сравнению с газовой сваркой. Правильная подготовка детали к сварке обеспечивает высокое качество наплавленного слоя и прочное сцепление его с основным металлом. Перед сваркой детали очищают и разделывают их кромки. Поверхность деталей очищают стальной щеткой, напильником, наждачным полотном, абразивным кругом, пескоструйным аппаратом, затем промывают бензином или керосином, а также подвергают щелочному травлению. Кромки листов свариваемых встык разделывают (скашивают) под углом (60-70°), а края изломов и пробоин выравнивают.
Наплавка является одним из основных методов восстановления деталей. Она широко применяется в тех случаях, когда трущимся поверхностям необходимо придать большую износоустойчивость. Наплавляют два, три и более слоев часто твердыми сплавами, позволяющими увеличить срок службы деталей в несколько раз. Качество наплавки в значительной степени зависит от состояния восстанавливаемой поверхности. Чугунные и стальные детали из малоуглеродистой стали перед наплавкой обезжиривают с целью удаления масла из пор и трещин. Для этого поверхность детали обжигают газовой горелкой, паяльной лампой или в нагревательных печах. Копоть налет окислов после обжига удаляют с поверхности детали наждачным полотном или ветошью, смоченной керосином или бензином. Участок детали под наплавку обрабатывают стальными щетками или абразивными кругами.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе - металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
Способом металлизации восстанавливают размеры посадочных мест для подшипников качения, зубчатых колес, муфт, шеек коленчатых валов и т. п. Чтобы металлизационный слой прочно соединился с поверхностью детали, поверхность очищают от грязи и масла и подвергают пескоструйной обработке.
Твердость металлизационного покрытия определяется качеством наносимого материала.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Для повышения поверхностной твердости деталей и увеличения их сопротивления механическому износу, а также для восстановления размеров деталей их покрывают слоем хрома (хромируют) толщиной 0,25 и 0,3 мм.
Твердые хромовые покрытия подразделяются на два вида: гладкое и пористое. При гладком хромировании смазка на поверхности детали не удерживается из-за плохой «смачиваемости». При работе деталей возникает сухое трение, на трущихся поверхностях появляются задиры. Для устранения этого недостатка применяют пористое хромирование. В порах и каналах, образующихся на наружной поверхности детали, задерживается смазка, снижающая износ и удлиняющая срок службы деталей. Твердое гладкое хромирование применяют для восстановления размеров деталей, работающих с неподвижными посадками, а пористое - для деталей, работающих при значительных удельных давлениях, повышенных температурах и с большими скоростями скольжения. Поры и каналы в хромовых покрытиях чаще всего образуются электрохимическим способом, при помощи анодного травления.
Восстановление деталей путем гальванического наращивания слоя стали (осталивание, или железнение) - один из эффективных методов современной технологии ремонта. Осталивание в отличие от хромирования позволяет наносить слой металла значительно большей толщины (2-3 мм и более). Этим способом целесообразно восстанавливать; детали с неподвижными посадками или детали с невысокой поверхностной твердостью; детали, работающие на трение при величине износа более 0,5 мм; детали, работающие одновременно на удары и истира ние.
Твердое никелирование. Повышенная твердость никелевых покрытий достигается за счет применения электролитов специального состава, обеспечивающих получение осадков никеля с фосфором. Никелевые покрытия с содержанием фосфора обычно называют никельфосфорными покрытиями, а процесс их получения - твердым никелированием. Твердое никелирование может осуществляться электрическим и химическим способами. Химическое никелирование является более простым и осуществляется путем выделения никеля из растворов его солей с помощью химических препаратов - восстановителей.
ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ ДАВЛЕНИЕМ
Поврежденные и изношенные детали можно восстанавливать давлением. Этот способ основан на использовании пластичности металлов, т. е. их способности под действием внешних сил изменять свою геометрическую форму, не разрушаясь. Детали восстанавливают до номинальных размеров при помощи специальных приспособлений, путем перемещения части металла с нерабочих участков детали к ее изношенным поверхностям. При восстановлении деталей давлением изменяется не только их внешняя форма, но также структура и механические свойства металла. Применяя обработку давлением, можно восстанавливать детали, материал которых обладает пластичностью в холодном или нагретом состоянии. Изменение формы детали и некоторых ее размеров в результате перераспределения металла не должно ухудшать их работоспособность и снижать срока службы. Механическая прочность восстановленной детали должна быть не ниже, чем у новой детали.
К основным видам восстановления различных деталей давлением
относятся:
-осадка при восстановлении втулок, пальцев, зубчатых колес;
-раздача при восстановлении пальцев поршней, роликов автоматов и т.
п.;
-обжатие при восстановлении вкладышей подшипников и втулок;
-вдавливание при восстановлении зубчатых колес и шлицевых
валиков;
-правка для выправления гладких и коленчатых валов и рычагов;
-накатка для увеличения диаметра шеек и цапф валов за счет поднятия
гребешков металла при образовании канавок.
Метод пластического деформирования при ремонте деталей применяется не только для восстановления размеров изношен ных деталей, но и с целью повышения их прочности и долговечности. Поверхностное упрочнение деталей повышает износостойкость и прочность деталей. Пластическое деформирование деталей производят также обработкой стальной или чугунной дробью, чеканкой, обкаткой роликами или шариками.
ВОССТАНОВЛЕНИЕ И СКЛЕИВАНИЕ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ ПЛАСТМАСС
Для восстановления изношенных деталей при ремонте металлорежущих станков применяют пластмассы. В качестве клея пластмассы широко используются для склеивания поломанных деталей, а также для получения неподвижного соединения деталей, изготовленных из металлических и неметаллических материалов. При ремонте металлорежущих станков наибольшее распространение получили такие пластмассы, как текстолит, древеснослоистые пластики и быстро твердеющая пластмасса- стиракрил. Текстолит и древеснослоистые пластики применяются для восстановления изношенных поверхностей направляющих станков, изготовления зубчатых колес, подшипников скольжения, втулок и других деталей с трущимися рабочими поверхностями.
Одним из эффективных способов получения неподвижных соединений является склеивание деталей. По сравнению с клепкой, сваркой и сбалчиванием клеевые соединения имеют такие преимущества, как соединение материалов в любом сочетании, уменьшение веса изделий, герметичность клеевых швов, антикоррозионную стойкость и во многих случаях снижение стоимости ремонта изделия. В практике ремонта металлорежущих станков широко используется карбинольный клей и клей типа БФ. Детали, склеенные карбинольным клеем с наполнителем из непористого материала, устойчивы против действия воды, кислот, щелочей, спирта, ацетона и подобных растворителей. Различные марки клея БФ отличаются содержанием компонентов и назначением.
Процесс восстановления деталей склеиванием состоит из трех этапов: подготовки поверхности, склеивания и обработки швов. Поверхности деталей, подлежащих склеиванию, очищаются от масла, загрязнений и хорошо пригоняются. Клей наносят кистью или стеклянной палочкой. Жидкий клей наносят на обе соединяемые поверхности.
Для склеивания деталей, работающих при температуре 60-80° С, применяют клей БФ-2. Для склеивания деталей, работающих в щелочной среде, - клей БФ-4. Клеем БФ-6 приклеивают ткани и резину к металлу.
Клей БФ наносят на склеиваемые поверхности в два слоя с перерывом примерно в 1 ч 15 мин. Соединяемые детали принимают одну к другой (1 - 15 кГ/см2) и выдерживают под прессом.
Выдержка склеенных деталей под прессомМарка клея
БФ-2
БФ-4
БФ-6
Температура, °С
120-200
60-90
150-200
Длительность выдержки, ч
1-3
3-4
0,25-1
Чтобы разобрать склеенные детали, их необходимо нагреть до 200° С и
выше.
ChiefEngineer.ru›?id=13&t=1
Способы восстановления деталей
Дата добавления: 2013-12-31; просмотров: 1034.
Классификация и характеристика существующих способов
восстановления деталей.
Значение восстановления деталей. Повышение качества ремонта
машин при одновременном снижении его себестоимости - главная
проблема ремонтного производства. В структуре себестоимости
капитального ремонта машин 60...70 % затрат приходится на покупку
запасных частей, которые даже в условиях рынка остаются дефицитными
при росте цен. Основной путь снижения себестоимости ремонта машин -
сокращение затрат на запасные части. Частично этого можно добиться
за счет бережного и грамотного выполнения разборки машин и
дефектации деталей. Однако главный резерв - восстановление и
повторное использование изношенных деталей, так как себестоимость
восстановления большинства деталей, как правило, не превышает
20...60 % цены новой детали. Кроме того, восстановление деталей -
один из основных ПУТЕЙ![]() экономии материально-сырьевых и энергетических ресурсов, решение
экологических проблем, так как затраты энергии, металлов и других
материалов в 25...30 раз меньше, чем затраты при изготовлении новых
деталей. При переплавке изношенных деталей также безвозвратно
теряется до 30 % металла. В процессе восстановления детали можно не
только снизить себестоимость ремонта машин, но и во многих случаях
повысить его качество, так как многие из рассмотренных далее
способов значительно упрочняют восстанавливаемые поверхности,
повышают их износостойкость.
экономии материально-сырьевых и энергетических ресурсов, решение
экологических проблем, так как затраты энергии, металлов и других
материалов в 25...30 раз меньше, чем затраты при изготовлении новых
деталей. При переплавке изношенных деталей также безвозвратно
теряется до 30 % металла. В процессе восстановления детали можно не
только снизить себестоимость ремонта машин, но и во многих случаях
повысить его качество, так как многие из рассмотренных далее
способов значительно упрочняют восстанавливаемые поверхности,
повышают их износостойкость.
Основные понятия. Рассмотрим некоторые определения.
![]()
![]()
![]()
![]()
![]()
![]() Восстановление
детали - комплекс технологических операций по устранению дефектов
детали, обеспечивающих возобновление ее работоспособности и
геометрических параметров, установленных нормативно-технической
документацией. Дефект - каждое отдельное несоответствие продукции
установленным требованиям. Дефектная деталь - деталь, показатели
качества которой имеют недопустимые отклонения от требований
нормативно-технической документации по ремонту. Деталь, подлежащая
восстановлению, - дефектная деталь, устранение дефектов которой
технически возможно и экономически целесообразно.
Восстановление
детали - комплекс технологических операций по устранению дефектов
детали, обеспечивающих возобновление ее работоспособности и
геометрических параметров, установленных нормативно-технической
документацией. Дефект - каждое отдельное несоответствие продукции
установленным требованиям. Дефектная деталь - деталь, показатели
качества которой имеют недопустимые отклонения от требований
нормативно-технической документации по ремонту. Деталь, подлежащая
восстановлению, - дефектная деталь, устранение дефектов которой
технически возможно и экономически целесообразно.
Способ восстановления детали - совокупность операций, характеризующая технологический процесс (наплавку, напыление и т.д.). Типовая поверхность - поверхность, характеризуемая единством условий работы и изнашивания в соединении для группы поверхностей с общими конструктивными признаками.
Технологические процессы разделяют на типовые, единичные и групповые. Типовой технологический процесс предназначен для восстановления группы изделий с общими конструктивными и технологическими признаками. Единичный процесс служит для восстановления группы изделий одного наименования, типоразмера и исполнения. Групповой процесс необходим при восстановлении группы изделий с разными конструктивными, но общими технологическими признаками.
Технологическая операция восстановления - законченная часть технологического процесса, выполненная на одном рабочем месте.
Коэффициент повторяемости дефекта - отношение числа деталей с наличием дефекта определенного вида к общему числу продефектованных ремонтопригодных деталей.
Коэффициент восстановления детали - отношение числа деталей, подлежащих восстановлению, к общему числу продефектованных деталей.
Удельный вес восстановления деталей в общем потреблении запасных частей - отношение стоимости восстановленных деталей к общей стоимости запасных частей (новых и восстановленных), используемых при ремонте машин.
В зависимости от формы организации производства, определяемой объемом и номенклатурой восстановленных деталей, различают следующие типы производств по восстановлению: предприятие, цех, участок, рабочее место, поточно-механизированная линия (ПМЛ).
Под централизованным восстановлением деталей понимают такой способ организации производства, при котором детали восстанавливают в специализированных цехах, на участках и ПМЛ не только для собственных нужд, но и для других (или только для других) предприятий.
Классификация способов восстановления деталей. В зависимости от физической сущности процессов, технологических и других признаков существующие способы можно разделить на десять групп.Группа способов
![]()
1 Слесарно-механическая 1. Обработка под ремонтный размер
(РР)
обработка 2. Постановка дополнительной ремонтной детали (ДРД)
3. Обработка до выведения следов износа и придания правильной геометрической формы
4. Перекомплектовка
2 Пластическое деформи- 1. Вытяжка, оттяжка
рование 2. Правка (на прессах, наклепом)
3. Механическая раздача
4. Гидротермическая раздача
5. Электрогидравлическая раздача
6. Раскатка
7. Механическое обжатие
8. Термопластическое обжатие
9. Осадка
10. Выдавливание
11. Накатка
12. Электромеханическая высадка
3 Нанесение полимерных 1. Напыление: газопламенное, в
псевдосжи
материалов женном слое (вихревое, вибрационное, вибро
вихревое) и др.
2. Опрессовка
3. Литье под давлением
4. Нанесение шпателем, валиком, кистью идр.
4 Ручная сварка и наплав- 1. Газовая
ка 2. Дуговая
3. Аргонодуговая
4. Кузнечная
5. Плазменная
6. Термитная
7. Контактная
5 Механизированнаяду- 1. Автоматическая под флюсом
говая сварка и наплавка2. Всреде защитных газов: аргоне, углекислом газе (диоксиде углерода), водяном паре и др.
3. С комбинированной защитой
4. Дуговая с газопламенной защитой
5. Вибродуговая
6. Порошковой проволокой или лентой
7. Широкослойная
8. Лежачим электродом
9. Плазменная (сжатой дугой)
10. Многоэлектродная
11. С одновременным деформированием
12. С одновременной механической обработкой
6. Механизированные бездуговые
способы сварки и наплавки
1. Индукционная (высокочастотная)
2. Электрошлаковая
3. Контактная сварка и наварка
4: Трением
5. Газовая
6. Электронно-лучевая
7. Ультразвуковая
8. Диффузионная
9. Лазерная
10. Термитная
11. Взрывом
12. Магнитно-импульсная
13. Печная наварка
7 Газотермическое нанесение (металлизация)
1. Дуговое
2. Газопламенное
3. Плазменное
4. Детонационное
5. Высокочастотное
6. Электроимпульсное
7. Ионно-плазменное
8. Гальванические и химические покрытия
1. Железнение постоянным током
2. Железнение периодическим током
3. Железнение проточное
4. Железнение местное (вневанное)
5. Хромирование
6. Хромирование проточное, струйное
7. Меднение
8. Цинкование
9. Нанесение сплавов
10. Нанесение композиционных покрытий
11. Электроконтактное нанесение (электронатирание)
12. Гальваномеханический способ
13. Химическое никелирование
9. Термическая и химико-термическая обработка
1. Закалка, отпуск
2. Диффузионное борирование
3. Диффузионное цинкование
4. Диффузионное титанирование
5. Диффузионное хромирование
6. Диффузионное хромотитанирование
7. Диффузионное хромоазотирование
8. Обработка холодом
1. Заливка жидким металлом
2. Намораживание
3. Напекание
4. Пайка
5. Пайкосварка
6. Электроискровое наращивание и легирование
Краткая характеристика способов. Для первой группы способов износы поверхностей устраняют слесарной или механической обработкой с изменением их первоначальных размеров. Для получения необходимой посадки применяют соединяемые детали с измененными параметрами или ставят компенсатор износа (кольца, бандажи, втулки, резьбовые спиральные вставки и т. д.). Иногда поверхность детали обрабатывают до придания ей правильной геометрической формы (нажимные диски, плоскости головок цилиндров и др.).
При пластическом деформировании размеры изношенных поверхностей восстанавливают за счет перераспределения металла от нерабочих участков детали к рабочим. Объем детали остается постоянным. Основные достоинства этих способов: не требуется присадочный материал, простота, высокие производительность и качество. Технология восстановления деталей полимерными материалами отличается простотой и доступностью (используют в полевых условиях), низкой себестоимостью, высокой производительностью и хорошим качеством.
Ручная сварка и наплавка получила широкое применение из-за простоты и доступности. В то же время она малопроизводительна, материалоемка, не всегда обеспечивает высокое качество.
Механизированные способы сварки и наплавки могут быть автоматическими и полуавтоматическими. Большинство этих способов обеспечивает высокие производительность и качество. При дуговых способах источник теплоты для плавления присадочного материала и поверхности детали - теплота электрической дуги. При бездуговых способах таким источником служат Потери от вихревых токов (ТВЧ), джоулева теплота (электрошлаковая наплавка, контактная приварка), теплота сгораемых газов и др.
Ручные и механизированные сварочно-наплавочные способы получили наибольшее применение (75...80 % общего объема восстановления). Их недостатки - термическое воздействие на основной металл, в том числе на невосстанавливаемые поверхности, деформация деталей, значительные припуски на механическую обработку. Применение большинства из этих способов целесообразно для восстановления сильноизношенных деталей.
При напылении расплавленный присадочный материал (проволока или порошок) с помощью сжатого воздуха распыляется и наносится на подготовленную поверхность детали. Способы напыления различают в зависимости от источника теплоты: дуговое - теплота электрической дуги, газопламенное - теплота газового пламени и т.д. Напыляют металлы, полимеры и др. При напылении металла процесс называют металлизацией. Большинство способов напыления характеризуется высокой производительностью, позволяет достаточно точно регулировать толщину покрытия и припуск на механическую обработку. Серьезный недостаток напыления - низкая сцепляемость покрытий с основой. Для ее повышения применяют нанесение специального подслоя, последующее оплавление и др.
В основе гальванических способов лежит явление электролиза. Их различают по виду осаждаемого металла, роду используемого тока, способу осаждения и др. Гальванические способы высокопроизводительны, не оказывают термического воздействия на деталь, позволяют точно регулировать толщину покрытий и свести к минимуму или вовсе исключить механическую обработку, обеспечивают высокое качество покрытий при дешевых исходных материалах. Такие способы применяют для восстановления малоизношенных деталей. Недостатки гальванопокрытий - многооперационность, сложность и экологическая вредность технологии.
Термическую обработку применяют для упрочнения и восстановления физико-механических свойств деталей (упругости пружин и др.). При химико-термических способах происходит диффузное насыщение поверхности детали тугоплавкими металлами (хромом, титаном и др.) при некотором изменении размеров. Эти способы применяют для восстановления и повышения износостойкости малоизношенных деталей (плунжеров и др.
studopedia.ru›1_80313…vosstanovleniya-detaley.html
Способы ремонта деталей
подготовительные операции, включающие подготовку к процессу восстановления (наплавка, электролитическое наращивание, металлизация и др.), подготовку деталей к устранению повреждений;
восстановительные операции, заключающиеся в наплавке, металлизации, хромировании, пластических деформациях и других способах восстановления размеров изношенных поверхностей, заварке трещин;
окончательные операции, к которым относятся механическая и термическая обработка деталей после восстановления.
Ремонт деталей можно ограничивать лишь третьей стадией - механической и термической обработкой.
Технологические процессы восстановления деталей обычно разрабатывают на каждом предприятии, поэтому применяемые методы ремонта одноименных деталей зависят во многом от оснащенности мастерских, от числа ремонтируемых деталей и т. д. Ремонт деталей может быть осуществлен несколькими способами: под ремонтный размер, сваркой и наплавкой, металлизацией, электролитическим наращиванием, электроискровым способом, с помощью токов высокой частоты.
Ремонт деталей под ремонтный размер заключается в том, что в сопряжении одну деталь, обычно сложную и дорогостоящую, подвергают механической обработке до заданного ремонтного размера, а другую заменяют новой или отремонтированной старой деталью с таким же ремонтным размером. При этом полностью восстанавливают работоспособность сопряжения, так как его детали обрабатывают под ремонтный размер с теми же допусками, что и новые детали.
Сварку и наплавку применяют для устранения износа поверхности, при поломке деталей и устранении трещин.
Широкое применение электросварки при ремонте машин объясняется существенными преимуществами этого способа: высокой эксплуатационной надежностью восстановленных деталей, простотой процесса, несложностью оборудования, возможностью наплавки износостойких материалов, невысокой стоимостью ремонта. Сварку можно производить как постоянным, так и переменным током.
Трещины металлоконструкций и корпусов перед заваркой разделывают ( 294). Для этого по их концам сверлят отверстия, которые позволяют проверять границы трещины, облегчают разделку ее и препятствуют распространению трещины. Диаметр отверстия должен быть несколько больше ширины трещины.
Трещину разделывают вырубкой или механической обработкой наждачным кругом. Размеры и форма образующейся при этом канавки должны создавать возможность заваривать трещину электродом.
Отверстия диаметром до 50 мм заваривают без предварительной подготовки. Их заполняют металлом путем кругового перемещения наклонного расплавленного электрода. В отверстие больших диаметров предварительно вставляют пробку из того же материала, что и ремонтируемая деталь. Пробку предварительно прихватывают электросваркой, а затем приваривают.
Наплавка изношенных поверхностей рекомендуется в тех случаях, когда детали не может быть возвращешт работоспособность способом под ремонтный размер. Наплавку применяют также для защиты деталей от повышенного изнашивания (наплавка износостойкими сплавами). Наряду с ручной наплавкой, наиболее широко распространенной в ремонтной практике, все чаще применяют методы автоматической наплавки под флюсом и автоматической виброконтактной наплавки.
Для наплавки ручным способом применяют сварочные аппараты. При выборе электродов для наплавки обращают внимание на то, какому виду термической обработки была подвергнута деталь во время ее изготовления. При восстановлении поверхности наплавкой твердость наплавленного слоя должна соответствовать твердости поверхностного слоя детали, указанной на чертеже.
Металлизацию применяют для восстановления валов и осей и особенно изношенных мест под неподвижные посадки подшипников качения, зубчатых колес, шкивов и т. п. Сущность металлизации заключается в том, что на заранее подготовленную поверхность наносят слой мельчайших частиц (диаметром 0,01-0,015 мм) расплавленного металла. Эти частицы распыливают потоком сжатого воздуха под давлением 5-6 кгс/см2 со скоростью 150--200 м/с. Ударяясь о поверхность металлизируемой детали, они попадают в неровности и впадины и закрепляются в них.
Основными преимуществами металлизации являются относительная простота процесса и применяемого оборудования, возможность наращивания слоя любой толщины (от 0,01 и выше), что позволяет ремонтировать детали с любой величиной износа. Структура основного металла ремонтируемых деталей после металлизации не изменяется. Металлизации можно подвергать детали из любого материала (например, стали, чугуна, бронзы), любых размеров и конфигурации. Нанесенный слой металла обладает также способностью поглощать и удерживать смазку.
Основной недостаток металлизации - сравнительно низкая прочность сцепления с основным металлом, что может привести к отслаиванию нанесенного слоя, особенно при динамических нагрузках. При металлизации распылением происходит чисто механическое сцепление нанесенного слоя с основным металлом. Поэтому созданию прочности этого сцепления должно быть уделено особое внимание.
Электролитическое наращивание заключается в том, что изношенную поверхность детали покрывают одним из следующих металлов: хромом (хромирование), железом (железне-ние, осталивание), медью (меднение), никелем (никелирование).
Деталь, подлежащую электролитическому наращиванию, погружают в ванну, наполненную электролитом (раствором, проводящим электрический ток). Через электролит с помощью двух электродов, присоединенных к источнику тока ( 295), пропускают постоянный ток. При этом молекулы электролита расщепляются на ионы.Ионы, несущие положительный заряд электричества, - катионы направляются к катоду (электроду, присоединенному к отрицательному полюсу источника тока), а ионы, несущие отрицательный заряд, - анионы -к аноду (электроду, присоединенному к положительному полюсу источника тока). В качестве анода в большинстве случаев используют пластинку из металла, которым необходимо покрывать детали, катодом является наращиваемая деталь, электролитом - раствор соли осаждаемого металла.
Наиболее распространенный вид покрытия при восстановлении деталей экскаваторов - хромирование. Основные свойства хромового покрытия - высокая твердость, износостойкость, способность сопротивляться коррозии и воздействию высоких температур, а также декоративный внешний вид. По износостойкости оно в несколько раз превосходит закаленную сталь, в обычных атмосферных и температурных условиях покрытие не окисляется. Хромовое покрытие можно наносить на стальные, чугунные, медные, латунные и алюминиевые поверхности (толщина пркрытия обычно не превышает 0,5 мм), при этом структура и механические свойства основного металла сохраняются. При хромировании достаточно точно можно регулировать толщину наносимого слоя.
Недостатки хромирования - нельзя восстанавливать детали со значительным износом вследствие хрупкости толстого слоя, относительная длительность и сложность процесса.
Электроискровой способ используют для восстановления размеров поверхностей деталей, износ которых не превышает 0,05-0,06 мм (при тугих и напряженных посадках); повышения износостойкости рабочих поверхностей детали.
К числу деталей экскаваторов, которые можно упрочнять одним из перечисленных методов, относятся: шлицевые валы (по боковым поверхностям шлицев), подвижные шестерни и кулачковые муфты (по боковым поверхностям шлицев и по пазам под вилки управления), рычаги фрикционов, вилки управления муфтами (в местах, входящих в пазы муфт). Изношенные поверхности наращивают & местах неподвижных посадок: на шейках валов и в гнездах корпусных деталей, главным образом под посадку подшипников качения.
Токи высокой частоты (т. в. ч.) применяют при поверхностной закалке деталей различных размеров, скоростной пайке инструментов, наплавке износостойких покрытий, изготовлении биметаллических втулок, восстановлении деталей металлизацией и др. Сущность высокочастотново нагрева заключается в том, что деталь, подлежащая нагреву, перемещается в переменном магнитном поле, создаваемом индуктором (катушкой) при пропускании через него переменного тока высокой частоты. По закону электромагнитной индукции в части детали, находящейся в магнитном поле, индуцируется ток, который имеет такую же частоту, что и ток, пропускаемый через индуктор. Глубина проникновения индуцированного тока зависит от его частоты: чем больше частота, тем меньше глубина проникновения тока. Благодаря тепловому действию тока поверхностный слой детали в течение 2-5 с нагревается и в нем возбуждаются токи.
Эти особенности индукционного нагрева используют для различных приемов восстановления и упрочнения деталей машин.
Основные преимущества высокочастотного нагрева: ускорение процесса нагрева, что резко повышает производительность труда и снижает себестоимость ремонтируемой или изготовляемой детали; возможность широко регулировать глубину нагрева, что позволяет нагревать только рабочие поверхности детали; сокращение расхода энергии за счет отсутствия предварительного нагрева обычных печей; высокая культура производства.
Валы. В процессе эксплуатации в цилиндрических валах изнашиваются посадочные шейки, шпоночные канавки и шлицы, повреждаются резьба на их поверхности, центровые отверстия, изгибаются сами валы.
Способ ремонта цилиндрического вала выбирают после того, как соответствующей проверкой установят характер и степень износа. Шейки вала с износом (небольшие царапины и риски, овальность до 0,1 мм) ремонтируют шлифованием. Но предварительно проверяют, исправны ли центровые отверстия вала. Если необходимо, восстанавливают центровые отверстия, протачивая забоины и вмятины, и правят валы. Погнутые валы диаметром более 60 мм подвергают горячей правке. Холодную правку выполняют вручную с помощью винтовых скоб, рычагов, но целесообразнее пользоваться прессом. Винтовую скобу накладывают на вал захватами так, чтобы винт расположился своим упором против места наибольшего прогиба вала. Вращая винт, выправляют вал в этом месте; затем скобу последовательно перемещают на другие участки и повторяют операцию до тех пор, пока весь вал не будет выправлен. Шейки вала со значительным износом обтачивают и шлифуют под ремонтный размер. При этом допускается уменьшение диаметра шеек на S-10% в зависимости от характера воспринимаемых валом нагрузок, в частности при ударных нагрузках. В тех случаях, когда необходимо восстановить первоначальные размеры шеек, на них после обточки напрессовывают или устанавливают на эпоксидном клее ремонтные втулки, которые затем обрабатывают точением или шлифованием.
Изношенные поверхности валов можно ремонтировать также, наращивая металл наплавкой, металлизацией, хромированием и другими методами.
Подшипники скольжения. Если износ шейки вала и отверстия втулки достигает предельно допустимой величины, неразъемные подшипники (втулки) ремонтируют: шлифуют вал, а втулку заменяют новой - с отверстием, соответствующим по размеру шлифования шейке вала.
У подшипников с вкладышами восстанавливают правильную геометрическую форму отверстия и масляные канавки. При ремонте этих подшипников необходимо также обеспечивать зазор для масляного слоя, соосность отверстия данного подшипника и отверстий остальных подшипников, в которых устанавливают вал, плотное прилегание вкладышей к их постелям.
При ремонте подшипников скольжения следует уделять серьезное внимание правильной обработке смазочных канавок на рабочей поверхности подшипника. Смазочные канавки облегчают засасывание масла в нагруженную зону и улучшают распределение смазки по длине подшипника. Эти канавки обрабатывают на станках точением, фрезерованием, долблением, протягиванием, а также прорубают вручную по разметке. Разметку делают согласно чертежу или образцу. Канавки прорубают специальным крейцмейсе-лем-канавочником, режущая кромка которого имеет размер и форму смазочной канавки. Края смазочных канавок, выходящие на поверхность вкладыша, сглаживают и округляют, иначе кромки будут действовать как скребки, снимающие слой смазки с шейки вращающегося вала.
Для лучшего удержания масла продольные канавки делают закрытыми, т. е. не доходящими до торцов вкладышей и втулок примерно на 0,1 длины последних. Ширина и глубина канавок принимаются (ориентировочно) соответственно 0,1 и 0,025 внутреннего диаметре вкладыша.
Подшипники качения. Узлы с подшипниками качения тщательно осматривают, чтобы проверить, нет ли признаков усталостного износа беговых дорожек и тел качения. Если
такой износ обнаружен, подшипник заменяют. Замене подлежат также подшипник с выкрошенными бортами, деформированными сепараторами, с ржавчиной на рабочих
и посадочных поверхностях.
Подшипники качения не ремонтируют. Восстанавливают посадочные поверхности деталей, сопрягаемых с подшипниками (корпусов и валов), наплавкой, хромированием, металлизацией, нанесением эпоксидного клея или стиракрила и другими способами. Практикуют, кроме того, установку компенсирующих втулок. Втулку запрессовывают в корпус подшипника или напрессовывают на шейку вала в зависимости от характера и величины износа, размеров деталей и возможностей ремонтного цеха. При чрезмерном нагреве подшипников (60°С и выше) необходимо проверить, достаточно ли смазки, а также исправны ли смазочные и уплотняющие устройства. Загрязненные войлочные уплотнения (которые служат для защиты подшипника от действия внешней среды, а не как препятствие против вытекания смазки) промывают в чистом керосине, а изношенные заменяют. В этих уплотнениях войлочные и фетровые кольца должны прилегать к шейкам вала умеренно плотно: щуп толщиной 0,1 мм не должен проходить между ними. Слишком плотная установка кольца вызывает повышенное трение, что приводит к усиленному нагреву шейки вала и подшипников. В лабиринтных уплотнениях стенки кольцевых канавок должны быть без выбоин и вмятин. Нормальная величина зазора в радиальном направлении 0,3-0,6, в осевом - 1,5-3 мм.
Уплотнения манжетного типа (например, кожаные, резиновые) должны плотно охватывать вал и правильно закрепляться. Щуп толщиной 0,1 мм между манжетой и валом должен проходить с трудом. Если же он проходит свободно, значит манжеты изношены. Упругая пальцевая иуфта. У пальцевой муфты изнашиваются отверстия полумуфты, в которые входят кольца, а также сами кольца, которые начинают проворачиваться на пальцах. Иногда ослабляются и начинают проворачиваться пальцы, что приводит к износу посадочных мест под пальцы и самих пальцев в полумуфте. Ремонтируют упругие пальцевые муфты так: растачивают посадочные отверстия для пальцев в полумуфте и отверстия для колец в полумуфте, а затем изготовляют новые пальцы и кольца. Наружный диаметр новых колец должен в точности отвечать диаметру расточных отверстий в полумуфте. Кроме того, при расточке необходимо обеспечить совпадение центров отверстий под пальцы в обеих полумуфтах. Нарушенную посадку муфты восстанавливают запрессовкой втулки в ее фланец. Если изношены и другие поверхности муфты, ее заменяют новой.
Шкивы. У шкивов клиноременных передач изнашиваются поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки. Происходит также излом буртиков, нарушается балансировка шкива. Шкивы должны отвечать следующим требованиям:
поверхности, сопрягаемые с ремнями, должны быть обработаны по 5-6-му классу чистоты ;
наружный диаметр шкива должен точно соответствовать указанному на чертеже и обеспечивать требуемое передаточное отношение; не допускаются надломы и трещины;
при наблюдении невооруженным глазом не должно замечаться биение шкива по наружному диаметру и по торцам.
У шкива под клиновые ремни поверхность обода и стенок канавок обтачивают до устранения износа, а дно канавок углубляют. Изломы и трещины шкивов устраняют заваркой. Если у ремонтируемого^шкива обтачивают поверхность, сопрягаемую с ремнем, можно немного уменьшить диаметр шкива при условии, что частота вращения шкива изменится не более чем на 5%.
Резьбовые соединения. В резьбовых соединениях повышенные износы и повреждения возникают из-за недостаточной затяжки винтов и гаек, особенно в соединениях, воспринимающих во время работы большие или знакопеременные нагрузки. Под совместным действием этих нагрузок болты и винты растягиваются, шаг резьбы и ее профиль нарушаются, гайки начинают «заедать». Все это приводит к поломке деталей соединения.
Более интенсивно изнашиваются детали часто разбираемых и регулируемых соединений - резьба, грани головок болтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта.
Износ резьбовых соединений проявляется следующим образом:
изменяется профиль резьбы по среднему диаметру-увеличивается зазощ (наблюдается у винтов и у часто отвертываемых крепежных болтов);
рабочие поверхности профиля резьбы сминаются под действием рабочих нагрузок; стержень болта удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки;
изменяется под действием осевых рабочих нагрузок шаг резьбы.
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Соединение, в котором оборван винт или шпилька, ремонтируют различными способами. Если винт или шпилька сломались в глубине отверстия, то обломки извлекают. Для этого тонкий бородок или керн приставляют концом к верху обломка; постукивая молотком по бородку, которому придают наклон в направлении, противоположном направлению резьбы, вывинчивают обломок. Это делают, стараясь не повредить края резьбы.
Другой способ заключается в следующем. В обломке винта или шпильки высверливают отверстие диаметром меньше, чем диаметр резьбы, и забивают в него ребристый закаленный стержень; проворачивая стержень, удаляют обломок из гнезда. Детали значительного диаметра с изношенной наружной резьбой ремонтируют так: срезают старую резьбу и нарезают новую (если это допускается условиями прочности) или же на деталь насаживают втулку либо бандаж с резьбой. Если удаляют старую резьбу, то новую обрабатывают до ближайшего диаметра по стандарту. Изношенную или сорванную резьбу в отверстиях детали не восстанавливают. В этих случаях поступают одним из следующих способов:
отверстие просверливают на большую глубину (если это возможно) и снова нарезают Б нем резьбу; в углубленное отверстие ввинчивают новый винт с удлиненной резьбовой частью;
отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко изготовляют взамен старой новую шпильку с уступом и с резьбой двух диаметров: большего - для завинчивания шпильки в одну из соединяемых деталей (назовем ее корпус) и меньшего - для скрепления этой детали со второй и стягивания их гайкой.
Шпоночные и шлицевые соединения. В шпоночных соединениях изнашиваются как шпонки, так и шпоночные пазы, в результате чего ослабевает посадка детали на валу. Возможные причины износа (помимо нормального изнашивания деталей под влиянием длительной работы) - небрежная подготовка шпонки по месту или применение неправильной посадки.
Шпонки обычно не ремонтируют, а изготовляют вновь. Затем их пригоняют опиливанием, строганием, фрезерованием или шлифованием по шпоночным пазам на валу и сопрягаемой с ним детали.
Шпоночные пазы ремонтируют. При незначительном износе (до id/o от первоначальной ширины паза) шпоночный паз опиливают, при большем - ремонтируют, наваривая грани с последующим фрезерованием. При этом выдерживают размер паза, установленный стандартом.
При ремонте шпоночных соединений путем подгонки добиваются плотного сопряжения шпонок с боковыми поверхностями пазов соединяемых деталей. Исключение составляют клиновые шпонки, их загоняют в паз ударом молотка так, чтобы они заклинивались по высоте. Клиновую шпонку забивают так, чтобы ее при ослаблении можно было осадить: между головкой шпонки и торцом детали должно оставаться расстояние, равное высоте шпонки.
Призматические шпонки можно вынимать при ремонте из пазов без повреждения; для этого специально выполняют в средней части шпонки резьбовое отверстие и в него ввинчивают винт. Когда винт своим концом упрется в вал, винт продолжают вращать и тогда шпонка выходит из паза. Шпонку можно вынуть из паза и с помощью молотка с выколоткой, используя имеющийся у нее скос.
Сварные соединения. Этот вид ремонта включает операции по выявлению дефектов соединения, подготовку дефектных мест под заварку и сам процесс сварки. Способы определения дефектов зависят от характера работы соединения. Простейший способ проверки - внешний осмотр, при котором выявляют дефекты сварки, выходящие на поверхность. Эти дефекты представляют собой поры, трещины, непровары, прожоги. При осмотре пользуются лупой. Плотность шва можно определить керосиновой пробой. Для этого на проверяемый участок с наружной стороны наносят тонкий слой разведенного в воде мела. После просушки на внутреннюю поверхность соединения накладывают тряпку, обильно смоченную керосином. Если через 10-15 мин на слое мела появятся потемнения (влажность), это указывает на неплотность сварного шва или трещины. Эти дефекты обычно устраняют подваркой.
Трещины заваривают после соответствующей подготовки. Трещину засверливают по концам и вдоль нее делают канавку. Сквозные трещины при толщине стенки более 20 мм разделывают с обеих сторон прорубанием вручную, расшлифовкой или обработкой на станке.
Трубопроводы. Нарушение герметичности во фланцевом соединении устраняют подтягиванием болтов, поджимающих прокладку. Если таким образом не удается восстановить герметичность, разбирают соединение и заменяют прокладку новой из того же материала. В резьбовых соединениях труб герметичность восстанавливают, подвинчивая соединительные части. Если герметичность не восстанавливается, соединение разбирают и затем заново собирают с новым уплотнением.
Для разборки трубопроводов при ремонте пользуются различными ключами: рычажными, цепными и раздвижными. Рабочие поверхности губок и щек ключей должны быть
закалены.
Для разрезания стальных труб применяют труборезы различных конструкций, например трехроликовый труборез ( 296), который накладывается на трубу и охватывает ее тремя режущими роликами 1, два из которых вращаются на осях, закрепленных в корпусе 5, а третий - в ползуне 4. С помощью рукоятки 3 и винта 2 ролики врезаются во вращающуюся отрезаемую трубу.
При ремонте трубопроводов нередко приходится разбортовывать и развальцовывать трубы. Развальцовывают трубы вальцовкой ( 297), в которой конус 2, перемещаемый в продольном направлении по резьбе, раздвигает в стороны (разжимает) ролики 1. Вальцовку, вставленную в тр/бу, вращают, стержень с конусом 2 все время подают вперед. Вращающиеся вместе с вальцовкой ролики раскатывают конец трубы и вдавливают металл в канавки фланца, надетого на трубу.
При ремонте трубопроводов обычно приходится гнуть трубы, придавая им форму, необходимую для монтажа. Гибку производят холодным или горячим способом, вручную или механическими средствами, с наполнением труб песком или без наполнения. Радиус закругления при гибке труб в холодном состоянии без наполнения должен быть не менее четырех наружных диаметров труб, иначе на трубе образуются складки и вмятины, которые уменьшают ее внутренний диаметр. При гибке труб с наполнителем в горячем состоянии наименьший радиус изгиба может равняться 3-3,5 наружного диаметра трубы.
Мелкозернистый песок, используемый в качестве наполнителя, насыпают в трубу, предварительно заглушив один ее конец деревянной пробкой; засыпаемый песок все время утрамбовывают, обстукивая трубы. Наполнив трубу и хорошо уплотнив в ней песок (плотно наполненная труба издает при ударе глухой звук), забивают во второй ее конец деревянную пробку. После этого приступают к гибке.
Приспособление для гибки вручную труб диаметром до 30 мм без наполнителя ( 298) крепят в тисках бобышкой 7, Сначала откидывают рычаг 1 и устанавливают его под углом, равным 90°, к продольной оси основания. Вставляют трубу в канавку между роликами 2 и 3, закрепляют крючком 4 и прижимом 5 и плавным движением рычага / производят гибку. Ролики сменные - из набора, рассчитанного на разные диаметры труб и разные радиусы кривизны.
При гибке горячим способом изгибаемый участок трубы нагревают в горне или другом нагревательном устройстве до вишнево-красного цвета, при этом места, не подлежащие изгибу, смачивают водой. При достаточном нагреве песка от трубы начинает отлетать окалина. Гибку производят плавно, без рывков и с одного нагрева. После остывания из трубы высыпают песок. Приставшие к стенкам песчинки удаляют обстукиванием трубы молотком, затем трубу продувают сжатым воздухом.
Медные и латунные трубы перед гибкой отжигают. Для этого нагревают место изгиба до темно-красного цвета и охлаждают на воздухе или в воде.
bibliotekar.ru›spravochnik-63/64.htm
Слесарно - механические способы ремонта деталей
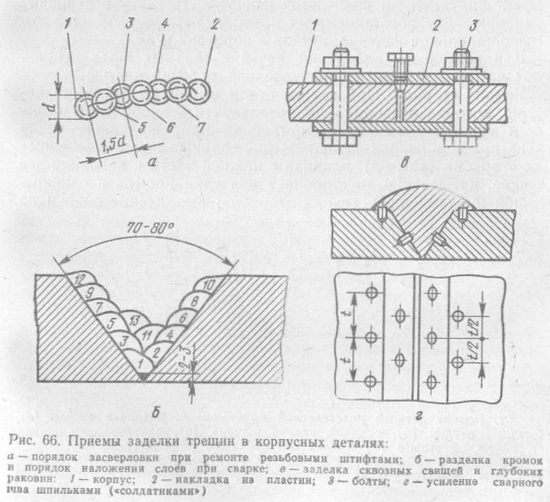

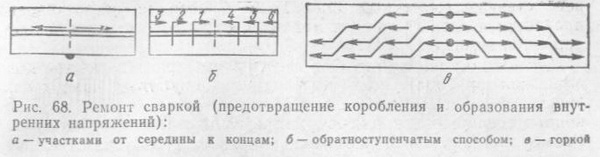
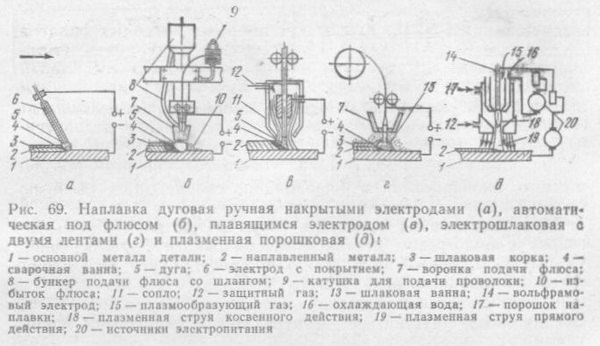
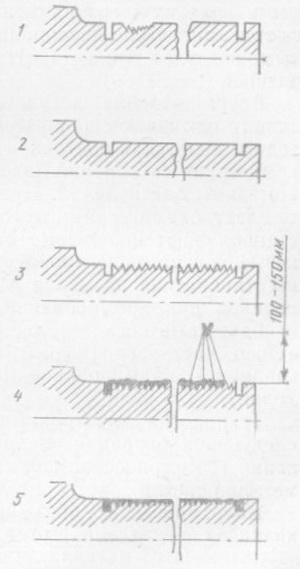
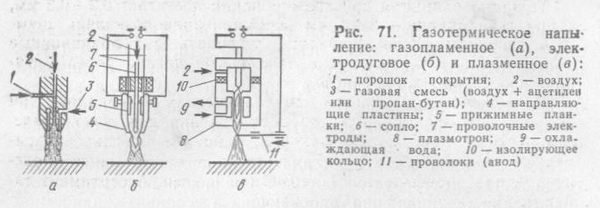
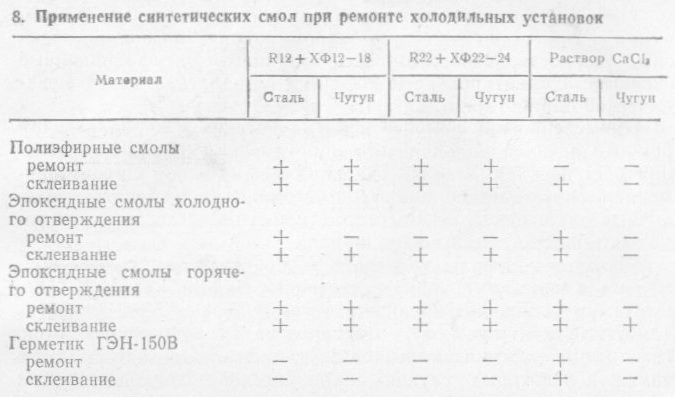
krmagazine.ru›Holodilnye_ustanovki,_holodilnye_…
При конструировании и производстве
АВТОМОБИЛЯ![]() его деталям придают необходимые качества - форму, размеры, свойства
материалов, чистоту поверхности, точность изготовления и т. п. Все
эти качества задаются рабочими чертежами, и соблюдение их
обеспечивает определенные, наиболее благоприятные для данных
сопряжений условия смазки, распределение нагрузки, тип посадки и
пр.
его деталям придают необходимые качества - форму, размеры, свойства
материалов, чистоту поверхности, точность изготовления и т. п. Все
эти качества задаются рабочими чертежами, и соблюдение их
обеспечивает определенные, наиболее благоприятные для данных
сопряжений условия смазки, распределение нагрузки, тип посадки и
пр.
В процессе эксплуатации АВТОМОБИЛЯ![]() первоначальные качества деталей, обусловленные чертежами и
техническими условиями, изменяются вследствие износа или появления
различного рода дефектов.
первоначальные качества деталей, обусловленные чертежами и
техническими условиями, изменяются вследствие износа или появления
различного рода дефектов.
Износ деталей проявляется в изменении качества их поверхности, геометрических размеров и формы: на рабочих поверхностях появляются риски и царапины, геометрическая форма из цилиндрической переходит в овальную, на деталях появляются дефекты в виде конусности, а в отдельных случаях и погнутости.
Свойства поверхностных слоев детали также изменяются. В некоторых случаях поверхностная твердость детали уменьшается в процессе износа (при износе поверхностно-закаленных, цементированных и цианированных деталей), а иногда твердость растет вследствие наклепа, вызывая при перенаклепе постепенное повышение хрупкости поверхностного слоя, ускоряющего износ.
Изменение геометрических размеров и формы
деталей приводит к нарушению характера заданных сопряжений -
посадки. Износ деталей подвижных сопряжений проявляется в
увеличении зазоров, которые растут от начальных до максимально
допустимых, вызывая появление шумов и стуков. В процессе
эксплуатации автомобиля, особенно при неблагоприятных условиях
работы и недостаточном уходе, износ возникает и в деталях
неподвижных сопряжений. В ЭТОМ![]() случае вместо натяга может получиться зазор, и неподвижные посадки
приобретают характер подвижных, вызывая нарушение прочности
сопряжения.
случае вместо натяга может получиться зазор, и неподвижные посадки
приобретают характер подвижных, вызывая нарушение прочности
сопряжения.
Кроме указанных явлений в ряде случаев на деталях автомобиля появляются различные дефекты в виде микроскопических трещин, нагара на рабочих поверхностях и пр. Наблюдение за характером нарастания и проявления износа показывает, что при соблюдении правил эксплуатации и своевременном техническом обслуживании износ растет постепенно, и изменение его величины связано со временем работы автомобиля.
Величина и интенсивность износа, степень приработки зависят от качества поверхности деталей. Чем лучше обработаны и пригнаны трущиеся поверхности деталей в соответствии с условиями работы сопряжения, тем меньше их износ.
Поскольку РАБОТА![]() сопряжений АВТОМОБИЛЯ
сопряжений АВТОМОБИЛЯ![]() сопровождается силами трения, возникающими на поверхностях деталей
при их взаимном перемещении, устранить износ полностью не
представляется возможным. Поэтому износ деталей автомобиля, даже
при соблюдении всех правил технического ухода и эксплуатации,
является неизбежным результатом его работы. Получающийся при
ЭТОМ
сопровождается силами трения, возникающими на поверхностях деталей
при их взаимном перемещении, устранить износ полностью не
представляется возможным. Поэтому износ деталей автомобиля, даже
при соблюдении всех правил технического ухода и эксплуатации,
является неизбежным результатом его работы. Получающийся при
ЭТОМ![]() износ деталей называется естественным износом. Степень
изнашиваемости, или интенсивность нарастания износа (большая или
меньшая его величина), зависит от многих факторов: конструкции
отдельных механизмов и агрегатов автомобиля, качества материала
деталей, механической и термической обработок, сборки и
регулировки, качества топлива и смазки, своевременности и полноты
технического обслуживания, условий эксплуатации и пр.
износ деталей называется естественным износом. Степень
изнашиваемости, или интенсивность нарастания износа (большая или
меньшая его величина), зависит от многих факторов: конструкции
отдельных механизмов и агрегатов автомобиля, качества материала
деталей, механической и термической обработок, сборки и
регулировки, качества топлива и смазки, своевременности и полноты
технического обслуживания, условий эксплуатации и пр.
Наряду с естественным износом встречаются
случаи, когда в деталях автомобиля проявляются аварийные дефекты,
например поломка зубьев шестерен, листов рессор, пружин и других
деталей. Аварийные дефекты, как уже отмечалось, чаще ВСЕГО![]() возникают из-за неправильной эксплуатации автомобиля, а в отдельных
случаях из-за усталости металла или несвоевременно обнаруженных
скрытых дефектов в материале деталей (трещины, раковины и пр.).
возникают из-за неправильной эксплуатации автомобиля, а в отдельных
случаях из-за усталости металла или несвоевременно обнаруженных
скрытых дефектов в материале деталей (трещины, раковины и пр.).
Современное авторемонтное производство располагает многими способами восстановления деталей. В литературе по ремонту машин иногда к собственно способам восстановления относят способы восстановления поверхностной твердости деталей, подготовки поверхности к нанесению покрытий и пр. Поэтому необходимо уточнить, что надлежит понимать под способами восстановления.
Восстановление полной работоспособности изношенных деталей должно вестись с приданием им начальных размеров, правильной геометрической формы и поверхностных свойств, прежде всего твердости, поскольку все свойства сердцевины, как правило, сохраняются, если не считать отдельных случаев зарождения усталостных трещин в процессе изнашивания. При соблюдении этих условий взаимозаменяемость деталей и посадка сопряжений восстанавливаются полностью.
Однако на практике применяется восстановление лишь геометрической формы деталей путем придания им ремонтных размеров, больших или меньших начального. Хотя посадка сопряжений при этом восстанавливается, взаимозаменяемость сохраняется лишь частично, в пределах только данного стандартного ремонтного размера. Придание детали ремонтного размера и правильной геометрической формы производится механической обработкой. Восстановление начального или, если необходимо, большего его ремонтного размера для деталей класса валов осуществляется способами добавочных деталей, наплавки, металлизации, электрических покрытий, давления в сочетании с различными видами восстановления первоначальной поверхностной твердости деталей.
Новый способ восстановления деталей электромеханической обработкой может найти применение в авторемонтном производстве для восстановления шеек валов, изготовленных из нормализованных сталей, а также и как способ подготовки деталей (с высокой поверхностной твердостью) к металлизации.
Таким образом, к основным способам восстановления деталей относятся следующие: восстановление ремонтных размеров, использование дополнительных деталей, давления, сварки и наплавки, металлизации, хромирования, железнения (отслаивания). Все эти основные способы, хотя и не являются равнозначными, все же используются в ремонтном производстве в большей или меньшей мере в зависимости от его объема, оснащенности и пр.
Наряду с перечисленными способами в ремонтном производстве применяются виды слесарной обработки- притирка, заделка трещин, пайка, правка, а также заливка подшипников.
Особенность и СУЩНОСТЬ![]() применения различных способов восстановления деталей хорошо
известны и не нуждаются в подробном изложении.
применения различных способов восстановления деталей хорошо
известны и не нуждаются в подробном изложении.
knigitut.net›18/87.htm
Большинство деталей автомобилей, примерно 65 %, имеет износ до 0,15 мм и только 5 % деталей при выходе автомобилей в капитальный ремонт имеют износ более 0,5 мм. При ремонте автомобилей повторно после восстановления могут использоваться до 70 % изношенных деталей.
Ремонтное производство располагает достаточным числом способов, чтобы восстанавливать практически все изношенные и поврежденные детали, кроме резиновых, пластмассовых и деревянных. Выбор способа восстановления деталей во многом зависит от формы и износа рабочих поверхностей.
Наблюдается следующее распределение восстанавливаемых деталей в % к общему числу деталей автомобилей по форме изнашивающихся поверхностей;
Износы больших отверстий .......... 7,7
малых ........................................... 31,0
шеек валов и осей ................... 11,5
шпоночных канавок и шлицев........ 5,5
фасонных поверхностей ......... 10,3
резьб ........................................... 5,0
и коробление плоскостей . .. ............ 18
Прочие износы ................................. 11
Итого: ..............................................100
Распределение деталей по износу рабочих поверхностей к общему числу деталей:
Износ, мм .......... 0,01-0,07 0,07-0,14
% к общему числу .. . 42,2 23,2
Износ, мм .......... 0,28-0,35 0,35-0,42
% к общему числу ... 5 3,7
Износ, мм .......... 0,14-0,21 0,21-0,28
% к общему числу ... 11,1 7,5
Износ, мм .......... 0,42-0,49 свыше 49
% к общему числу ... 2,2 51
Многочисленность технологических способов, применяемых при восстановлении деталей, объясняется разнообразием дефектов, дли устранения которых они применяются.
Характерными дефектами деталей являются: износ, который обусловливает нарушение размеров, формы и взаимного положения рабочих поверхностей; механические повреждения в виде остаточных деформаций, трещин, обломов, рисок, выкрашивания, пробоин; повреждения антикоррозионных покрытий, нанесенных окраской, гальваническими и химическими способами обработки. Большинство деталей с такими дефектами в процессе ремонта должны быть восстановлены. Целью ремонта является восстановление следующих качеств детали:
прочности;
формы и размеров деталей;
качества поверхностного слоя;
шероховатости поверхности;
защитных покрытий.
В результате высоких нагрузок, накопления усталости, деформаций и т. д. в детали или в конструктивном, узле могут возникнуть дефекты в виде трещин. Наличие трещин снижает статическую и усталостную прочность деталей. Усталостная прочность снижается также при наличии глубоких забоин и царапин. Поэтому при восстановлении деталям необходимо возвратить прочностные свойства.
Детали, подверженные трению или нагреву, при эксплуатации теряют размеры, форму и взаимное расположение поверхностей. В этом случае при восстановлении следует возвратить деталям форму и размеры, заданные технической документацией.
Детали, подверженные ударам абразивных частиц, имеют дефекты в виде забоин, царапин, местных углублений и износов. Эти дефекты снижают качество поверхности, что обусловливается изнашиванием деталей в результате трения. Большинство деталей автомобилей и дорожных машин имеют изменения в поверхностных слоях вследствие коррозии, наклепа, внутренних изменений и структурных, преобразований. При этом поражаются тонкие слои металла. Нарушение шероховатости поверхности и изменения в поверхностных слоях снижают прочностные характеристики детали. В таких деталях восстанавливают шероховатость поверхности и качество поверхностного слоя. Это достигается удалением поврежденных слоев металла с соблюдением требований к форме и размерам поверхностей.
Детали, работающие в агрессивной среде, при изготовлении защищают от коррозии специальными металлическими, полимерными и другими покрытиями, которые в процессе работы постепенно разрушаются и начинают корродировать. Таким образом, при ремонте необходимо восстановить эти покрытия.
Восстановление геометрической формы и размеров деталей возможно при выполнении следующих технологических операций: наращивание поверхностных слоев материала вместо изношенного; пластическое деформирование для восстановления размеров изношенных участков детали; замена части детали и установка дополнительных элементов; удаление части материала после обработки ее поверхностных слоев. К операции по восстановлению физико-механических свойств материала деталей следует отнести устранение дефектов и упрочнение материала тем или иным видом обработки для ослабления вредного действия микроповреждений в наиболее ответственных участках деталей.
Технологические способы восстановления деталей можно представить в виде двух групп: способы наращивания и способы обработки. К способам наращивания относятся способы, при которых изношенный материал детали компенсируют нанесением других материалов, в том числе и синтетических. К ним относятся сварка и наплавка, напыление, металлизация, пайка, нанесение электролитических металлопокрытий и полимерных материалов.
К способам обработки отнесены следующие технологические способы: обработки давлением, слесарно-механическая обработка, электрические способы обработки, упрочняющая обработка и т. д.
В табл. 3.2 приведены примеры различных способов, применяемых в технологии восстановления деталей.
Слесарно-механическая обработка применяется как самостоятельный способ ремонта деталей, а также при обработке деталей под ремонтные размеры и при постановке дополнительных ремонтных деталей. Кроме того, она является необходимой в ряде случаев при ремонте деталей другими способами .
Восстановление деталей пластической деформацией основано на использовании свойств металлов изменять под давлением внешних сил геометрическую форму и размеры без разрушения.
Таблица 3.2. Способы восстановления изношенных деталей
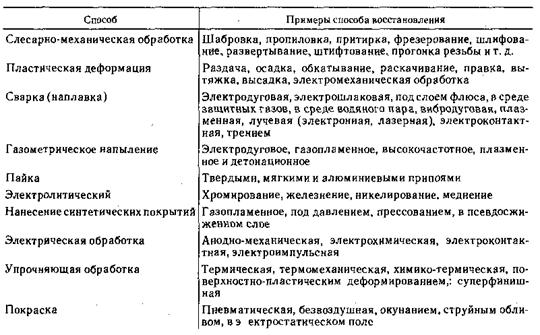
Восстановление деталей сваркой (наплавкой) заключается в том, что на изношенные поверхности деталей наплавляют металл, после чего их подвергают механической обработке. Кроме того, этот способ применяют при устранении на деталях механических повреждений (трещин, пробоин и т. д.).
Восстановление деталей газотермическим напылением заключается в том, что на подготовленную соответствующим образом поверхность детали при помощи специального аппарата напыляют сжатым воздухом или инертным газом расплавленный металл. После напыления деталь обрабатывают под требуемый размер.
Устранение дефектов пайкой представляет собой процесс, при котором соединение нагретых частей металла происходит в результате введения в зазор между ними расплавленного припоя.
Восстановление деталей электролитическим покрытием основано на осаждении металла на соответствующим образом подготовленную поверхность детали. Для ремонта изношенных деталей применяют хромирование и железнение (осталивание). Хромирование применяют так же, как защитно-декоративное покрытие деталей. Меднение и никелирование применяют как подслой при защитно-декоративном хромировании, а меднение еще применяют для защиты поверхностей деталей от цементации.
Синтетические материалы применяют для склеивания, ремонта изношенных деталей, выравнивания поверхностей кабин, кузовов, деталей оперения и других деталей перед окраской, при технических повреждениях. При помощи клеевых составов соединяют детали или части деталей из металлов и неметаллических материалов в различных сочетаниях между собой. Этим способом ремонтируют детали, имеющие поломки и обломы. Склеивание используют также для получения неразъемных соединений деталей при сборке.
Места деталей, имеющие трещины, пробоины, вмятины, неровности, предварительно подготавливают, а затем заполняют клеевыми составами в виде паст. В некоторых случаях для увеличения прочности, детали повреждения заделывают стеклотканью, пропитанной клеевыми составами. Этим способом успешно заделывают трещины на стенках рубашки охлаждения головки и блока цилиндров двигателя, топливного бака и других корпусных и емкостных деталей.
Покрытия из пластмасс на поверхности изношенных деталей можно наносить различными способами: наплавлением на предварительно нагретую поверхность детали, заливкой в пресс-формах, окунанием в жидкие полимерные материалы и др. Синтетическими материалами могут быть покрыты отдельные поверхности или вся деталь.
Электрическая обработка основана на явлении разрушения металла при электрическом искровом разряде. Этот вид обработки может применяться в качестве самостоятельного способа восстановления изношенных и поврежденных деталей, а также как операции, связанные с подготовкой или окончательной обработкой деталей, восстановленных другими способами. Обрабатываемая деталь может быть изготовлена из любого металла или сплава; материалом для инструмента могут служить латунь, медь, чугун, алюминий и его сплавы и др.
Упрочняющая обработка является одним из завершающих этапов восстановления деталей и имеет целью достижения заданных физико-механических свойств.
Покраска в процессе ремонта предназначается для защиты поверхности деталей от корозиии и придания детали высоких эстетических качеств.
Глава XIII Восстановление деталей обработкой под ремонтный размер
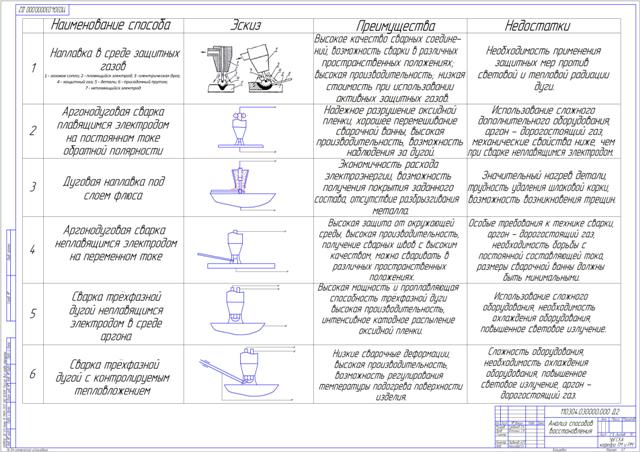
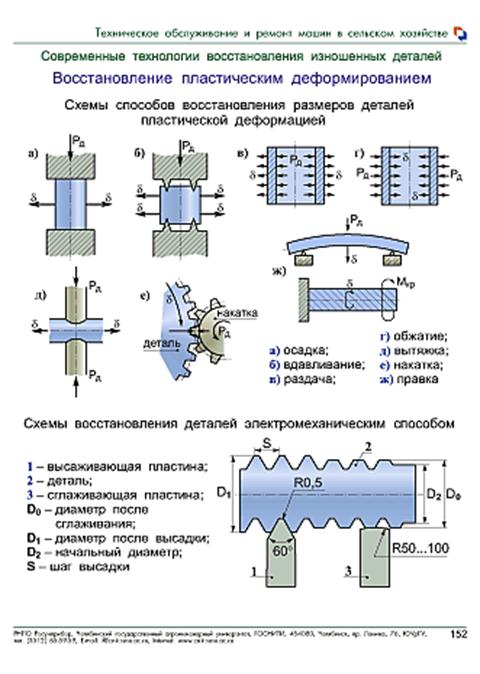
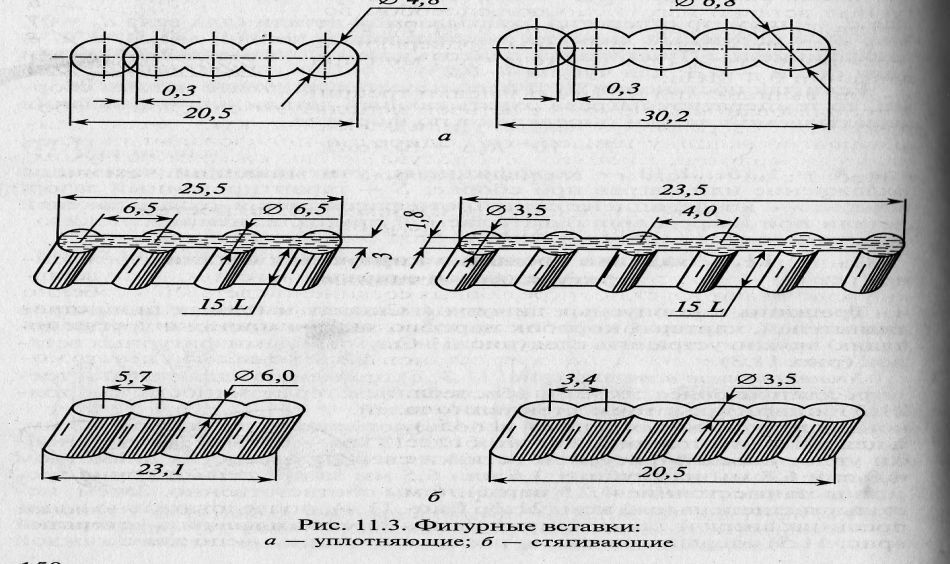
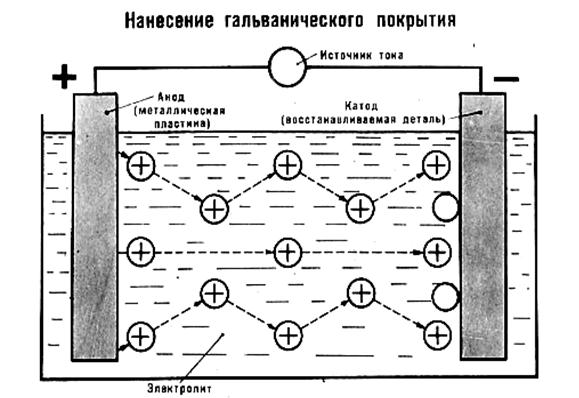


Восстановление деталей слесарно-механической обработкой
Механическая обработка применяется как самостоятельно, так и вместе с другими технологическими процессами (пластическим деформированием, металлизацией, сваркой и наплавкой). Обработка каждой детали носит индивидуальный характер и позволяет получить необходимую шероховатость поверхности посадочных и других точных размеров, обеспечивающих требования взаимозаменяемости деталей. Это приводит к тому, что производство носит единичный или мелкосерийный характер.
Механической обработкой восстанавливаются детали: а) под новый (отличный от номинального) размер; б) под номинальный размер.
Ремонт деталей под новый (отличный от номинального) размер. Его выполняют: методом получения индивидуального размера и методом получения ремонтных размеров.
Метод получения индивидуального размера заключается в том, что более ценную и сложную деталь ремонтируют до устранения повреждения, а сопрягаемую с ней более простую и дешевую деталь или подгоняют под нее, или же делают заново. Размеры деталей произвольны, сохраняется только заданная посадка, взаимозаменяемость отсутствует. При ремонте первой (основной) детали снимается минимальный слой металла, что увеличивает срок службы детали, однако для этого требуется большая затрата времени на подгонку и высокая квалификация рабочего. Этот метод распространяется только на единичные, особо сложные и дорогие детали, а также для некоторых легко подгоняемых деталей (при протачивании подшипников скольжения, при подгонке тормозных колодок) или в случае, когда детали сборочной единицы невзаимозаменяемы.
Ремонт деталей под ремонтный размер. С основной детали (например, цилиндра, поршневого пальца) снимают слой металла, сохраняя первоначальный допуск на размер. Сопряженная деталь (поршень или втулка поршневого пальца) изготовляется под ремонтный размер с сохранением первоначального допуска.
Ремонтным размером называется заранее установленный размер, отличный от заводского, номинального, под который ремонтируется деталь.
Величина первого ремонтного размера детали зависит от износа и припуска на обработку.
Припуск на обработку на сторону для какого-либо вала может быть подсчитан по формуле
![]()
Величина диаметра вала первого ремонтного размера может быть определена по формуле
![]()
где dH-номинальный (первоначальный) диаметр вала; б' - величина радиального износа; б"-припуск на обработку на сторону.
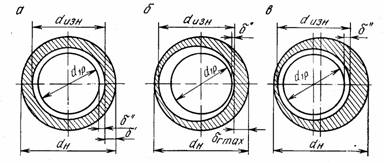
Рис. 1. Схема определения ремонтного размера вала
В этой формуле вычитаемое указывает величину, на которую уменьшается размер вала при ремонте под ремонтный размер. Разность между номинальным диаметром детали и диаметром детали первого ремонтного размера называют ремонтным интервалом и обозначают через у.
Тогда ремонтный интервал![]()
т. е. удвоенному радиальному износу плюс припуск на обработку по диаметру.
Поэтому можно написать: di = dn-у; d2 - di - y = du-2y и т. д.
Здесь у - ремонтный интервал, т. е. разница между двумя соседними ремонтными размерами или между номинальным и первым ремонтным размерами.
Число ремонтных размеров
![]()
Ремонтные размеры отверстий соответственно будут:
![]()
При ремонте деталей под ремонтный размер снимается слой металла; при этом уменьшаются механическая прочность и жесткость и повышается удельное давление, а это влияет на срок службы и характер работы детали. Поэтому устанавливают предельный размер.
Предельным размером называется такой размер детали, при котором дальнейшая эксплуатация ее или ремонт (путем дальнейшего снятия металла) недопустимы и деталь окончательно бракуется или ремонтируется до номинального размера.
Ремонт способом добавочных ремонтных деталей (ДР). Он широко применяется при восстановлении изношенных отверстий за счет постановки в них гильз, втулки, кольца или ввертыша. Кроме того, этот способ предусматривает замену отдельных частей деталей - дефектную часть удаляют, а вместо нее ставят добавочную деталь. Этот способ ремонта позволяет восстанавливать детали со значительным износом. При этом деталь не нагревается, и поэтому не нарушается ее структура и получается высокое качество ремонта.
Этим способом ремонтируются: 1) отверстия - постановкой ремонтной втулки, гильзы или кольца; 2) валы - напрессовкой втулки, кольца или постановкой полувтулок; 3) детали разнообразной формы - способом удаления дефектного и установки нового элемента детали; заменой зубчатого венца, шлицевой ступицы, шлицевого конца и др.; 4) плоские поверхности - постановкой планок или накладок.
Ремонт деталей слесарно-механической обработкой (притиркой, шабрением, опиловкой, штифтовкой, постановкой заплат и склеиванием).
Притирка эффективна в тех случаях, когда необходимо получить весьма плотное прилегание поверхностей. При этом одну деталь притирают к другой или каждую из деталей - к третьей, заранее проверенной (притирка по плите). В ряде сопряжений из-за износа нарушается плотность посадки и герметичность соединения. Если дефекты поверхности этих деталей невелики, применяется шлифование и притирка (например, клапаны двигателей). В качестве притирочных материалов используют твердые абразивные порошки (пасты ГОИ, наждак, толченое стекло, окиси алюминия, хрома или железа), смешанные с минеральным маслом, керосином или скипидаром. Механизированным путем детали притирают на специальных станках и приспособлениях.
Шабрением получают точную и чистую поверхность после предварительной обработки ее напильником, резцом или другим режущим инструментом. Шабрение применяют при снятии небольшого слоя металла. Этим способом достигается высокая точность- до 30 несущих пятен в квадрате 25x25 мм, шероховатость поверхности не более Ra = 0,32 мкм. Поверхность, обработанная шабрением, хорошо смазывается, так как смазка удерживается в полученных при шабрении рисках. Шабрение широко используют при подгонке плоскостей разъема деталей, направляющих вкладышей подшипников, втулок и т. д.
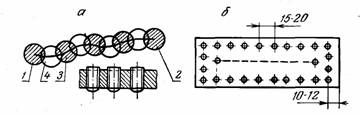
Рис. 2. Схема ремонта трещин
Опиловку применяют для снятия с поверхностей шероховатостей и. заусенцев с целью подгонки сопрягаемых поверхностей. Опиловкой обрабатывают плоскости, пазы, канавки, отверстия любой формы, поверхности, расположенные под различными углами, и т. д. Для придания опиленным поверхностям большей чистоты отделки их зачищают напильниками с мелом, шкуркой и шлифовальными кругами различных марок. Опиловку и зачистку деталей механизируют, используя опиловочные и опиловочно-за-чистные станки, а также ручные опиловочные, опиловочно-шлифо-вальные и зачистные машины.
Штифтовкой восстанавливают герметичность и работоспособность деталей, имеющих небольшие трещины. При штифтовке поверхность вокруг трещины зачищают и на концах трещины просверливают отверстия 1 и 2 под резьбу диаметром 4-6 мм для того, чтобы трещина не могла распространиться дальше. После этого размечают и накернивают центр отверстия 3 с таким расчетом, чтобы отверстие 4 перекрывало на 7з диаметра отверстия / и 3. В отверстиях 1 и 3 метчиком нарезают резьбу и ввертывают в них штифты. Выступающие концы штифтов отрезают на расстоянии 1,5-2 мм от поверхности ремонтируемой детали. Далее накернивают и сверлят отверстие 4, нарезают в нем резьбу и ввертывают штифт. В такой последовательности штиф-товку продолжают до заполнения штифтами всей трещины. После этого выступающие части штифтов расчеканивают, запиливают и пропаивают мягким припоем.
Отремонтированную таким способом деталь испытывают на герметичность; в случае появления течи ее устраняют подчеканиванием штифтов. Этим способом ремонтируют водяную рубашку двигателя внутреннего сгорания и другие детали.
Трещины и пробоины, имеющие значительную длину или площадь, обычно заделываются постановкой заплат.
Заплаты, крепящиеся винтами, ставят следующим образом . Поверхность детали вокруг трещины или пробоины зачищают. Концы трещины засверливают сверлом диаметром 3- 5 мм. Затем вырезают заплату такого размера, чтобы она перекрывала трещину или пробоину на 25-35 мм. Заплаты изготовляют из меди, латуни, алюминия или стали. Толщина заплаты зависит от размеров и назначения ремонтируемой детали. Заплату подгоняют по месту легкими ударами молотка. Далее по ее периметру на расстоянии 10-12 мм от края размечают центры отверстий под винты, которые располагают один от другого на расстоянии 15- 20 мм, и накернивают их. Отверстия сверлят сверлом диаметром 4-8 мм. Затем заплатой пользуются как кондуктором и просверливают тем же сверлом отверстия в стенке детали, нарезают в них метчиком резьбу и, смазав заплату с внутренней стороны суриком, привертывают ее винтами. Через 15-20 ч, когда высохнет краска, необходимо подтянуть винты и испытать деталь на герметичность. Для обеспечения большей герметичности под заплату ставят матерчатые прокладки, окрашенные с двух сторон суриком или белилами.
Склеивание деталей. Склеиванием заделывают трещины в блоках и головках цилиндров двигателей, в картерах; наклеивают фрикционные накладки тормозных колодок, фрикционов и сцеплений, заменяют прессовые посадки у втулок, шариковых подшипников и др.
Для ремонта деталей применяют эпоксидные смолы ЭД5 и ЭД6 и клей ВС-ЮТ.
Для приготовления пасты рекомендуется сначала приготовить четырехкомпонентную пасту. Для этого смолу предварительно нагревают на 60-90 °С, после чего вводят дибутилфталат, смешивая его со смолой, графит и слюдяную пыль, все время перемешивая смесь (не менее 5 мин). Приготовленную смесь охлаждают до комнатной температуры и хранят в закупоренной посуде.
Технологический процесс заделки трещин в ненагруженных местах чугунных деталей ведется в следующем порядке:
-
Участок детали, где имеется трещина, очищают и обрабатывают абразивным полотном до блеска.
-
На концах трещины сверлят отверстия диаметром 4-5 мм,
zverev1950.narod.ru›olderfiles…3.2…detalei_slesa…
Способы, используемые при восстановлении деталей
Восстановление деталей имеет большое значение. Стоимость восстановления отдельной группы деталей в 2-3 раза ниже стоимости их изготовления. Это объясняется тем, что при восстановлении деталей значительно сокращаются расходы материалов, электроэнергии и трудовых ресурсов.
Наиболее широкое применение получили следующие способы восстановления деталей: механическая обработка; сварка и наплавка; напыление; гальваническая и химическая обработка; обработка давлением; применение синтетических материалов.
Механическую обработку применяют в качестве подготовительной или завершающей операции при нанесении покрытий на изношенные поверхности, а также при восстановлении деталей обработкой под ремонтный размер или постановкой дополнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей, а установкой дополнительной ремонтной детали обеспечивают соответствие размеров детали размерам новой детали.
Сварка и наплавка - самые распространенные способы восстановления деталей. Сварку применяют при устранении механических повреждений деталей (трещин, пробоин и т. п.), а наплавку - для нанесения покрытий с целью компенсации износа рабочих поверхностей. На ремонтных предприятиях применяются как ручные, так и механизированные способы сварки и наплавки. Среди механизированных способов наплавки наибольшее применение имеет автоматическая дуговая наплавка флюсом и в среде защитных газов и вибродуговая наплавка. При восстановлении деталей применяют также такие перспективные способы сварки, как лазерная и плазменная.
Напыление как способ восстановления деталей основан на нанесении распыленного, расплавленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают следующие виды напыления: дуговое, газопламенное, высокочастотное, плазменное и др.
Гальваническая и химическая обработка основаны на осаждении металла на поверхности деталей из растворов солей гальваническим и химическим методом. Для компенсации износа деталей наиболее часто применяют хромирование, железнение и химическое никелирование. Нанесение на поверхности деталей защитных покрытий осуществляют с помощью гальванических процессов (хромирование, никелирование, цинкование, меднение) а также химических (оксидирование и фосфатирование).
Обработкой давлением восстанавливают не только размеры деталей, но и их форму, и физико-механические свойства. В зависимости от конструкции детали используют такие виды обработки давлением, как осадку, раздачу, обжатие, вытяжку, накатку, правку и др.
Синтетические материалы (пластмассы) применяют для компенсации износа деталей, работающих в условиях неподвижных посадок, а также при устранении механических повреждений (трещин, пробоин) в корпусных деталях.
Перечисленные способы восстановления деталей обеспечивают требуемый уровень качества и надежную работу деталей в течение установленных межремонтных пробегов автомобилей. Необходимый уровень качества восстановленных деталей достигается при правильном выборе технологического способа, а также управлением процессами нанесения покрытий и последующей обработки деталей. На качество восстановленных деталей влияют свойства исходных материалов, применяемых при нанесении покрытий, и режимы обработки.
maz-auto.info›sposoby-ispolzuemye-pri…detalejj/
Восстановление деталей электроконтактной приваркой стальной ленты
Сущность процесса восстановления заключается в приварке мощными
импульсами тока к поверхности детали стальной ленты. В сварочной
точке, полученной от действия импульса тока, происходит
расплавление ленты и поверхности детали. Металл ленты расплавляется
не по всей толщине, а лишь в тонком поверхностном слое В
МЕСТЕ![]() контакта с деталью. Ленту приваривают по всей изношенной
поверхности перекрывающимися точками, которые располагаются по
винтовой линии. Перекрытие точек как вдоль рядов, так и между
рядами достигается вращением детали со скоростью, пропорциональной
частоте импульсов, и продольным перемещением сварочных клещей. С
целью уменьшения нагрева детали и закалки слоя в зону сварки подают
охлаждающую жидкость.
контакта с деталью. Ленту приваривают по всей изношенной
поверхности перекрывающимися точками, которые располагаются по
винтовой линии. Перекрытие точек как вдоль рядов, так и между
рядами достигается вращением детали со скоростью, пропорциональной
частоте импульсов, и продольным перемещением сварочных клещей. С
целью уменьшения нагрева детали и закалки слоя в зону сварки подают
охлаждающую жидкость.
Твердость наплавленного слоя зависит от содержания углерода в материале ленты. Особенно высокую твердость обеспечивают хромистые и марганцовистые ленты.
Способ эффективен при восстановлении стальных и чугунных деталей с малыми износами (в пределах 0,3-0,5 мм и менее). Востанавливают этим способом посадочные места под подшипники и другие цилиндрические поверхности на валах, в стаканах подшипников и т. д.
Сначала проводят предварительную механическую обработку для удаления следов износа и обеспечения правильной формы изношенной поверхности. Затем из ленты, ширина которой соответствует ширине восстанавливаемого участка, отрезают заготовку. При установке на подготовленный участок вала зазор в стыке не должен превышать 0,3 мм. Оба конца заготовки в стыке предварительно приваривают к детали. Толщина ленты принимается с учетом диаметра подготовленного участка детали и припуска на окончательную обработку (0,2-0,3 мм). После предварительного закрепления ленту приваривают на установке. Амплитуда импульсов сварочного тока - 14-16 кА, длительность импульса - 0,008- 0,009 с. Усилие прижатия ролика - 1,3-1,6 кН. При восстановлении валов применяют установку ОКС-011-1-10, цилиндрических поверхностей корпусных деталей - ОКС-11-1-11.
Недостатком способа является ограниченная толщина наносимого слоя и сложность оборудования.
Разновидностью электроконтактной приварки является приварка проволоки при восстановлении резьбовых участков валов, которую укладывают во впадины резьбы.
Восстановление деталей электроконтактным напеканием порошков
Способ напекания порошков сочетает в себе ряд процессов, протекающих одновременно: прессование и спекание металлического порошка, припекание его к поверхности детали под действием давления и температуры. Сущность способа заключается в том, что между вращающейся деталью, установленной в шпинделе токарного станка, и медным роликом-электродом подают присадочный порошок. Ролик при помощи пневмо- или гидроцилиндра прижимается к детали с усилием 0,75-1,2 кН.
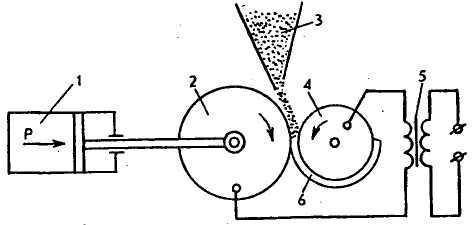
Рис. Схема электроконтактного напекания металлических
порошков:
1 - силовой цилиндр; 2 - ролик; 3 - бункер с порошком; 4 - деталь;
5 - трансформатор; 6 - нанесенный слой; 7 - прижимное усилие.
При проворачивании детали и ролика и в результате большого
электрического сопротивления В МЕСТЕ![]() их контакта порошок нагревается до 1000-1300°С. Нагретые частицы
порошка спекаются между собой и с поверхностью детали. Для
напекания порошка применяют большую силу тока (2600-3000 А на 1 см
ширины ролика) и низкое напряжение (0,7-1,2 В).
их контакта порошок нагревается до 1000-1300°С. Нагретые частицы
порошка спекаются между собой и с поверхностью детали. Для
напекания порошка применяют большую силу тока (2600-3000 А на 1 см
ширины ролика) и низкое напряжение (0,7-1,2 В).
Физическая сущность процесса заключается в том, что напекаемый слой не нагревается до температуры плавления. Спекание частиц порошка в слой и припекание слоя происходят за счет диффузионных процессов и сплавления частиц порошка в отдельных контактирующих точках их поверхности. Эта особенность процесса приводит к тому, что покрытие получается пористым. Заполненные маслом поры способствуют образованию устойчивой масляной пленки при работе сопряжения.
Качество слоя во многом зависит от размеров детали и ролика, давления, создаваемого роликом, химического состава порошка и частоты вращения детали. При диаметрах восстанавливаемых деталей 30-100 мм напеканием можно получить слой толщиной от 0,3 до 1,5 мм.
Преимущества процесса - высокая производительность, малая глубина теплового воздействия и высокая износостойкость слоя. К его недостаткам можно отнести ограниченность толщины напекаемого слоя и сложность оборудования.
Восстановление деталей электромеханической обработкой
Электромеханический способ восстановления деталей основан на сочетании термического и силового воздействия на поверхностный слой. Его применяют для восстановления валов и осей с небольшим износом, а также как заключительную операцию при обработке деталей. Процесс заключается в следующем. Деталь, установленную в патроне токарного станка, через контактное устройство на шпинделе подсоединяют к одной из клемм вторичной обмотки трансформатора; ко второй клемме подсоединяют инструмент, изолированно установленный в резцедержателе суппорта станка. В зону контакта детали и инструмента подают ток 350-1300 А при напряжении 2-6 В. Ток большой силы и низкого напряжения мгновенно нагревает металл в зоне контакта до высокой температуры (800-900′С). Быстрый отвод теплоты внутрь детали способствует закалке поверхностного слоя. Этим способом можно получить шероховатость поверхности Ra 0,16 и исключить операцию шлифования. Одновременно улучшаются механические свойства поверхностного слоя детали за счет его закалки на глубину 0,1 мм.
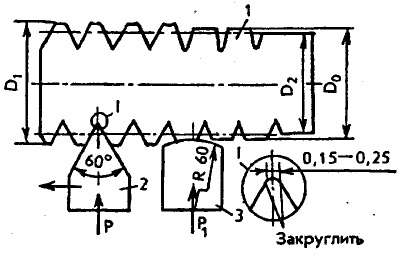
Рис. Схема высадки и сглаживания металла:
1 - деталь; 2 - высаживающий инструмент; 3 - сглаживающий
инструмент, D0 - диаметр после сглаживания; D1 - диаметр после
высадки; D2 - начальный диаметр.
При восстановлении изношенных осей и валов изношенную поверхность сначала обрабатывают высаживающим инструментом 2. Нагретый в зоне контакта металл выдавливается, образуя выступы, аналогичные резьбе. В результате диаметр детали увеличивается до диаметра D1. Вторым проходом сглаживающего инструмента 3 высаженную поверхность обрабатывают до необходимого размера D2.
Этим способом восстанавливают преимущественно поверхности валов неподвижных соединений (посадочные места под подшипники, шестерни, шкивы и т.д.) с износом не более 0,25 мм.
Введение дополнительного материала позволяет восстанавливать электромеханической обработкой детали с износом более 0,25 мм. В высаженную винтовую канавку навивают стальную проволоку, предварительно очистив ее, и приваривают роликовым инструментом.
Преимущества электромеханической обработки - высокая производительность, отсутствие коробления, низкая себестоимость. Основной недостаток - трудность получения в процессе обработки сплошного контакта инструмента с поверхностью, недостаточная стойкость высаживающих и сглаживающих пластин.
ustroistvo-avtomobilya.ru›to-i-tr…vosstanovleniya…
Восстановление деталей электролитическим наращиванием
Нанесение электролитических (гальванических) покрытий основано на электролизе металлов. При прохождении электрического тока через электролит (раствор солей, кислот и щелочей) в нем образуются положительно заряженные ионы электролита (катионы) и отрицательно заряженные (анионы). Катионы металлов и водорода движутся к катоду и образуют на нем металлический осадок (отложение) или выделяются в виде газа. Металлический осадок называется электролитическим (гальваническим) покрытием. Анионы движутся к аноду и растворяют его, если анод растворим.
Количество осажденного вещества на катоде, согласно закону Фарадея, можно определить по формуле:
G=cIt,
где G - теоретически возможное количество осажденного металла, г; с
- электрохимический эквивалент, г/А*ч; I - сила тока, A; t -
продолжительность электролиза, ч.
В связи с тем, что на катоде, кроме металла, выделяется водород и протекают другие процессы, количество фактически осажденного металла меньше теоретически возможного. Отношение количества фактически осажденного металла к теоретически возможному называют выходом металла по току или к.п.д. процесса (ванны).
Толщину осажденного слоя металла определяют по формуле:
b = с*Dk*tn/100y
где Dk - плотность тока, А/дм2; n - выход металла по току; у -
плотность осажденного металла, г/см3.
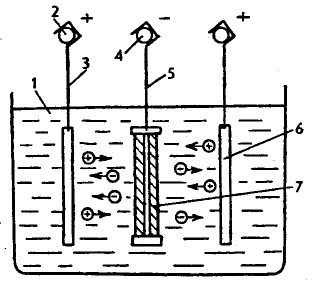
Рис. Схема электролитического осаждения металла: 1 - ванна; 2 - анодная штанга; 3 - подвеска для анодных пластин; 4 - катодная штанга; 5 - подвеска для детали; 6 - анод; 7 - деталь (катод).
При заданной толщине слоя металла по формуле можно определить продолжительность процесса.
Восстановление деталей электролитическими покрытиями имеет ряд преимуществ перед наплавкой: простота оборудования; в металле детали не происходят структурные изменения; возможность одновременно восстанавливать несколько деталей. Процесс позволяет восстанавливать детали с малыми износами и получать износостойкие покрытия. Недостаток процесса - большая трудоемкость, что ограничивает его применение при восстановлении деталей с большими износами.
Наиболее широко применяют хромирование и железнение, реже - никелирование, меднение и цинкование.
Хромирование. Электролитические покрытия хромом обладают высокой твердостью и износостойкостью. Поэтому хромированием восстанавливают износостойкие поверхности с небольшими износами (плунжерные пары, золотники распределителей, поршневые пальцы и др.).
Аноды изготовляют из свинца или сплава свинца и сурьмы. Отношение площади анодов к площади катодов принимают от 1:1 до 2:1. В процессе хромирования аноды не растворяются. Хромируемую деталь подвешивают к катоду. В качестве электролита используют раствор хромового ангидрида в воде с добавлением серной кислоты. Наибольший выход по току при соотношении хромового ангидрида и серной кислоты 100:1. Концентрация хромового ангидрида в электролитах - от 150 до 350 г/л. Плотность тока - от 15 до 80 А/дм2, напряжение - 12-15 В, температура электролита - 40-65°С.
Хромирование выполняют в ваннах, облицованных свинцом, винипластом или другим кислотостойким материалом. Стенки ванны делают двойными. Пространство между ними заполняют водой или маслом, которые являются теплоносителем для подо-грева электролита в ванне. Конструкция ванны должна предусматривать вытяжку для удаления продуктов испарения и газов, выделяющихся при электролизе. В качестве источников питания постоянного тока применяются выпрямители ВАКГ-12/6-300, ВАКГ-12/600М с напряжением 12 В, низковольтные генераторы АНД 500/250 и др. Для интенсификации процесса электролиза применяют реверсивный постоянный ток (полярность меняется по определенной программе).
Качество гальванического покрытия во многом зависит от подготовки поверхности и режима процесса. Подготовка деталей «гальваническому покрытию включает: очистку деталей; механическую обработку дяя придания правильной формы поверхностям; предварительное обезжиривание растворителями; изоляцию мест, не подлежащих покрытию, перхлорвиниловой лентой, эмалью ПХВ-715 и др. После этого деталь монтируют на подвески и проводят обезжиривание мест восстановления. Обезжиривание может проводиться химическим, электрохимическим и ультразвуковым способами.
Химическое обезжиривание проводят путем погружения деталей в горячий (60 «С) щелочной раствор и выдержки в нем от 5 до 60 мин.
Электрохимическое обезжиривание заключается в погружении деталей в щелочной раствор, через который пропускают ток. Детали служат катодом, а пластины из малоуглеродистой стали - анодом. Обезжиривание проводят при плотности тока 5-15 А/дм2, температуре электролита 60-70 «С в течение 2-3 мин на катоде и 1-2 мин на аноде. После обезжиривания промывают в воде. Чтобы получить прочное сцепление покрытий с основным металлом, необходимо провести активацию наращиваемых поверхностей (удалить пленку оксидов). Растворение оксидов проводят химическим или электрохимическим травлением. Черные металлы травят в водном растворе серной или соляной кислот. Электрохимическое травление поверхностей проводят в ванне при пропускании тока через деталь и раствор. Наиболее распространено анодное травление в ванне для электролиза (детали устанавливают на анодные штанги).
Для получения качественных хромовых покрытий необходимо соблюдать соотношение между плотностью тока и температурой электролита. Изменяя температуру электролита и плотность тока (без изменения состава электролита), можно получить три вида осадков хрома: блестящий (твердость - до НВ 900, высокая износостойкость и хрупкость), молочный (твердость - НВ 500-600, достаточная износостойкость и пластичность), матовый (наиболее твердый и хрупкий). Повышенная хрупкость матового осадка снижает его износостойкость, поэтому этот вид осадка при восстановлении деталей не используется. Блестящие осадки используют в декоративных целях.
Среднее значение выхода по току при хромировании составляет 13-15%, а скорость осаждения хрома - 0,03-0,06 мм/ч.
По причине плохой смачиваемости поверхности хромового покрытия снижается износостойкость деталей. Поэтому при восстановлении деталей, работающих в условиях повышенного удельного давления, высокой температуры и недостатка смазки (поршневые кольца, гильзы цилиндров и др.), применяют пористое хромирование. Пористость поверхности получают механическим, химическим или электрохимическим способами.
При химическом способе пористость на покрытии получают травлением в соляной или серной кислоте. При механическом способе на поверхности детали до хромирования наносят углубления резцом, накаткой или пескоструйной обработкой. В процессе хромирования подготовленный рельеф поверхности сохраняется. При электрохимическом способе детали подвергают анодной обработке в течение 8-12 мин в электролите того же состава, как и при хромировании.
Железнение. Железнением восстанавливают стальные и чугунные детали (посадочные места под подшипники, отверстия в головках шатуна и др.) с износом, достигающим 1 мм и более. При восстановлении деталей железнение применяют более широко, чем хромирование. В отличие от хромирования при железнении применяют растворимые аноды из малоуглеродистой стали. Их площадь должна быть в два раза больше покрываемой поверхности (катода). Выход по току при железнении - 85-95%, скорость осаждения металла - 0,2-0,5 мм/ч, твердость осадка НВ 700. Себестоимость восстановления деталей железнением составляет 30-50% от стоимости новых деталей.
Электролиты, применяемые при железнении, делят на три группы: хлористые, сернокислые и смешанные (сульфатно-хлористые). Наиболее распространены хлористые электролиты, которые дают лучшее качество покрытий. По температурному режиму электролиты делятся на горячие (60-90 °С) и холодные (18-20 °С). Горячие электролиты неудобны в эксплуатации, так как требуют дополнительных расходов на подогрев и контроль температуры, но они дают лучшее покрытие.
Из горячих электролитов применяют электролит, состоящий из 200-500 г/л хлористого железа, 100 г/л хлористого натрия, кислотность (рН) - 08-1,2. Режим железнения: плотность тока - 10-50 А/дм2, температура 70-80 °С.
Из холодных электролитов чаще применяют электролит, состоящий из 400-600 г/л хлористого железа, 0,5-2,0 г/л аскорбиновой кислоты, кислотность (рН) - 0,5-1,3. Режим железнения: плотность тока - 10-40 А/дм2, температура - 20-50 °С.
Подготовка поверхности детали к железнению в основном такая же, как и для хромирования. Ванны для железнения аналогичны ваннам, применяемым при хромировании. При железнении в горячем электролите внутреннюю поверхность ванны облицовывают кислотоупорным материалом (эбонитом, винипластом и т. п.).
Электролитическое осаждение железа можно вести и вневанным способом. Он позволяет восстанавливать отдельные изношенные отверстия в крупногабаритных деталях (блоки цилиндров, корпуса коробок передач задних мостов и т. д.). Кроме того, вневанное железнение позволяет повысить производительность процесса за счет циркуляции электролита и увеличения плотности тока до 300 А/дм2.
Различают три способа вневанного осаждения железа: струйное, проточное и электроконтактное. При проточном железнении изношенные отверстия превращают в местную ванночку, через которую циркулирует электролит. Электроконтактное железнение часто называют электронатиранием, так как электроосаждение металла происходит при прохождении постоянного тока в зоне контакта детали с анодом (тампоном из фетра, войлока, непрерывно смачиваемым электролитом).
Местное железнение - частный случай проточного железнения, сущность которого в том, что восстанавливаемое отверстие герметизируют снизу, заливают электролит, устанавливают анод 3 и подключают к источнику тока.
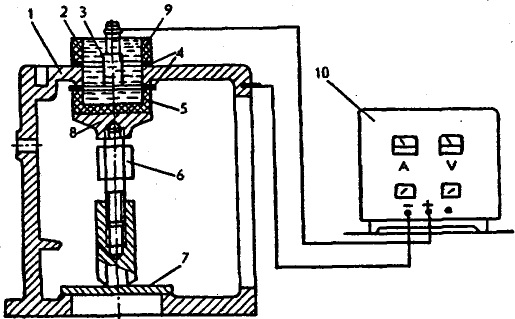
Рис. Схема местного железнения: 1 - деталь; 2 - электролит; 3 - анод; 4 - резиновые прокладки; 5- стакан; 6 - распорка; 7 - опорная плита; 8 - подставка; 9 - кольцо; 10 - выпрямитель.
Слесарно-механическая обработка
Сущность слесарно-механической обработки заключается в восстановлении правильной геометрической формы и поверхностных свойств деталей, а также обеспечении их первоначальной посадки.
Слесарно-механическую обработку, как способ восстановления деталей, можно разделить на следующие виды:
-
штифтовка,
-
постановка заплат,
-
шлифование и притирка,
-
восстановление деталей под ремонтный размер,
-
постановка дополнительной детали.
А) Штифтовка (длина трещины менее 30 мм) Ремонт деталей штифтовкой заключается в заделке трещин в неответственных местах путем постановки на всей длине трещины штифтов из красной меди с последующей их расчеканкой и поверхностным лужением. Работы при этом выполняются в следующей последовательности:
-
определить границы трещины (мел и керосин),
-
засверлить концы трещины, нарезать резьбу и ввернуть штифты из красной меди 0,6 мм,
-
просверлить отверстие на расстоянии 9-10 мм от оси первого отверстия, просверленного в конце тещины и ввернуть штифт,
-
просверлить отверстие между штифтами так, чтобы оно захватило 1/3 части одного и другого штифта и так же поставить штифты вдоль всей трещины. Высота штифтов должна быть больше (выше) поверхности блока на 0,1 - 0,2 мм,
-
расчеканить выступающие концы штифтов и пропаять мягким припоем. Проверить качество.
Б) Постановка заплат
Постановкой заплат восстанавливаются картера агрегатов автомобилей, имеющих пробоины и трещины. Заплаты устанавливаются следующими способами:
-
на винтах,
-
на заклепках,
-
приваркой,
-
приклеиванием.
В) Шлифование и притирка
Этот способ наиболее часто применяется при ремонте сопряжения седло-клапан.
Для седел выпускного клапана применяют конусные абразивы под углом 30° (относительно горизонтальной оси), для выпускного клапана - 45°. Ремонт рабочих фасок седел клапанов производят шлифованием специальными абразивными камнями.
Технические условия:
-
перед исправлением седла клапана следует проверить состояние направляющей клапана,
-
ширина рабочей фаски клапана не менее 2,5-3,0 мм.
Притирка - является завершающей операцией при восстановлении герметичности клапанов.
Г) Восстановление деталей под ремонтный размер.
Это один из наиболее старых и доступных способов. Сущность способа в том, что одна из деталей (более дорого стоящая) обрабатывается под меньший (вал) или больший (отверстие) размер, а другая заменяется на новую.
Предельно допустимые размеры отдельных деталей определяются:
-
прочностью деталей,
-
глубиной закаленного слоя (поверхностного).
Ремонтные размеры получают путем:
-
проточки,
-
расточки,
-
шлифования,
-
хонингования и т.д.
Ремонтные размеры имеют:
-
шейки коленчатого вала,
-
гильзы цилиндров,
-
поршни,
-
поршневые кольца,
-
поршневые пальцы,
-
стержни клапанов,
-
тормозные барабаны,
-
нажимные диски сцепления и др. детали.
Д) Восстановление деталей способом дополнительных деталей.
Этот способ применяется в том случае, когда необходимо восстановить и характер посадки, и первоначальные размеры деталей. Сущность состоит в том, что изношенная поверхность обрабатывается под больший или меньший размер и в основную деталь устанавливается дополнительная деталь (ввертыш, втулка и т.д.).
Этим способом восстанавливаются как круглые так и плоские детали. Для восстановления плоских поверхностей:
-
пластины,
-
диски,
-
кольца.
Для восстановления резьбовых отверстий применяются - ввертыши.
Крепление дополнительных деталей:
-
за счет насадок с натягом,
-
приварок в нескольких точках,
-
применение стопорных винтов, шпилек, штифтов.
Примеры применения:
-
отверстия под свечу,
-
отверстия под подшипники заднего моста,
-
отверстия под шкворни и т.д.
военная-энциклопедия.рф›…по…механическая-обработка
Механической обработкой восстанавливаются детали: а) под новый (отличный от номинального) размер; б) под номинальный размер.
Ремонт деталей под новый (отличный от номинального) размер. Его выполняют: методом получения индивидуального размера и методом получения ремонтных размеров.
Метод получения индивидуального размера заключается в том, что более ценную и сложную деталь ремонтируют до устранения повреждения, а сопрягаемую с ней более простую и дешевую деталь или подгоняют под нее, или же делают заново. Размеры деталей произвольны, сохраняется только заданная посадка, взаимозаменяемость отсутствует. При ремонте первой (основной) детали снимается минимальный слой металла, что увеличивает срок службы детали, однако для этого требуется большая затрата времени на подгонку и высокая квалификация рабочего. Этот метод распространяется только на единичные, особо сложные и дорогие детали, а также для некоторых легко подгоняемых деталей (при протачивании подшипников скольжения, при подгонке тормозных колодок) или в случае, когда детали сборочной единицы невзаимозаменяемы.
Ремонт деталей под ремонтный размер. С основной детали (например, цилиндра, поршневого пальца) снимают слой металла, сохраняя первоначальный допуск на размер. Сопряженная деталь (поршень или втулка поршневого пальца) изготовляется под ремонтный размер с сохранением первоначального допуска.
Ремонтным размером называется заранее установленный размер, отличный от заводского, номинального, под который ремонтируется деталь.
Величина первого ремонтного размера детали зависит от износа и припуска на обработку.
Припуск на обработку на сторону для какого-либо вала (рис. 21.1) может быть подсчитан по формуле
![]()
где f - величина прогиба вала, допустимого по техническим условиям (для коленчатых валов f прим. 0,05 мм); h - наибольшая радиальная глубина рисок на изношенной поверхности шейки (для коленчатых валов h прим. 0,03 мм); E - неточность базирования (установки) вала на станке (для коленчатого вала с выверкой по индикатору можно принять е = 0,04-0,05 мм).
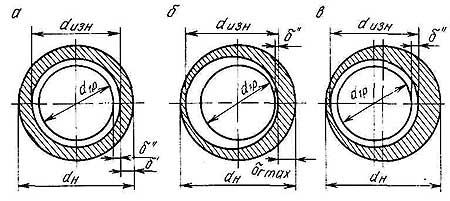
Рис. 21.1. Схема определения ремонтного размера вала
Величина диаметра вала первого ремонтного размера может быть определена по формуле
![]()
где dн - номинальный (первоначальный) диаметр вала; q' - величина радиального износа; 6"- припуск на обработку на сторону.
В этой формуле вычитаемое указывает величину, на которую уменьшается размер вала при ремонте под ремонтный размер. Разность между номинальным диаметром детали и диаметром детали первого ремонтного размера называют ремонтным интервалом и обозначают через у.
Тогда ремонтный интервал
![]()
т. е. удвоенному радиальному износу плюс припуск на обработку по диаметру.
Поэтому можно написать: d1=dн-у; d2=d1-y-dн-2y и т. д.
Здесь у - ремонтный интервал, т. е. разница между двумя соседними ремонтными размерами или между номинальным и первым ремонтным размерами.
Число ремонтных размеров
Ремонтные размеры отверстий соответственно будут: D1=Dн + + у; D2 = D1 + y = Dн + 2y, т. е.
При ремонте деталей под ремонтный размер снимается слой металла; при этом уменьшаются механическая прочность и жесткость и повышается удельное давление, а это влияет на срок службы и характер работы детали. Поэтому устанавливают предельный размер (dmin Dmax).
Предельным размером называется такой размер детали, при котором дальнейшая эксплуатация ее или ремонт (путем дальнейшего снятия металла) недопустимы и деталь окончательно бракуется или ремонтируется до номинального размера.
Ремонт способом добавочных ремонтных деталей (ДР). Он широко применяется при восстановлении изношенных отверстий за счет постановки в них гильз, втулки, кольца или ввертыша. Кроме того, этот способ предусматривает замену отдельных частей деталей - дефектную часть удаляют, а вместо нее ставят добавочную деталь. Этот способ ремонта позволяет восстанавливать детали со значительным износом. При этом деталь не нагревается, и поэтому не нарушается ее структура и получается высокое качество ремонта.
Этим способом ремонтируются: 1) отверстия - постановкой ремонтной втулки, гильзы или кольца; 2) валы - напрессовкой втулки, кольца или постановкой полувтулок; 3) детали разнообразной формы - способом удаления дефектного и установки нового элемента детали; заменой зубчатого венца, шлицевой ступицы, шлицевого конца и др.; 4) плоские поверхности - постановкой планок или накладок.
Ремонт деталей слесарно-механической обработкой (притиркой, шабрением, опиловкой, штифтовкой, постановкой заплат и склеиванием).
Притирка эффективна в тех случаях, когда необходимо получить весьма плотное прилегание поверхностей. При этом одну деталь притирают к другой или каждую из деталей - к третьей, заранее проверенной (притирка по плите). В ряде сопряжений из-за износа нарушается плотность посадки и герметичность соединения. Если дефекты поверхности этих деталей невелики, применяется шлифование и притирка (например, клапаны двигателей). В качестве притирочных материалов используют твердые абразивные порошки (пасты ГОИ, наждак, толченое стекло, окиси алюминия, хрома или железа), смешанные с минеральным маслом, керосином или скипидаром. Механизированным путем детали притирают на специальных станках и приспособлениях.
Шабрением получают точную и чистую поверхность после предварительной обработки ее напильником, резцом или другим режущим инструментом. Шабрение применяют при снятии небольшого слоя металла. Этим способом достигается высокая точность- до 30 несущих пятен в квадрате 25x25 мм, шероховатость поверхности не более Ra = 0,32 мкм. Поверхность, обработанная шабрением, хорошо смазывается, так как смазка удерживается в полученных при шабрении рисках. Шабрение широко используют при подгонке плоскостей разъема деталей, направляющих вкладышей подшипников, втулок и т. д.
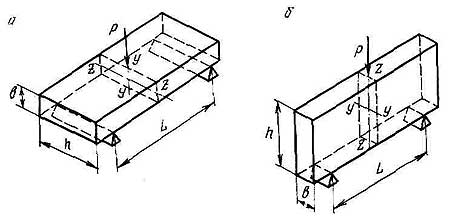
Рис. 21.2. Схема ремонта трещин
Опиловку применяют для снятия с поверхностей шероховатостей и заусенцев с целью подгонки сопрягаемых поверхностей. Опиловкой обрабатывают плоскости, пазы, канавки, отверстия любой формы, поверхности, расположенные под различными углами, и т. д. Для придания опиленным поверхностям большей чистоты отделки их зачищают напильниками с мелом, шкуркой и шлифовальными кругами различных марок. Опиловку и зачистку деталей механизируют, используя опиловочные и опиловочно-зачистные станки, а также ручные опиловочные, опиловочно-шлифовальные и зачистные машины.
Штифтовкой восстанавливают герметичность и работоспособность деталей, имеющих небольшие трещины. При штифтовке поверхность вокруг трещины зачищают и на концах трещины просверливают отверстия 1 и 2 (рис. 21.2, а) под резьбу диаметром 4-6 мм для того, чтобы трещина не могла распространиться дальше. После этого размечают и накернивают центр отверстия 3 с таким расчетом, чтобы отверстие 4 перекрывало на 7з диаметра отверстия / и 3. В отверстиях 1 к 3 метчиком нарезают резьбу и ввертывают в них штифты. Выступающие концы штифтов отрезают на расстоянии 1,5-2 мм от поверхности ремонтируемой детали. Далее накернивают и сверлят отверстие 4, нарезают в нем резьбу и ввертывают штифт. В такой последовательности штифтовку продолжают до заполнения штифтами всей трещины. После этого выступающие части штифтов расчеканивают, запиливают и пропаивают мягким припоем.
Отремонтированную таким способом деталь испытывают на герметичность; в случае появления течи ее устраняют подчеканиванием штифтов. Этим способом ремонтируют водяную рубашку двигателя внутреннего сгорания и другие детали.
Трещины и пробоины, имеющие значительную длину или площадь, обычно заделываются постановкой заплат.
Заплаты, крепящиеся винтами, ставят следующим образом (рис. 21,2, б). Поверхность детали вокруг трещины или пробоины зачищают. Концы трещины засверливают сверлом диаметром 3- 5 мм. Затем вырезают заплату такого размера, чтобы она перекрывала трещину или пробоину на 25-35 мм. Заплаты изготовляют из меди, латуни, алюминия или стали. Толщина заплаты зависит от размеров и назначения ремонтируемой детали. Заплату подгоняют по месту легкими ударами молотка. Далее по ее периметру на расстоянии 10-12 мм от края размечают центры отверстий под винты, которые располагают один от другого на расстоянии 15- 20 мм, и накернивают их. Отверстия сверлят сверлом диаметром 4-8 мм. Затем заплатой пользуются как кондуктором и просверливают тем же сверлом отверстия в стенке детали, нарезают в них метчиком резьбу и, смазав заплату с внутренней стороны суриком, привертывают ее винтами. Через 15-20 ч, когда высохнет краска, необходимо подтянуть винты и испытать деталь на герметичность. Для обеспечения большей герметичности под заплату ставят матерчатые прокладки, окрашенные с двух сторон суриком или белилами.
Склеивание деталей. Склеиванием заделывают трещины в блоках и головках цилиндров двигателей, в картерах; наклеивают фрикционные накладки тормозных колодок, фрикционов и сцеплений, заменяют прессовые посадки у втулок, шариковых подшипников и др.
Для ремонта деталей применяют эпоксидные смолы ЭД5 и ЭД6 и клей ВС-ЮТ. Для заделки трещин в чугунных деталях составляют специальную пасту (вес. ч.):
Смола ЭД6 или ЭД5 - 100
Дибутилфталат - 30
Графит - 50
Слюдяная пыль - 40
Полиэтиленполиамин - 10
Для приготовления пасты рекомендуется сначала приготовить четырехкомпонентную пасту. Для этого смолу предварительно нагревают на 60-90 °С, после чего вводят дибутилфталат, смешивая его со смолой, графит и слюдяную пыль, все время перемешивая смесь (не менее 5 мин). Приготовленную смесь охлаждают до комнатной температуры и хранят в закупоренной посуде.
Технологический процесс заделки трещин в ненагруженных местах чугунных деталей ведется в следующем порядке:
1. Участок детали, где имеется трещина, очищают и обрабатывают абразивным полотном до блеска.
2. На концах трещины сверлят отверстия диаметром 4-5 мм, нарезают их и ввертывают латунные штифты.
3. Абразивным кругом от ручной электродрели разделывают (расфасовывают) канавку треугольного сечения глубиной 0,75- 0,80 мм от толщины стенки.
4. Окончательно готовят необходимую порцию пасты. Для этого в приготовленную четырехкомпонентную смесь добавляется полиэтилен-полиамин в количестве 10 вес. ч. Пасту тщательно перемешивают в течение 5-6 мин и одновременно подготовленный участок детали обезжиривают ацетоном или другими растворителями жиров.
5. Пасту наносят шпателем в расфасованную канавку и в таком виде оставляют для сушки в течение 24 ч. Ускорить процесс можно подогревом детали.
6. После затвердения пасты деталь подвергается гидравлическому испытанию водой под давлением 0,3-0,4 МПа.
7. Если это давление детали выдерживают, то место заделки трещины шпаклюют и закрашивают.
delostroika.ru›…remont/258…detaley…obrabotkoy.html
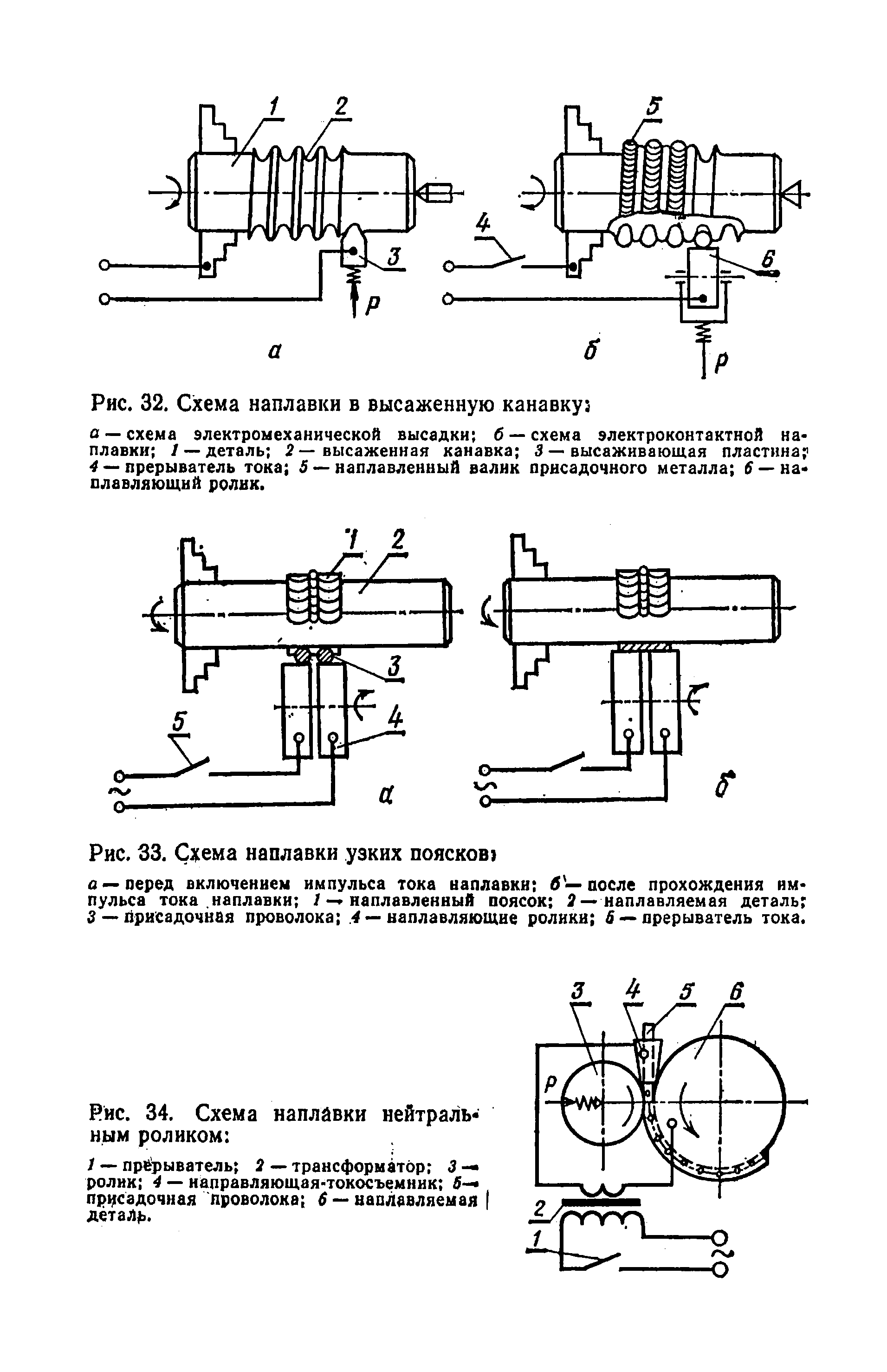
3. Сварка и наклёпка
Сваркой Называют технологический процесс получения неразъемных соединений твердых металлов посредством установления межатомных связей между свариваемыми деталями при их местном нагреве или пластическом деформировании, идти совместном действии того и другого.
Наплавка Представляет собой процесс нанесения слоя металла на поверхность изделия.
Согласно ГОСТ 19521-74 сварка и наплавка металлов классифицируются по физическим, техническим технологическим признакам
К физическим признакам Относят форму вводимой энергии, наличие давления и вид инструмента как носителя энергии.
В зависимости от вводимой энергии сварочные процессы разделены на три класса: Термический, термомеханический и механический.
К термическому классу относятся такие виды сварки, которые выполняются плавлением с использованием тепловой энергии {дуговая, газовая, высокочастотная, термитная, электрошлаковая, плазменная, электроннолучевая и лазерная); термомеханическому - с применением тепловой энергии и давления {контактная, диффузионная, газопрессовая и взрывом); механическому-с Использованием механической энергии и давления (трением, ультразвуковая и холодная).
К Техническим признакам Относятся способ защиты зоны сварки, непрерывность процесса и степень механизации.
По способу защиты металла сварка бывает: в воздухе, вакууме, защитных газах, под флюсом, в пене и в комбинированной защите. В качестве защитных газов могут использоваться активные газы (углекислый газ, азот, водород, водяной пар и их смеси), инертные газы (аргон, гелий, их смеси) и смеси активных и инертных газов.
По непрерывности процесса различают Непрерывные И Прерывистые Виды"сварки и по степени механизации -Ручные, механизированные и автоматические.
По Технологическим признакам Сварка может быть: дуговая, газовая, термитная, электрошлаковая, плазменная, электронно-лучевая, лазерная, контактная, диффузионная, газопрессовая, ультразвуковая, взрывом, трением
И холодная.
При ремонте машин операции сварки и наплавки по сравнению с другими методами восстановления более распространены, так как они позволяют получать:
- на рабочих поверхностях деталей слой любой толщины и химического состава;
- наплавленный слой с разнообразными свойствами, т. е. высокой твердостью и износостойкостью, антифрикционные, кислотные, жаропрочные и др.
Сварка и наплавка в распределении работ по методам восстановления занимают 70% всего объема. Из 75 марок низкоуглеродистой, легированной и высоколегированной сварочной проволоки, выпускаемой в стране, примерно 35% используется для механизированной сварки, 60%-при изготовлении электродов и только 5% -газовой сварки.
В ремонтных мастерских предприятий 80% деталей и сборочных единиц восстанавливают электродуговой сваркой и 20% -газовой.
Электродуговая сварка и наплавка. Электродуговая сварка относится к сварке плавлением с помощью электрической дуги. Впервые явление электрической дуги было открыто в 1802 г. академиком В. В. Петровым. Если два электрода подключить к источнику тока и в дальнейшем их разъединить, то между ними в газообразной среде возникнет дуговой разряд.
В 1882г. русский инженер Н. Н. Бенардос первым в мире применил эту электрическую дугу для целей плавления и сварки металла угольным электродом. Электрическая дуга горит между угольным электродом и свариваемой деталью. Присадочный материал для заполнения сварочного шва вводится в ванну извне в «виде отдельного прутка.
Сварка угольным электродом имеет небольшое распространение и используется главным образом при сварке тонколистовых материалов (облицовка комбайнов), наплавке твердыми сплавами почворежущих деталей плугов, культиваторов и др.
В 1888 г. русским инженером Н. Г. Славяновым была изобретена электродуговая сварка плавящимся металлическим электродом. Процесс сварки значительно упростился, и. она получила наибольшее применение.
Для получения электросварочной дуги используется постоянный и переменный ток. Так сваривают малоуглеродистые, углеродистые и легированные стали всех марок, чугун, цветные металлы, а также наплавляют твердые сплавы.
Чтобы полностью сплавить свариваемые кромки, когда толщину деталей нельзя проплавить за один проход, нужно выполнить разделку (скос) кромок «в зависимости от их толщины и метода сварки.
Классификация способов дуговой сварки: по степени механизации - ручная, механизированная, автоматизированная и автоматическая; по роду тока - постоянный, переменный и пульсирующий: по состоянию дуги - свободная и сжатая; по числу дуг - однодуговая и многодуговая; по популярности сварочного тока - прямой и обратный; по виду электрода- плавящийся (металлический), неплавящийся (угольный, вольфрамовый
И др.)
Физико-химические процессы при дуговой сварке и наплавке. В процессе сварки металл плавится, образуя сварочную ванну, а затем затвердевает в \ виде сварочного шва. Вместе с тем происходят нежелательные явления (окисление металлов, поглощение азота, выгорание легирующих примесей, объемный и структурные изменения), что приводит к короблению деталей, нарушению их термообработки и снижению прочности и сварочном шве. Эти процессы характерны для всех способов сварки плавлением.
Окисление металла приводит к снижению механических свойств сварочного шва. Поглощение азота вызывает образование нитридов железа, марганца и др., что увеличивает прочность шва, но резко уменьшает ударную вязкость.
В зоне сварки происходят плавление, перенос электродного или присадочного металла, деформирование шва и другие процессы, которые влияют на производительность сварки, потери металла, устойчивость горения дуги и прочие определяющие качество сварки факторы.
4. Сварочные материалы.
Для уменьшения вредного последствия рассмотренных выше явлений сварку ведут различными материалами (сварочной проволокой, прутками и электродами).
Сварочные, проволоки. Стальную сварочную проволоку изготовляют по ГОСТ 2246-70 и разделяют на низкоуглеродистую, легированную и высоколегированную. Всего выпускают 75 марок диаметром 0,3,..12 мм.
Условное обозначение марки проволоки включает: индекс Св -- сварочная и следующих за ним цифр, показывающих содержание углерода в сотых долях процента; буквенное обозначение легирующих элементов.
При содержании последних менее 1 % ставят только букву этого элемента, а если превышает 1% - цифру, указывающую на наличие элемента в целых единицах процента.
Цифра перед Св Обозначает диаметр проволоки, буква А В конце марки низкоуглеродистых и легированных проволок указывает на повышенную чистоту металла по содержанию серы и фосфора. Буквы, стоящие после А Через дефис, указывают: О - омедненная, Э - для изготовления электродов, Ш - полученная из стали, выполненной электрошлаковым переплавом; ВД - выплавленная вакуумно-дуговым переплавом; ВИ - выплавленная в ва-куумно-индукционной печи; Д - холодно деформированная (тянутая); Г- го-рячедеформированная; КР - круглого сечения; БТ - мотки, бухты; КТ - катушки; БР - барабаны. Так, например, 2,5Св08ХЗГ2СМФА-ВИ-Э-О Расшифровывают следующим образом:
диаметр проволоки 2,5 мм, сварочная проволока содержит 0,08% углерода, 3% хрома, 2% марганца, 1% кремния, 1% молибдена, 1% ванадия, повышенно чистая по содержанию серы и фосфора, выплавленная в вакуумно-индукционной печи, предназначенная для изготовления электродов, омедненная.
Электроды делятся на неплавящиеся и плавящиеся. К Неплавящимся Относятся графитовые и вольфрамовые. В качестве присадочного материала используется обычно сварочная проволока.
Плавящиеся Электроды классифицируются по различным признакам и различаются по видам покрытий.
Для сварки и наплавки деталей используют качественные электроды со специальными покрытиями.
Наплавочные электроды обозначают обычно двумя буквами ЭН И цифрами, которые показывают гарантированную твердость наплавленного слоя. Каждому типу соответствует несколько марок, отличающихся видом покрытий и составом обмазок. По ГОСТ 10051-75 установлено 44 типа.
Лекция «Применением полимерных материалов и другие способы восстановлении деталей машин»
1. Ремонт машин/ Под ред. Тельнова Н. Ф. - М.: Агропромиздат, 1992, 560 с.: ил.[с. 193..210]
2. Технология ремонта машин и оборудования. Под общ. ред. И. С. Левитского. Изд.2-е, перераб. и доп. М.: «Колос», 1975.
Дополнительная:
Ремонт машин/ 0.I. Сiдашенко, О. А. Науменко, А. Я. Поicький та ш.;
За ред. 0.I. Сiдашенка, А. Я. Полiського. - К.: Урожай, 1994.- 400с. [с. 138..143 ]
Основные полимерные материалы.
При ремонте машин широко применяют полимерные материалы как для
изготовления, так и для восстановления деталей. Это объясняется
тем, что они обладают рядом ценных свойств (небольшая объемная
МАССА![]() ,
значительная прочность, хорошая химическая стойкость, высокие
антифрикционные и диэлектрические свойства, вибростойкость,
достаточно высокая теплостойкость некоторых из них и т. д.).
,
значительная прочность, хорошая химическая стойкость, высокие
антифрикционные и диэлектрические свойства, вибростойкость,
достаточно высокая теплостойкость некоторых из них и т. д.).
Использование полимеров позволяет во многих случаях избежать сложных технологических процессов при восстановлении деталей, таких, как сварка, наплавка, гальванические покрытия и др. Технология применения полимеров проста и доступна для внедрения на ремонтных предприятиях.
Основа пластических масс (пластмасс) - искусственная (синтетическая) или естественная смола, которая играет роль связующего материала и определяет их химические, механические, физические и другие свойства.
Различные пластмассы получают путем добавок к смоле наполнителей, пластификаторов, отвердителей, красителей и других материалов.
К полимерным Материалам относятся пластики, которые, как и пластмассы, делятся на две большие группы: термореактивные (реактопласты) и термопластичные (термопласты).
Реактопласты при нагреве размягчаются, и их можно формовать прессованием или другими способами. После дальнейшего нагрева происходят определенные химические превращения, и они становятся твердыми, плотными, нерастворимыми и неплавкими. Повторно реактопласты по прямому назначению использовать нельзя.
Термопласты Размягчаются при нагреве, формируются литьем под давлением, а затем после охлаждения затвердевают, сохраняя приданную им форму. При повторном нагревании термопласты становятся мягкими и плавкими, т. е. пригодными для повторного использования.
Наполнители служат для улучшения физико-механических, диэлектрических, фрикционных или антифрикционных свойств, для повышения теплостойкости и уменьшения усадки полимерных материалов, а также для удешевления. В качестве наполнителей используют металлические слежку; портландцемент, хлопчатобумажные ткани, стеклоткань, бумагу, асбест, слюду, графит и др.
Пластификаторы - дибутилфталат, камфара, олеиновая кислота, диметил - и ди-этилфталат и другие - придают полимерам эластичность, вязкость и текучесть при переработке.
Отвердители - амины, магнезия, известь и другие - способствуют переходу полимеров в твердое и нерастворимое состояние.
Красители - нигрозин, охра, мумия, сурик и другие - сообщают полимерам определенный цвет.
Среди многих полимерных материалов, применяемых при ремонте машин, все большее значение приобретают полиамиды, полиэтилен, волокнит, стеклопластик, стиракрил, композиции на основе эпоксидных смол и т. д.
Основные полимерные материалы, используемые в ремонтном деле, характеризуются следующими свойствами.
Капроновая смола (капролактам) марки А и Б - твердый роговидный материал белого цвета или с желтоватым оттенком. Поставляется в виде гранул. Предел прочности: при сжатии 70-80 МПа, при растяжении 60-65 МПа, при изгибе 80 МПа.
Капролактам Применяют для изготовления и восстановления деталей с высокими антифрикционными свойствами (подшипники, зубчатые колеса, втулки, ролики, вкладыши), уплотнений, прокладок и т. д.
Основной недостаток капрона - низкая теплопроводность, теплостойкость и усталостная прочность (6,5 МПа). Максимально допустимая рабочая температура капроновых деталей или покрытий на воздухе не должна превышать плюс 70-80°С и минус 20- 30°С.
Полиэтилен Высокого давления марки Г1Э-150 - твердый роговидный материал молочно-белого цвета. Поставляется в виде гранул. Предел прочности при растяжении 12-16 МПа, при сжатии 12,5 МПа, при изгибе 12-17 МПа.
Полиэтилен этой марки обладает высокими диэлектрическими свойствами, значительной сопротивляемостью к действию кислот и щелочей, хорошей стойкостью в среде различных масел, незначительной поглощаемостью влаги.
Полиэтилен ПЭ-150 Применяют для изоляции проводов, кабелей, деталей высокочастотных устройств, радиоаппаратуры, обкладки аппаратов, резервуаров, покрытия металлов. Полиэтиленовые пленки используют в качестве упаковочного материала.
Полиэтилен низкого давления марок Л, Э и П - твердый роговидный материал молочно-белого цвета. Выпускают его в виде гранул. Предел прочности при растяжении 22- 27 МПа (для марки Л), 22-35 МПа (для марки Э), 22-45 МПа (для марки П). Применяют его для изготовления и восстановления колес, крышек, кожухов, трубок и т. д. Пресс-порошки ФКП-1 и ФК. П-2 Выпускают в виде порошков. Временное сопротивление статическому изгибу для порошка ФКП-1 составляет 50-60 МПа. Его применяют для изготовления деталей с повышенной механической прочностью и сопротивляемостью удару (фланцы, крышки, маховики, шестерни, шкивы, рукоятки и т. д.).
Порошок ФКП-2 Имеет предел прочности при изгибе 75-85 МПа. Этот порошок применяют для изготовления деталей с повышенной прочностью на удар и изгиб (фланцы, шестерни, шкивы, кулачки и т. д.).
Клей БФ-2 - однородная вязкая жидкость темно-коричневого цвета. Им можно склеивать металлы и неметаллические материалы, работающие при температуре от -60° до +180°С, фенольно-формальдегидные пластики, текстолит, стеклотекстолит, гетинакс, амипласты, фибру, стекло, эбонит, древесину, фанеру, ткани, кожу, керамику и т. д.
Предел прочности склеенных образцов на растяжение: сталь-сталь 28,5-38,5 МПа; сталь-фарфор 10 МПа, сталь-стекло 13,9 МПа; дюралюминий-дюралюминий 6,5- 10 МПа. Соединения, стойкие в воде, спирте, бензине, керосине, минеральных кислотах. Выпускают клей в готовом для употребления виде.
Клей БФ-6 Применяют для склеивания тканей, фетра и т. д. Клей ВС-10Т-однородная прозрачная жидкость темно-красного цвета, без посторонних примесей и осадков. Им можно склеивать между собой и в любом сочетании различные металлы и неметаллические материалы (сталь, чугун, алюминий, медь и их сплавы, стеклотекстолит, теплостойкие пенопласты, а также асбоцементные материалы), работающие при температуре 200°С в течение 200 ч и при температуре 300°С в течение 5 ч. Предел прочности на сдвиг (сталь ЗОХГСА - сталь ЗОХГСА) составляет при температуре 20°С-15-17 МПа, при температуре 200°С - 6,0-6,5 МПа и при температуре 300°С - 3,5-4,0 МПа.
Ремонт деталей
Ремонт деталей, имеющих трещины и пробоины. Блоки цилиндров, их головки, картеры коробок передач и другие детали ремонтируют с использованием эпоксидных смол.
Широко используется Эпоксидная смола ЭД-16- прозрачная вязкая масса светло-коричневого цвета. В герметически закрытом сосуде при комнатной температуре она может храниться продолжительное время.
Смола отвердевает под действием отвердителя, В качестве последнего служат алифатические амины, ароматические амины (АФ-2), низкомолекулярные полиамиды (Л-18, Л-19 и Л-20). Самым распространенным считается Полиэтиленполиамин - вязкая жидкость от светло-желтого до темно-бурого цвета.
Чтобы повысить эластичность и ударную прочность отвержденной эпоксидной смолы, следует вводить в ее состав пластификатор, например дибутилфталат - желтоватую маслянистую жидкость.
С помощью наполнителей улучшаются физико-механические, фрикционные или антифрикционные свойства, повышаются теплостойкость и теплопроводность и снижается стоимость. К ним относятся чугунный, железный и алюминиевый порошки, асбест, цемент, кварцевый песок, графит, стекловолокно и др.
Эпоксидную композицию готовят следующим образом. Разогревают тару с эпоксидной смолой ЭД-16 в термошкафу или емкости с горячей водой до температуры 60…80°С и наполняют ванночку необходимым количеством смолы. В последнюю добавляют небольшими порциями пластификатор (дибутилфталат), тщательно перемешивая смесь в течение 5…8 мин. Далее так же вводят наполнитель - 8… 10 мин.
Приготовленный состав можно хранить длительное время. Непосредственно перед его применением вливают отвердитель и перемешивают в течение 5 мин, после чего эпоксидная композиция должна быть использована в течение 20…25 мин.
Качество эпоксидных покрытий во многом зависит от состава, композиции. Трещины длиной до 20 мм заделывают Следующим образом.
С помощью лупы 8… 10-кратного увеличения определяют границы трещин и на ее концах сверлят отверстия диаметром 2,5… 3,0 мм. Вдоль нее по всей длине снимают фаску под углом 60… 70 °С на глубину 1,0…3,0 мм. Если толщина детали менее 1,5 мм, то снимать фаску не рекомендуется. Зачищают поверхность на расстоянии 40 … 50 мм от трещины до металлического блеска. Обезжиривают поверхности трещины и зачищенного участка, протирая их смоченным в ацетоне тампоном.
После просушивания в течение 8… 10 мин поверхность детали вновь обезжиривают и вторично просушивают.
Деталь 1 (рис. 1, а) Устанавливают так, чтобы поверхность с трещиной 2 Длиной до 20 мм находилась в горизонтальном положении, и наносят шпателем эпоксидный состав 3 На поверхности трещины и зачищенного участка.
Трещину длиной 20… 150 мм (рис. 1,6) Заделывают так же, но после нанесения эпоксидного состава 3 На нее дополнительно укладывают накладку 4 Из стеклоткани. Последняя перекрывает трещину со всех сторон на 20…25 мм. Затем накладку прикатывают роликом 5. На поверхность наносят слой состава, и накладывают вторую накладку Б (рис. 1, в) С перекрытием первой на 10… 15 мм. Далее прикатывают роликом и наносят окончательный слой эпоксидного состава
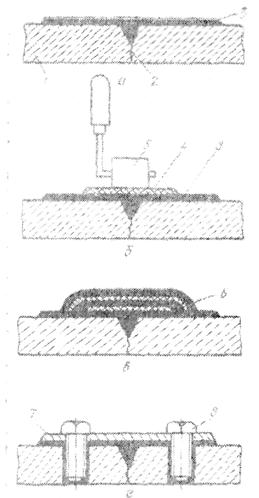
Рис.1 Схема заделки трещин:
1 - деталь; 2 - трещина; 1 - Эпоксидный состав; 4 и 6-накладки из стеклоткани; 5 - ролик; 7 - Металлическая накладка; 8 ~ болт.
На трещины длиной более 150 мм (рис. 1, г) Наносят эпоксидный состав с наложением металлической накладки и закреплением ее болтами. Подготовка поверхности и разделка трещины такая же, что и для трещины длиной менее 150 мм.
Накладку 7 изготавливают из листовой стали толщиной 1,5… 2,0 мм. Она должна перекрывать трещину на 40… 50 мм. В накладке сверлят отверстия диаметром 10 мм. Расстояние между их центрами вдоль трещины 60… 80 мм. Центры должны отстоять от краев накладки на расстоянии не менее 10 мм.
Накладку устанавливают на трещину. Кернят центры отверстий на детали, снимают накладку, сверлят отверстия диаметром 6,8 мм и нарезают в них резьбу1М8Х1. Поверхности детали и накладки зачищают до металлического блеска и обезжиривают.
Далее наносят на них слой эпоксидного состава. Размещают накладку на деталь и заворачивают болты, предварительно покрыв резьбовые поверхности тонким слоем эпоксидного состава.
Пробоины на деталях заделывают с помощью этого же состава с наложением металлических накладок заподлицо или внахлестку. В первом случае (рис. 2, а)Притупляют острые кромки пробоины и зачищают поверхность детали вокруг пробоины до металлического блеска на расстоянии 10…20 мм.
Накладку изготавливают из листовой стали толщиной 0,5,.. 0,8 мм. Она должна перекрывать пробоину на 10…20 мм. Обезжиривают и просушивают в течение 8… 10 мин кромки пробоины и зачищенный вокруг нее участок поверхности.
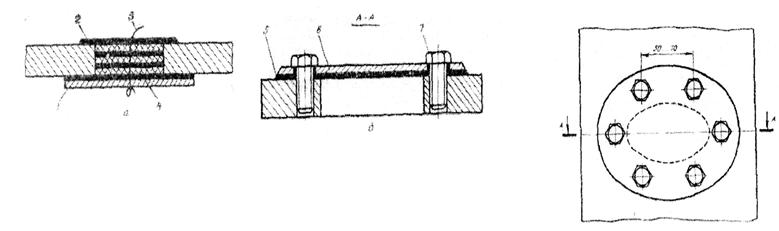
Рис.2 Схема заделки пробоин с наложением накладок:
А - заподлицо; б - Внахлестку; 1 и б - металлические накладки; 2 и 5 - слои эпоксидного состава; 3 - проволока; 4 - Накладка из стеклоткани; 7 - Болт.
Прикрепляют к центру накладки проволоку диаметром 0,3…0,5 мм и длиной 100… 150 мм. Выполняют из стеклоткани накладки по контуру пробоины. Наносят тонкий слой эпоксидного состава после вторичного обезжиривания кромок пробоины и зачищенного участка и просушивания.
Устанавливают накладку 1 Под пробоину и закрепляют проволокой 3. Затем укладывают на накладку 1 Накладку 4 Из стеклоткани, прикатывают ее роликом, наносят эпоксидный состав, укладывают вторую накладку из стеклоткани и прикатывают ее роликом. Операции по нанесению эпоксидного состава и укладке накладок из стеклоткани повторяют до тех пор, пока пробоина не будет заполнена по всей толщине стенки. На верхнюю накладку наносят слой 2 эпоксидного состава и проводят его отверждение. Во втором случае (рис. 2,6) Притупляют острые края пробоины, зачищают вокруг нее на расстоянии 40… 50 мм до металлического блеска поверхность детали. Накладку изготавливают из стали толщиной 1,5…2,0 мм. Она должна перекрывать пробоину на 40… 50 мм. Сверлят в ней отверстия диаметром 10 мм. Расстояние между ними по периметру пробоины 50… 70 мм. Центры должны отстоять от краев накладки на расстоянии 10 мм. Сверлят в детали отверстия диаметром 6,8 мм и нарезают в них резьбу 1М8Х1. Зачищают до металлического блеска поверхность накладки, соприкасающуюся с деталью. Обезжиривают поверхности детали и накладки, а затем наносят на них тонкий слой эпоксидного состава. После этого зачищают подтекания и наплывы эпоксидной композиции и проверяют качество ремонта. 3. Способы восстановления деталей Заделка трещин в корпусных деталях. Эту операцию выполняют слесарно-механическими способами: штифтованием, фигурными вставками и постановкой заплат. Заделка трещин Штифтованием - весьма трудоемкая операция и требует высокой квалификации слесаря. Ее используют при ремонте деталей, к которым предъявляются условия герметичности (корпуса коробок передач, задних мостов, водяных рубашек блоков цилиндров). Сущность этого способа состоит в том, что трещину по всей ее длине заделывают резьбовыми штифтами.
Последние изготовляют из красной меди или бронзы. Вначале засверливают концы трещины, нарезают в них резьбу и устанавливают штифты. Затем в порядке, указанном на рисунке 2.50, сверлят отверстия и устанавливают остальные штифты. Концы штифтов рекомендуется расчеканивать, а отремонтированные поверхности - пропаивать. Трещины длиной 50 мм и более заделывать штифтами не следует.
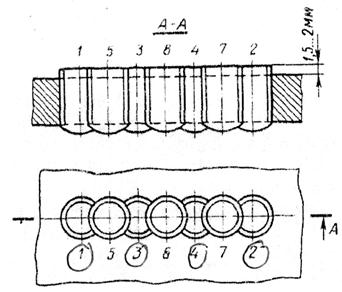
Рис. 3. Схема заделки трещин штифтами.
Заделка трещин фигурными вставками позволяет восстанавливать не только герметичность детали, но и ее прочность.
Технология ремонта включает получение в детали специального паза и запрессовку в него заранее изготовленной фигурной вставки (рис. 4). К основным деталям оснастки, от которых зависит качество работы, относятся кондуктор для сверления отверстий паза и сама фигурная вставка. Трещины заделывают уплотняющими и стягивающими фигурными вставками, которые изготовляют из малоуглеродистой стали 20 или Ст. 3.
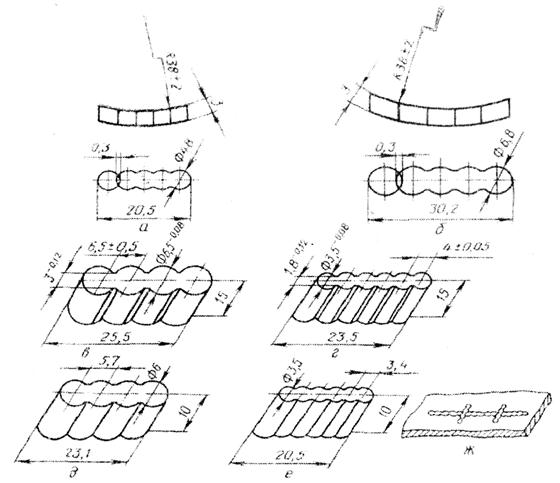
Рис.4 Типы фигурных вставок: а и б - уплотняющие; в, г, д, И Е - стягивающие; ж - сверление отверстий поперек трещины.
Заделка трещины уплотняющими фигурными вставками заключается в следующем.
Отступив от конца трещины в сторону ее продолжения на 4 … 5 мм, сверлят отверстия диаметром 4,6 мм для деталей с толщиной стенки до 12 мм и диаметром 6,6 мм свыше 12 мм на глубину соответственно 3,5 и 6,5 мм.
Затем последовательно вдоль трещины сверлят также отверстия с помощью специального кондуктора. Последний переставляют и фиксируют каждый раз по просверленному отверстию. Кроме того, выполняют отверстия и поперек трещины - по два с каждой стороны через каждые пять отверстий.
Устанавливают в паз сначала поперечные, а затем продольные вставки, смазав предварительно торцовые и боковые поверхности эпоксидным Компаундом, И расклепывают их.
Заделка трещины стягивающими фигурными вставками аналогична способу, рассмотренному выше. Фигурный паз под стягивающую фигурную вставку изготовляют только поперек трещины. С помощью специального кондуктора сверлят шесть отверстий диаметром 3.5 мм на глубину 10 или 15 мм (в зависимости от толщины стенки детали) с шагом больше чем на 0,1… 0,3 мм, располагая три отверстия с одной стороны и три - с другой.
Перемычку между отверстиями удаляют специальным пробойником в виде пластин толщиной 1,8 или 3,0 мм. В полученный паз запрессовывают фигурную вставку, предварительно обезжирив поверхности и смазав их эпоксидным составом.
Трещина стягивается за счет разности размеров шаговмежду осями отверстий фи-гурного паза и фигурной вставки. 'Данным способом рекомендуется восстанавливать перегородки между цилиндрами блок-картера, корпуса коробок передач и заделывать трещины в головках цилиндров.
Разработан комплект оснастки ОР-11362, в состав которого входят два усовершенствованных кондуктора. Они служат для ремонта наружных стенок деталей и внутренних цилиндрических поверхностей, отличаются от существующих своей универсальностью, простотой устройства и небольшой трудоемкостью при эксплуатации.
Ремонт резьбовых соединений. Работоспособность резьбовых соединений восстанавливают двумя методами: с Изменением первоначального размераИзношенной резьбовой детали (способ ремонтных размеров) и Без его изменения (способы наплавки и заварки, постановки добавочных деталей, замены части детали).
Более прогрессивным считается последний, т. е. без изменения размеров резьбы (под номинальный размер), так как при этом не нарушается взаимозаменяемость и не уменьшается прочность соединения.
Наружную резьбу восстанавливают несколькими способами. Сорванную резьбу (менее 2 ниток) и забоины устраняют прогонкой с помощью резьбонарезного инструмента и слесарной обработки.
Обычно бракуют болты с изношенными головками, сорванную резьбу более 2 ниток, а также изношенную резьбу. При ремонте резьбы на валах заменяют изношенную резьбовую часть детали или наплавляют металл на поверхность различными способами.
Основным недостатком наплавки следует считать снижение усталостной прочности детали (от 10 до 30%) и возможность прожога тонкостенных деталей. Резьбовые отверстия имеют следующие основные дефекты: срыв, забитость, смятие и выкрашивание отдельных витков, износ по внутреннему и среднему диаметрам и др. Для их ремонта применяют различные способы (рис. 5).
Основной недостаток заварки отверстий с последующим сверлением и нарезанием резьбы номинального размера - большая зона термического влияния, что приводит к отбелу чугуна, образованию трещин и короблению, изменению структуры материала и снижению прочности резьбы почти в два раза. Нарезание резьбового отверстия на новом месте возможно только в том случае, когда его расположение может быть изменено без нарушения взаимозаменяемости соединения (ступицы барабана и т. п.).
Стабилизацию резьбовых соединений полимерной композицией используют при суммарном износе соединения шпилька - корпус не более 0,3 мм. Установка спиральной вставки при ремонте ответственных деталей и агрегатов получила широкое применение.
Рис. 5. Способы ремонта резьбовых соединений
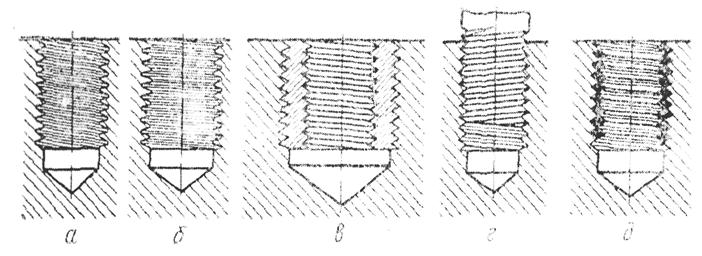
. Электролитические покрытия.
Электролитические покрытия применяют для восстановления размеров изношенных деталей, придания их поверхностям высокой твердости и износостойкости и для защиты деталей от коррозии. Принципиальная схема электролитического процесса показана на рисунке 1.
При прохождении постоянного тока через электролит 4 На анодах 1 Происходит растворение металла (переход его в электролит) и выделение кислорода, а на катоде 2 (деталь) - отложение металла и выделение водорода. Аноды изготавливают обычно из такого же металла, какой наносится на деталь (растворимые аноды), или из свинца, Графита (нерастворимые аноды). Электролит представляет собой раствор в дистиллированной воде соединений (чаще вс. о солей) осаждаемого металла. В электролит также вводят разные добавки (кислоты и др.), улучшающие процесс и качество наращенного слоя. Количество осажденного металла в граммах (М) определяется по формуле:
MT=CIt (1)
Где С - электрохимический эквивалент; г/А·ч, I - сила тока, А; t - продолжительность электролиза, час.
Основные показатели режима электролиза:
-кислотность электролита ( г/л или рН)
-температура электролита (°С)
-катодная плотность тока (А/дм2)
Водородный показатель = отрицательному десятичному логарифму концентрации ионов водорода в электролите. рН=lnH-. Измеряют его прибором (потенциомметром или индикаторной бумагой)
Плотность тока D
D=I/S, Dk - катод, Da - анод.
Где I - Потенциал тока, S - Площадь поверхности электрода, дм2, Dk - катодная плотность тока.
Используя полученные зависимомти, можно определить среднюю толщину осаждённого на катоде покрытия (h)
 ,
[мм]
,
[мм]
Где 𝛾 - плотность осаждённого металла г/см3; t0 - время, необходимое для получения покрытия.
При электролизе происходят и побочные процессы, на них затрачивается часть электрической энергии поэтому практически осаждаемого масса металла всегда меньше теоретической. Отношение Мп/Мт - катодный выход металл по току ηк.
Электрохимический эквивалент выражает теоретическое количество
металла в граммах, осаждаемого на катоде при прохождении тока в
один ампер в течение 1 ч. Качество электролитических покрытий
зависит от подготовки поверхности детали, температуры, кислотности
и состава электролита, плотности тока на катоде, соотношения
площадей катода и анода и ряда других факторов.  (г)
(г)
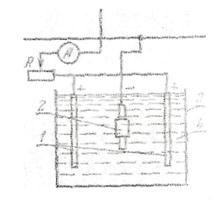
Рис. 1 Схема установки для электролитического осаждения металла: 1 - анод; 2 - катод (деталь); 3 - ванна; 4 - электролит.
Основные показатели режима электролиза
Процесс нанесения электролитических покрытий состоит из ряда последовательных операций, которые можно разделить на три группы: подготовительные, (основные и заключительные).
К подготовительным операциям относятся: механическая обработка
(шлифование, полирование и т. д.) - проводится для устранения искажений геометрической формы у изношенных деталей, придания поверхности определенной чистоты и доведения размеров до требуемой величины с учетом припуска на толщину покрытия; предварительное обезжиривание растворителями; изоляция (закрытие) мест, не подлежащих покрытию, перхлорвиниловой пленкой, нанесение 2…3 слоев перхлорвинилового лака и т. п.: монтаж деталей в приспособлениях для завешивания в ванну. Подвеска должна обладать достаточной механической прочностью, обеспечивать надежный электрический контакт с деталью и иметь сечение, соответствующее величине тока. Следующей подготовительной операцией является обезжиривание.
Обезжиривание деталей может быть химическим, электрохимическим и с применением ультразвука.
Химическое обезжиривание Проводят путем протирания поверхности детали кашицей из венской извести (смесь окиси кальция и окиси магния) или отходами карбида кальция от ацетиленового генератора. При электрохимическом обезжиривании деталь помещают в ванну с щелочным раствором, через который пропускают ток. Деталь является катодом, а пластины из малоуглеродистой стали - анодом. Благодаря выделению на поверхности детали пузырьков водорода процесс протекает более интенсивно, чем при химическом обезжиривании. Рекомендуется периодически переключать деталь на анод. Составы электролитов и режимы электрохимического обезжиривания приведены в таблице 5.
Обезжиривание с применением ультразвука проводят в ультразвуковых моечных установках УЗВ-15М, УЗВ-17М, агрегате УЗА-16, используя растворы. После обезжиривания детали промывают в горячей воде и завешивают в ванну.
При подготовке деталей к железнению для удаления окисных пленок, протравливания поверхности детали и создания на ней пассивированных пленок после обезжиривания проводят анодную обработку детали в 30%-ном растворе серной кислоты с добавкой 15 г/л сернокислого алюминия (А18О4). Деталь служит анодом, а стальные или свинцовые пластины - катодом. Обработка длится 4…5 мин при комнатной температуре. Плотность тока 10… 15 А/дм".
Декапирование (травление) Применяют для удаления окисных пленок с поверхности детали. Декапирование часто проводят в тех же ваннах, где происходит основной процесс покрытия. Для этого на 0,5… 1 мин к детали подключают плюс источника тока, а к анодам минус.
После декапирования деталь выдерживают в ванне без тока в течение 0,5..1л, Мин, при этом поверхность детали подвергается травлению электролитом.
2. Выбор вида тока для питания гальванических ванн.
Для питания гальванических ванн применяют постоянный ток и ток
Переменной полярности - реверсивный постоянный ток (полярность меняется по определенной программе) или асимметричный переменный ток (ток в
Катодный полупериод, то есть когда деталь подключена на минус, протекаете дольше, чем в анодный полупериод). Напряжение тока обычно 6… 18 В. I В качестве источников питания постоянного тока используют низковольтные генераторы АНД-500/250, АНД-1000/500, АНД-1500/ 750 (в числителе сила тока при напряжении 6 В, в знаменателе - при напряжении 12 В), селеновые выпрямители типа ВСМР, кремниевые выпрямители типа ВАКГ и др. В качестве источника переменного тока обычно применяют понижающие трансформаторы.
Использование тока переменной полярности позволяет значительно (в 1,5…3 раза) увеличить плотность тока, а значит, и производительность процесса, улучшить структуру и механические свойства покрытий, проводить процесс электролиза при более низких температурах.
При использовании источников постоянного тока реверсирование осуществляется по заданной программе при помощи автоматов типа АРТ-62, АРТ-500 и др. Продолжительность основного катодного периода (минус на детали) обычно принимается в 8… 10 раз больше продолжительности анодного периода (плюс на детали). Асимметричный переменный ток можно получить, включая на каждую фазу тока диоды или тиристоры с независимым регулированием амплитуды прямого и обратного импульсов.
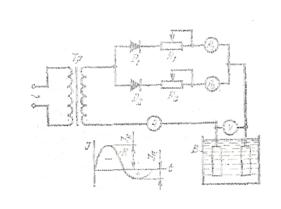
Принципиальная схема установки для электролитического покрытия на переменном асимметричном токе и кривая асимметричного переменного тока изображены на рисунке 2.
После завешивания деталей в ванну силу тока в катодный полупериод устанавливают в 1,2… 1,4 раза больше, чем в анодный, и затем постепенно в течение 10 мин это соотношение доводят до 8… 10.
3. Хромирование. Железнение.
Хромирование. Достоинством хромового покрытия являются твердость, износостойкость, стойкость против коррозии и красивый внешний вид. В то же время процесс хромирования имеет низкий к. п.д. и является дорогостоящим.
Хромирование в хромовокислых электролитах. Электролиты готовят из хромового ангидрида СгОз и серной кислоты Н2SО4, растворяя их в дистиллированной воде. Процесс покрытия происходит с наиболее высоким к. п. д. при соотношении СrОз/H2SO4=100.
Напряжение тока 12… 18 В. Процесс хромирования проходит при нерастворимых анодах из чистого свинца либо сплава свинца с 5% сурьмы. Для облицовки ванн используют свинец, винипласт, эпоксидные смолы. Подогрев ванн осуществляется паром или различными электронагревателями. Отношение площади анодов к площади катодов устанавливают от 1:1 до 2:1. Примечание. При приготовлении холодного саморегулирующегося электролита сначала растворяют половинное количество хромового ангидрида, затем. понемногу вводят, перемешивая, углекислый кальций, сернокислый кобальт и последним остальную часть хромового ангидрида.
Аноды по возможности должны копировать форму детали, обеспечивая равномерное распределение силовых линий по ее поверхности. Выступающие части детали прикрывают свинцовыми экранами, которые отвлекают на себя часть силовых линий и рассредоточивают их у краев детали. Из горячих электролитов наиболее распространен в ремонтной практике универсальный электролит, дающий твердые износостойкие покрытия. Так называемый саморегулирующийся горячий электролит имеет более высокий выход по току, обладает хорошей стабильностью в работе и дает покрытия хорошего качества, но очень агрессивен по отношению к оборудованию. Горячие электролиты имеют малый выход по току, малую скорость наращивания (до 0,10…0,15 мм/ч) и требуют устройства для подогрева. В связи с этим в последнее время все более широкое применение находят холодные электролиты, дающие выход по току до 35%, большую скорость наращивания (до 0,4…0,5 мм/ч), обладающие хорошей стабильностью в работе, хорошей рассеивающей способностью и малой агрессивностью.
Рекомендуемая толщина наращивания при хромировании до 0,7 мму Пористое хромирование. Покрытия из электролитического хрома обладают высокой микротвердостью. Однако хром обладает плохой смачивающей способностью по отношению к маслу, и при недостаточной смазке возможны заедания. Для устранения этого недостатка применяют пористое хромирование. На поверхность детали наносится гладкий блестящий слой хрома. В процессе отложения в покрытиях образуются микротрещины. Затем эту поверхность подвергают анодному травлению; к детали подключают плюс, а к свинцовым пластинам - минус. При этом хром сходит с покрытия неравномерно и главным образом с краев микротрещин, углубляя последние и образуя сеть каналов или точек. Время анодной обработки для получения пористости от 6 до 14 мин. Железнение. Железнение имеет ряд преимуществ перед другими процессами электролитического осаждения металлов, так как применяются дешевые и распространенные материалы, выход по току достигает 80…90%>, твердость покрытия - до 6500 МПа, а также возможно получение осадков толщиной до 1,2 мм. Железнение может проводиться в горячих и холодных электролитах. Наиболее распространены для железнения хлористые электролиты, которые приготавливают травлением стружек из малоуглеродистой стали в соляной кисло-" Те. Например, для приготовления электролита из двухлористого железа (РеС12-4Н20) концентрации 200 г/л необходимо взять 56 г стальных стружек и 188 г соляной кислоты НС1 плотностью 1,20 (39,11%).
Для улучшения качества покрытий в электролит добавляют различные присадки. Хлористый марганец МпС1г увеличивает твердость, мелкозернистость и прочность осадков.
Железнение осуществляют в металлических ваннах, облицованных резиной, асбовинилом, эмалью, либо в неметаллических ваннах из керамики и фиолита.
В качестве анода используют пластины из малоуглеродистой стали. Отношение площади анодов к площади катодов принимается от 1 до 2. В процессе железнения стальные аноды растворяются и на их поверхности образуется шлам в виде темного слоя углерода, серы и других примесей. Для уменьшения загрязнения электролита шламом аноды рекомендуется помещать в чехлы из стеклянной ткани. При работе ванн рекомендуется фильтровать электролит.
После обезжиривания, анодной обработки и промывки в горячей воде детали завешивают в ванну, выдерживают 0,5… 1 мин и начинают проводить электролиз. Начальная плотность тока составляет 10…25% номинальной. Через 15…20 мин плотность тока доводят до установленной. Напряжение тока 12… 18 В.
Снижение температуры электролита при осталивании уменьшает его химическую агрессивность, что упрощает футеровку и корректировку ванн. Значительно упрощаются и удешевляются процессы местного, струйного и проточного железнения, улучшаются условия труда.
Недостатками процесса железнения являются коррозия оборудования, инструмента и высокие требования к подготовке поверхности восстанавливаемой детали и составу электролита.
4. Вневанные процессы электролитического наращивания.
Электролитическое осаждение металла можно также вести вневанными способами.
Струйное электролитическое покрытие. На рисунке 1 показана схема установки для струйного электролитического покрытия шеек вала. Насосом 1 Электролит из бака 4 Подается через насадку 2 На шейку медленно вращающегося вала. Под валом расположена местная ванночка 3. Процесс предпочтительно проводить, используя холодные электролиты и асимметричный переменный ток.
Электролитическое покрытие (осаждение металла) в проточномэлектролите. При этом у покрываемой поверхности создается местная ванна, через которую циркулирует электролит (рис. 2). Расстояние между анодом и покрываемой поверхностью 10…30 мм. Этот способ целесообразно применять при покрытии внутренних поверхностей отверстий корпусов, цилиндров, труб и т. п.
Восстановление деталей электролитическим натиранием.. Принципиальная схема установки изображена на рисунке 3. Деталь 8 Закрепляется и вращается в патроне 1 Токарного станка. С помощью насоса 12 Электролит подается внутрь анодной головки 7, которая прижимается к вращающейся детали. Электролит проходит через отверстия в анодной пластине 6 И непрерывно смачивает тампон 5. Так как деталь служит катодом, а пластина 6 Анодом, то на поверхности детали откладывается слой металла. Смачиваемый электролитом тампон 5 тормозит образование крупных кристаллов, удаляет шлак. Местное (безванное) электролитическое наращивание. Сущность этого способа состоит в том, что на детали в нужном месте с помощью приспособления создают местную ванночку и проводят наращивание (рис. 4). Местное железнение нашло широкое применение для восстановления посадочных отверстий в корпусных деталях.
Отверстие растачивают для удаления следов износа и поверхностного слоя металла, обезжиривают венской известью или карбидным илом, промывают.
Учебные вопросы:
1. Сущность процесса восстановления деталей давлением.
2. Восстановление размеров изношенных поверхностей деталей.
3. Восстановление формы и механических свойств материала деталей.
1.Устранение дефектов при восстановлении деталей автомобиля
способом
давления основано на использовании пластических свойств металла,
из
которого они изготовлены.
Под пластичностью металлов понимают их способность под действием нагрузок изменять форму и размеры без разрушения.
Пластическую деформацию деталей производят как в холодном, так и в горячем состоянии в специальных приспособлениях на прессах. При обработке деталей в холодном состоянии пластическая деформация происходит за счёт сдвига отдельных частей кристаллов относительно друг друга по плоскости скольжения. При сдвиге кристаллов происходит искажение кристаллической решетки и образование на плоскостях скольжения мелких осколков кристаллов, которые создают шероховатость, препятствующую дальнейшему перемещению кристаллов. Таким образом, пластическая деформация металла в холодном состоянии упрочняет металл. Это явление упрочнения металла при деформации в холодном состоянии получило название наклёпка.
Пластическая деформация деталей в холодном состоянии требует приложения больших усилий, поэтому при восстановлении деталей очень часто их нагревают. Температура нагрева деталей должна быть минимальной, но не ниже той, при которой повышаются пластические свойства металла.
После обработки деталей пластическим деформированием в горячем состоянии их необходимо подвергать повторной термической обработке.
2. Изменение размеров изношенных поверхностей деталей при восстановлении их способом давления достигается за счёт перемещения металла с нерабочих элементов деталей на изношенные.
Процесс восстановления деталей состоит из подготовки детали,деформирования и обработки после деформирования.
Подготовка деталей к деформирования включает отжиг или высокий отпуск обрабатываемых поверхностей перед холодным деформированием или нагрев их перед горячим деформированием.
Стальные детали с твёрдостью не более HRC 25.. .30, а также детали изцветных металлов подвергаются деформированию в холодном состояниибез предварительной термообработки. Во всех остальных случаяхпроизводится термообработка деталей перед холодным деформированием или нагрев перед горячим деформированием.
Обработка деталей после деформации сводится к механической обработке восстановленных поверхностей до требуемых размеров. При необходимости применяют так же термическую обработку.Пластическое деформирование деталей с целью восстановления изношенных поверхностей производят с помощью следующих видов обработки: осадки, раздачи, обжатия, вытяжки и накатки.
Осадку применяют для уменьшения внутреннего и увеличения наружного диаметра полых деталей, а также увеличение наружного диаметра сплошных деталей за счёт уменьшения их длины. Осадку втулок из цветных металлов производят в специальных приспособлениях в холодном состоянии.
Для сохранения во втулках отверстий и прорезей в них устанавливают вставки, копирующие форму и размеры этих элементов деталей.
Осадкой восстанавливают так же стальные детали: шейки валов, расположенные на концах детали, толкатели клапанов и др. Деформацию деталей при этом производят в специальных штампах при нагреве до температуры ковки.
Раздачей восстанавливают наружные размеры полых деталей за счёт увеличения их внутренних размеров. Раздачей восстанавливают поршневые пальцы, посадочные поверхности под подшипники чашек дифференциала, наружные поверхности труб полуосей и др.
Раздачу деталей производят сферическими прошивками в холодном состоянии. Если деталь подвергалась закалке или цементации, что их перед раздачей подвергают отжигу или высокому отпуску, а после раздачи восстанавливают первоначальную термическую обработку.
Обжатие применяют для уменьшения внутреннего диаметра полых деталей за счёт уменьшения их наружного диаметра. Этим способом можно восстанавливать втулки из цветных металлов, отверстия в проушинах рулевых сошек, рычагах поворотных цапф и т.п.
После восстановления обжатием детали должны быть проверены на отсутствие трещин.
Вытяжка применяется для увеличения длины деталей за счёт местного обжатия. Этим способом восстанавливают длину всевозможных тяг, толкателей и др. деталей. Деформацию производят чаще всего в холодном состоянии.
Накатка применяется при компенсации износа наружных цилиндрических поверхностей деталей за счёт выдавливания металла из восстанавливаемых поверхностей. При накатке детали её устанавливают в патроне или центрах токарного станка, а оправку с накаточным роликом или шариком - на суппорте станка вместо резца. Накаткой восстанавливают поворотные цапфы, валы коробок передач и др. детали.
Высота подъёма металла на сторону не должна превышать 0,2 мм, а уменьшение опорной поверхности - 50%. Накатку производят роликом с шагом зубьев 1,5-1,8 мм, ск. Вращения детали 15 м/мин, продольная подача 0,6 мм/об, поперечная подача 0,1
мм/об, охлаждение машинным маслом. Накатку следует применять при восстановлении поверхностей деталей, воспринимающих удельную
нагрузку не более 7 МПа.
Преимущества способа: простота технического процесса и применяемого
оборудования, особенно при выполнении деформирования в холодном состоянии; высокая экономическая эффективность процесса, т.к отсутствуют дополнительные расходы материалов, а трудоёмкость работ небольшая.
К недостаткам этого способа следует отнести ограниченную номенклатуру восстанавливаемых деталей, а так же некоторое снижение механической прочности деталей.
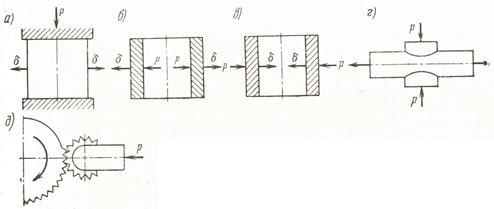
Принципиальные схемы восстановления деталей давлением:
а) осадка;
б) раздача;
в) обжатие;
г) вытяжка;
д) накатка.
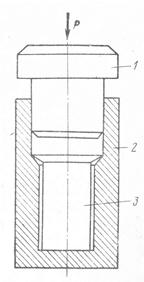 Р-
усилие
Р-
усилие
δ - деформация.
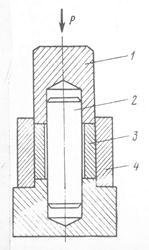
Схема приспособления для осадки толкателей клапанов:
-
пуансон;
-
матрица;
-
восстанавливаемая деталь.
Приспособление для осадки втулок:
1. пуансон;
2. оправка;
3. деталь;
4. втулка.
3. В процессе эксплуатации многие детали автомобилей теряют свою первоначальную форму вследствие деформаций изгиба и скручивания.
Этот дефект деталей устраняется правкой. Правке подвергают балки передних мостов, детали рамы, коленчатые и распределительные валы, шатуны и др.
В авторемонтном производстве применяют два способа правки: статическим нагружением (под прессом) и наклёпом. Подавляющее большинство деталей правят под прессом в холодном состоянии. Для повышения стабильности правки и увеличения несущей способности деталей их подвергают после правки термической обработке. Это наглядно видно из приведённого ниже графика.
 100 %75 %
100 %75 %
50 %
25 %
100 200 300 400 500
Температура, Сº
Правка наклёпом не имеет недостатков, её ведут пневматическим молотком с закруглённым бойком для нанесения ударов по нерабочим поверхностям детали (правку коленчатых валов производят наклёпом щёк).
Преимуществами правки наклёпом являются: стабильность правки во
времени; высокая точность (до 0,002 мм); высокая
производительность; отсутствие снижения усталостной прочности.
Детали, при их восстановлении различными методами компенсации
износа утрачивают свою первоначальную усталостную прочность и
износостойкость. Восстановить эти утраченные свойства можно
ПУТЁМ![]() поверхностного пластического деформирования металла (наклёпа).
поверхностного пластического деформирования металла (наклёпа).
Наклёп повышает твёрдость поверхностного слоя металла и создаёт в нем благоприятные остаточные напряжения.
К числу наиболее распространенных способов упрочнения деталей поверхностным пластическим деформированием относятся:
· обкатка рабочих поверхностей деталей роликами и шариками;
· чеканка;
· алмазное выглаживание;
· дробеструйная обработка и др.
Обкатка роликами и шариками применяется для упрочнения наружных и внутренних поверхностей деталей. Обкатывание наружных поверхностей производится на токарных станках при помощи специального инструмента - накатки, которая устанавливается на суппорт станка и прижимается к детали за счет поперечной подачи, усталостная прочность повышается на 20-30%.
Сущность алмазного выглаживания заключается в обработке поверхностного слоя детали, инструментом, рабочей частью которого является сферическая поверхность алмазного кристалла с радиусом закругления 1-3 мм. Алмаз устанавливается в наконечнике, который входит в пружинную оправку, закрепленную в резцедержателе суппорта токарного станка.
Режим обработки: подача 0,02 - 0,06 мм/об; скорость выглаживания 40-100 м/мин; усилие прижима алмазного наконечника 150-300 Н. Твёрдость повышается на 25-30%; износостойкость на 40-60%; усталостная прочность на 30-60%.
При восстановления пружин, рессор, торсионных валов с целью повышения их усталостной прочности применяют дробеструйную обработку механическими и пневматическими дробемётами.
Д/з (1) Гл. 14, с. 93...98, Рис. 14.2, 14.3.
(2) Гл. 12, с. 154... 166, табл. 12.1
ТЕМА: «Восстановления деталей сваркой и наплавкой»
Учебные вопросы:
1. Общая характеристика сварки и наплавки, как способов восстановления деталей.
2. Автоматическая электродуговая наплавка под флюсом.
3. Механизированная сварка и наплавка в среде защитных газов.
4. Автоматическая вибродуговая наплавка.
5. Лазерная и плазменная сварка и наплавка.
6. Особенности сварки чугунных деталей и деталей из
алюминиевых
сплавов.
7. Организация рабочего места и охрана труда при выполнении
сварочных и
наплавочных работ.
(5, 6 и 7 вопросы темы студенты отрабатывают самостоятельно, (1) с. 108 - 113 с записями в конспект).
1. Сварка и наплавка являются наиболее распространёнными в авторемонтном производстве способами восстановления деталей (около 40%). Широкое применение сварки и наплавки обусловлено простотой технологического процесса и применяемого оборудования, возможностью восстановления деталей из любых материалов и сплавов, высокой производительностью и низкой себестоимостью.
Сварку применяют при устранении механических повреждений в деталях (трещин, отколов, пробоин и т.п.), а наплавку - для нанесения металлических покрытий на поверхности деталей с целью компенсации их износа.
При устранении механических повреждений деталей применяют электродуговую, газовую, аргонно-дуговую, в среде углекислого газа, электроконтактную и др. виды сварки.
Для нанесения металлических покрытий на изношенные поверхности деталей наиболее широкое применение получили следующие механизированные способы наплавки: автоматическая электродуговая наплавка под слоем флюса; наплавка в среде углекислого газа; вибродуговая; плазменная и электроконтактная.
Технологический процесс восстановления деталей сваркой и наплавкой включает в себя:
· подготовку деталей к сварке, наплавке;
· выполнение сварочных, наплавочных работ;
· обработку деталей после сварки и наплавки.
Объём и характер работ, выполняемых при подготовке детали к сварке, зависят от вида дефекта. Так, при заварке трещины сначала сверлят отверстия Ø 4-5 мм на концах трещины для предупреждения возможности её дальнейшего распространения. Затем разделывают трещину шлифовальным кругом с помощью ручной шлифовальной машины. При толщине стенок детали менее 5 мм трещину можно не разделывать, а ограничиться только зачисткой её кромок, если больше 5 мм, то производят «V» - образную разделку кромок трещины, а при толщине стенок свыше 12 мм - «X» - образную разделку.
При восстановлении резьбы в отверстии менее 25 мм подготовка к сварке заключается в удалении старой резьбы сверлением с последующей разделкой кромок сверлом большего диаметра.
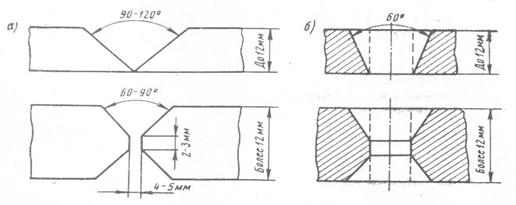
Точно так же подготавливают к восстановлению гладкие отверстия небольшого диаметра.
Подготовка изношенных поверхностей деталей к наплавке заключается в их механической обработке и очистке от загрязнений и окислов.
Порядок выполнения сварочных и наплавочных работ зависит от выбранного способа сварки (наплавки). Особое внимание при этом должно быть уделено выбору материала электродов и присадочных прутков, т.к. от них зависит качество наплавленного металла. Большое внимание необходимо уделить выбору средств защиты металла от окисления и определению параметров режима сварки и наплавки.
2. При этом способе наплавки механизированы два основных движения электрода - подача его по мере оплавления к детали и перемещения вдоль сварочного шва.
Деталь устанавливают в патроне или центрах специально переоборудованного токарного станка, а наплавочный аппарат на его суппорте. Электродная проволока подаётся из кассеты роликами подающего механизма наплавочного аппарата в зону горения электрической дуги. Движение электрода вдоль сварочного шва достигается за счёт вращения детали. Перемещение электрода по длине наплавляемой поверхности обеспечивается за счёт продольного движения суппорта станка. Наплавка производится винтовыми валиками с взаимным их перекрытием на одну треть. Флюс в зону горения дуги поступает из бункера.
При автоматической наплавке эл. дуга горит не на открытом воздухе, а под слоем расплавленного флюса. Выделяющееся при плавлении электрода, (эл. дуга горит) основного металла и флюса газы образуют над сварочной ванной свод, ограниченный сверху жидкими шлаками, а снизу расплавленным металлом. В зоне сварки всегда избыточное давление газов, которое препятствует доступу воздуха к расплавленному металлу.
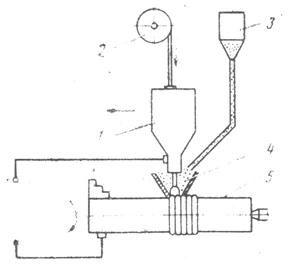
Принципиальная схема
Автоматической
электродуговой наплавки
деталей под слоем флюса:
1. наплавочный аппарат;
2. кассета с проволокой;
3. бункер с флюсом;
4. электродная проволока;
5. наплавляемая деталь.
Наплавка металла под флюсом обеспечивает наиболее высокое качество наплавленного металла, т.к. сварочная дуга и ванна жидкого металла полностью защищены от вредного влияния кислорода и азота воздуха, а медленное охлаждение способствует наиболее полному удалению из наплавленного металла газов и шлаковых включений. Медленное охлаждение наплавленного металла обеспечивает так же более благоприятные условия для наиболее полного протекания диффузных процессов и, следовательно, легирования металла через проволоку и флюс. Применяют два вида флюсов: плавленые (АН - 348А, АН - 20, АН - 30) и керамические (АНК - 18, АНК - 19).
При наплавке автомобильных деталей применяют проволоку Ø 1,6 - 2,5мм. в зависимости от диаметре наплавляемой детали, следующих марок св. 08, св. 5, Нп - 65,
Нп -30 хгса.
Наплавку под флюсом применяют при восстановлении коленчатых валов двигателей, шлицевых поверхностей на различных валах, полуосей и др. деталей ремонтируемых автомобилей.
3. Эффектным способом защиты расплавленного металла от кислорода воздуха и азота при сварке является применение защитных газов. Наибольшее применение получили автоматическая и полуавтомотическая сварка и наплавка в среде углекислого газа и аргонно - дуговая сварка. При сварке и наплавке защита металла от окисления осуществляется струёй углекислого газа, который надежно изолирует зону наплавки от окружающей среды и обеспечивает получение наплавленного металла высокого качества с минимальным количеством пор и окислов.
Однако в процессе наплавки часть углекислого газа попадает в зону горения эл. дуги и подвергается диссоциации: 2ССЬ- 2СО + Ch. Образующийся при этом кислород может вызвать окисление металла. Для того чтобы исключить появление окислов при наплавке и сварке деталей в среде углекислого газа, применяют электродную проволоку с повышенным содержанием раскисляющих элементов (кремния и марганца).
4. При автоматической наплавке в среде углекислого газа используют сварочные автоматы, применяемые при наплавке под слоем флюса, но на них устанавливают специальный мундштук с горелкой для подачи газа. При наплавке используют токарный станок, в патроне которого устанавливают деталь, а на суппорте крепят наплавочную головку. Подача углекислого газа в зону наплавки осуществляется по схеме: баллон с углекислым газом - подогреватель - осушитель - понижающий редуктор - расходомер - горелка.
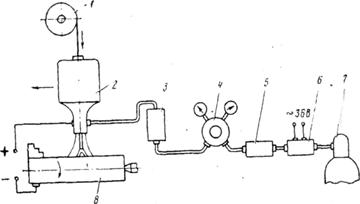 При
выходе из баллона газ за счёт резкого расширения переохлаждается.
Чтобы подогреть, его пропускают через электрический подогреватель.
Содержащуюся в углекислом газе воду удаляют с помощью осушителя,
который представляет собой патрон, наполненный обезвоженным медным
купоросом или силикогелем. Давление газа понижают с помощью
кислородного редуктора, а расход его контролируют ротаметром.
При
выходе из баллона газ за счёт резкого расширения переохлаждается.
Чтобы подогреть, его пропускают через электрический подогреватель.
Содержащуюся в углекислом газе воду удаляют с помощью осушителя,
который представляет собой патрон, наполненный обезвоженным медным
купоросом или силикогелем. Давление газа понижают с помощью
кислородного редуктора, а расход его контролируют ротаметром.
Принципиальная схема установки для электродуговой наплавки в среде углекислого газа:
1. кассета с проволокой;
2. наплавочный аппарат;
3. ротаметр;
4. редуктор;
5. осушитель;
6. подогреватель;
7. баллон с углекислым газом;
8. деталь
Наплавка в среде углекислого газа по сравнению с автоматической наплавкой под флюсом имеет следующие достоинства:
· меньший нагрев детали;
· возможность сварки и наплавки при любом пространственном
положении
детали;
· более высокую производительность процесса по площади покрытия
в ед.
времени (на 20.. .30%);
· возможность наплавки детали диаметром менее 40 мм;
· отсутствие трудоёмкой операции по удалению шлаковой корки.
Недостатки этого способа наплавки:
· повышенное разбрызгивание металла;
· необходимость применения легированной электродной проволоки дляполучения наплавленного металла с требуемыми свойствами.
Аргонно - дуговая сварка, эл. дуга горит между неплавящимся вольфрамовым электродом и деталью.
В зону сварки подаётся защитный газ - аргон, который, окружая сварочную дугу, создаёт зону сосредоточенного нагрева детали. Присадочный материал вводится в сварочную дугу в виде проволоки так же, как при газовой сварке. Аргон надёжно защищает расплавленный металл от окисления кислородом воздуха. Наплавленный металл получается плотным, без пор и раковин.
Аргонно - дуговую сварку осуществляют с помощью специальных установок, наибольшее распространение получили установки, работающие на переменном токе. Для закрепления вольфрамового электрода, подвода к нему сварочного тока и подачи в зону горения дуги аргона применяются специальные горелки, рассчитанные на величину тока от 200 до 400 А.
В качестве неплавящегося электрода используют прутки лантанированного вольфрама диаметром 4... 10 мм. Величину тока устанавливают в зависимости от диаметра электрода.
Преимуществами аргонно - дуговой сварки являются:
· высокое качество сварного шва (отсутствие пор и раковин);
· высокая производительность процесса (в 3.. 4 раза выше, чем при газовой);
· небольшая зона термического влияния;
· снижение потерь энергии дуги на световое излучение, т.к.
аргон
задерживает ультрафиолетовые лучи.
Недостатки:
· высокая стоимость процесса;
· дефицитность аргона.
Аргонно - дуговая сварка нашла широкое применение при сварке деталей
из алюминиевых сплавов и титана.
4. Наплавка деталей вибрирующим электродом с применением охлаждающей жидкости была впервые предложена в 1948 году Г.П. Клековкиным. Основным преимуществом этого процесса наплавки является небольшой нагрев деталей (около 100 С), малая зона термического влияния и возможность получения наплавленного металла с требуемой твердостью и износостойкостью без дополнительной термической обработки.
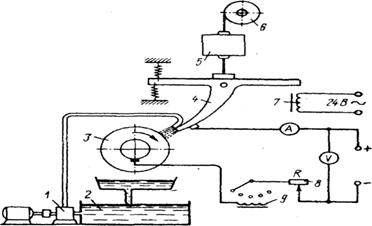
Схема установки для вибродуговой наплавки:
1. насос;
2. бак с охлаждающей жидкостью;
3. деталь, подлежащая наплавке;
4. мундштук;
5. механизм подачи проволоки;
6. кассета с проволокой;
7. электромагнитный вибратор;
8. реостат;
9. дроссель низкой частоты.
Деталь 3, подлежащая наплавке, устанавливаются в патроне или центрах токарного станка.
На суппорте станка монтируется наплавочная головка, состоящая из механизма 5 подачи проволоки с кассетой 6, электромагнитного вибратора 7 с мундштуком 4. Вибратор колеблет конец электрода с частотой переменного тока и обеспечивает замыкание и размыкание сварочной цепи. Питание установки осуществляется от источника тока напряжением 12 или 24 В. Последовательно с ним включён дроссель низкой частоты 9, который призван стабилизировать величину сварочного тока. Реостат 8 служит для регулирования силы тока в цепи. В зону наплавки при помощи насоса 1 из бака 2 подаётся охлаждающая жидкость.
Сущность процесса вибродуговой наплавки заключается в периодическом замыкании и размыкании находящихся под током электродной проволоки и поверхности детали. Каждый цикл вибрации проволоки включает в себя четыре последовательно протекающих процесса:
· короткое замыкание;
· отрыв электрода от детали;
· электрический разряд;
· холостой ход.
При отрыве электрода от детали на её поверхности остаётся частичка приварившегося металла.
Вибродуговую наплавку используют при восстановлении деталей из стали, ковкого и серого чугуна, при наращивании изношенных наружных и внутренних поверхностей, а так же резьбовых поверхностей и шлиц.
Наплавку производят с охлаждением струёй жидкости (5% раствор кальцинированной соды), без охлаждения и в среде углекислого газа.
Д/з. (1) Гл. 15., С.98...113, Рис. 15.7, 15.6.
(2) Гл. 13., С.166...190, 190...200, Рис. 13.1, 13.9.
ТЕМА: «Восстановления деталей пайкой»
Учебные вопросы:
1. Общие сведения.
2. Пайка деталей низкотемпературными припоями.
3. Пайка деталей высокотемпературными припоями.
1.Пайкой называется процесс получения неразъёмных соединений деталей в твёрдом состоянии при помощи расплавленного сплава, называемого припоем.
Пайку применяют при восстановлении радиаторов, топливных и
масленых баков, трубопроводов, приборов эл. оборудования и др.
деталей, а так же при восстановлении размеров деталей
ПУТЁМ![]() постановки ленты или навивки проволоки с последующей их припайкой к
поверхности детали.
постановки ленты или навивки проволоки с последующей их припайкой к
поверхности детали.
Припои, применяют как чистые металлы, так и их сплавы.
Требования к припоям:
· температура плавления припоя должна быть ниже температура плавления металла спаиваемых деталей;
· при температуре пайки припой должен хорошо смачивать спаиваемые поверхности и заполнять соединительные зазоры;
· припой должен обеспечивать получение соединений с
требуемыми
свойствами по механической прочности, противокоррозийной
стойкости,
электропроводности и т.п.
· коэффициент термического расширения припоя и спаиваемых
материалов
должны быть близкими по своей величине.
Низкотемпературные припои - tпл С < 450 с;
Высокотемпературные - tпл С > 450 с.
Наиболее часто применяемыми припоями при ремонте автомобилей являются:
· оловянно-свинцовые;
· медно-цинковые;
· серебряные;
· алюминиевые.
Оловянно-свинцовые припои относятся к низкотемпературным, температура плавления не более 280 с. Они обладают достаточно высокой противокоррозийной стойкостью и высокими технологическими свойствами, прочность пайки по пределу прочности на разрыв не превышает 50..80МПа.
Низкотемпературные
Химический состав, % (по массе)
Температура С
Олово
Сурьма
Свинец
Начала плавления
Полного расплавления
ПОС - 90
89-91
0,1-0,15
j
ПОС-61
60-62
0,5 - 0,8
ПОС - 40
39-41
0,5 - 0,8
остальное
ПОС -10
9-10
ПОССу-18-2
17-18
1,5-2,0
Медно-цинковые припои относятся к высокотемпературным, 1плс 825-905 с, Содержат 36-65% меди, остальное цинк, обеспечивают прочность пайки до 300.. .350МПа,имеют высокие противокоррозийные свойства. Недостаток-возможность испарения цинка, пары интенсивно окисляются, что вредно для здоровья работающих.
Применяются при пайке стальных и чугунных деталей, а также из меди и её сплавов, ПМЦ - 54, Л - 63 и ЛОК - 62 - 06 - 04.
Серебряные припои, применяются только в тех случаях, когда шов должен обладать большой механической прочностью, повышенной стойкостью против коррозии и когда место пайки не должно снижать электропроводимости детали. Они дороже, представляют собой сплав серебра с медью и цинком (серебра от 10 до 70%), прочность пайки от 150 - 450 МПа.
Наиболее распространенные при пайке деталей из меди, латуни и бронзы: ПСР- 70, ПСР - 65, ПСР - 45 и ПСР - 20.
Припои для пайки алюминия и его сплавов подразделяются на две группы:
· высокотемпературные на основе алюминия;
· низкотемпературные на основе олова, цинка и кадмия,
имеют высокую температуру плавления, обладают высокой стойкостью против коррозии и прочностью соединения (прочность пайки на отрыв у припоя 34А 150-180 МПа.
Химический состав, % (по массе)
Температура, С
Кремний
Медь
Цинк
![]() Ал
юминий
Ал
юминий
Начала плавления
Полного расплавл.ния
Силумин
10-13
0,8
0,3
остальное
34 А
6±_0,5
28±_1
-
П-575А
-
-
Высокотемпературные
Низкотемпературные припои для пайки алюминия и его сплавов на основе олова, цинка и кадмия применяются при невысоких требованиях к прочности соединений, применяют сравнительно небольшую температуру плавления.
Флюсы, с помощью их освобождаются спаиваемые поверхности деталей от окислов и предохраняют их от окисления в процессе пайки.
К флюсам предъявляются требования, исходя из которых они должны:
· вступать в химическое взаимодействие или растворять окислы при более низкой температуре чем температура; плавления припоя;
· уменьшать силы поверхностного натяжения расплавленного припоя и улучшать его растекаемость;
· хорошо смачивать в расплавленном состоянии металлические поверхности;
· не оказывать коррозийного воздействия на соединяемые детали и припои;
· легко удаляться с поверхности деталей после пайки.
Состав флюса зависит от состава припоя и металла, из которого сделаны
спаиваемые детали.
При пайке деталей: - оловянно - свинцовыми припоями - водные растворы хлорных цинка и аммония (нашатыря), деталей эл. оборудования - бескислотные флюсы - канифоли;
· медно - цинковыми - применяют буру или её смесь с борной
кислотой в
соотношении 1:1;
· серебряными - смеси фтористого калия, фторобората калия и борного ангидрида;
· при пайке алюминия - специальные флюсы, состоящие из смеси хлористых солей калия, лития, натрия и цинка, они активно растворяют тугоплавкие окислы алюминия и способствуют получению прочного соединения.
2. Процесс пайки низкотемпературными оловянно - свинцовыми припоями состоит из трёх операций:
· подготовки детали к пайке;
· пайки;
· обработки детали после пайки.
Подготовка включает:
· зачистку кромок детали от загрязнений и окислов;
· прогрев деталей до температуры пайки;
· флюсование и лужение соединяемых поверхностей;
· сборка изделия с обеспечением зазора между соединяемыми
поверхностями
в пределах 0,05 - 0,20мм.
Пайка деталей производится паяльником или погружением деталей в расплавленный припой. Кромки спаиваемых деталей нагревают выше температуры полного расплавления припоя на 40-50о С. Рабочая часть паяльника изготовляется из красной меди. При пайке погружением припой расплавляют в электрическом тигле.размеры которого определяются размером соединяемых деталей. Обработка деталей после пайки включает:
· медленное охлаждение до температуры полного затвердевания припоя;
· паяный шов промывают горячей водой от остатков флюса;
· зачищают от наплывов припоя.
Алюминий и его сплавы паяют обычно абразивными и ультразвуковыми паяльниками (низкотемпературными припоями).
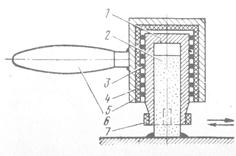 Абразивный
паяльник состоит:
Абразивный
паяльник состоит:
· втулка;
· абразивный стержень;
· спираль электроподогрева;
· теплоизоляция;
· кожух паяльника;
· ручка;
· зажимная гайка.
· При пайке абразивным паяльником соединяемые детали подогревают до температуры плавления припоя и затем облуживают, натирая абразивным стержнем паяльника, состоящем из смеси порошков припоя (90% по массе) и асбеста (10%). При соприкосновении с нагретой деталью припой абразивного стержня будет плавиться и, следовательно, очистка поверхности спаиваемых деталей от окислов будет происходить под слоем расплавленного припоя, который будет прочно соединяться с основным металлом.
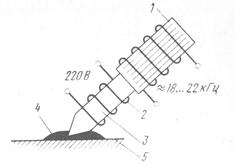 Также
пайку алюминия и его сплавов производят применением ультразвукового
паяльника, который состоит из:
Также
пайку алюминия и его сплавов производят применением ультразвукового
паяльника, который состоит из:
· магнитострикционного излучателя
ультразвуковых колебаний;
· медного стержня;
· электроподогревателя.
Обмотка магнитострикционного излучателя питается от генератора ультразвуковых колебаний, (мощность 40 Вт; частота 18 - 22 ) - паяльник УП- 21. При пайке в расплавленном припое возникают ультразвуковые колебания, которые разрушают окисную плёнку на деталях. Очищенные от окислов поверхности деталей хорошо соединяются с припоем и обеспечивают прочное паяное соединение.
Качество пайки обычно контролируют методом опресовки деталей сжатым воздухом или водой.
3) Пайку высокотемпературными припоями применяют при устранении трещин, пробоин др. повреждений в корпусных деталях (блоках цилиндров, головках блоков, картерах коробок передач и пр.), при восстановлении трубопроводов, при пайке контактов электрооборудования и др.
Подготовка к пайке заключается в подгонке частей поломанных деталей, изготовление накладок для заделки пробоин, разделку кромок трещин и т. д.
При пайке деталей из алюминиевых сплавов соединяемые поверхности обезжиривают раствором кальцинированной соды и промывают водой. Кромки спаиваемых деталей зачищают от окислов и затем покрывают флюсом, который наносят в виде порошка или пасты. После флюсования в шов укладывают припой ( проволока, пластинки, кольца из проволоки и т.п.).
После наложения припоя приступают к пайке. Деталь В
МЕСТЕ![]() пайки нагревают до температуры, несколько превышающей температуру
полного расплавления припоя и, выдерживают при этой температуре в
течение некоторого времени, которое определяется экспериментальным
путём.
пайки нагревают до температуры, несколько превышающей температуру
полного расплавления припоя и, выдерживают при этой температуре в
течение некоторого времени, которое определяется экспериментальным
путём.
![]() В
зависимости от принятого метода нагрева деталей различают следующие
способы высокотемпературной пайки:
В
зависимости от принятого метода нагрева деталей различают следующие
способы высокотемпературной пайки:
· газопламенная;
· электросопротивлением; в основном применяются в АТП
· индукционная;
· в печах;
· в соляных ваннах;
· плазменная;
· лазерная;
· электронно - лучевая.
При газопламенной пайке нагрев деталей и расплавление припоя чаще всего производят сварочной горелкой (основной в АТП). Припой в место пайки у вводят в виде прутка, как это делается при газовой сварке. Флюс на место пайки наносят заблаговременно, затем пламенем горелки подогревают кромки детали и после расплавления флюса вводят припой. Пайка электросопративлением обеспечивает высокое качество соединения деталей. Нагрев осуществляется за счёт тепла, выделяющегося при прохождении электрического тока через соединения припоя и спаиваемых деталей. Пайку можно производить на точечных, стыковых и роликовых электроконтактных сварочных машинах. Пайка производится без флюса т.к. флюсы являются изоляторами, но качество пайки получается высоким потому, что нагрев происходит очень быстро, а припой защищён от окисления плотным соединением со спаиваемыми деталями.
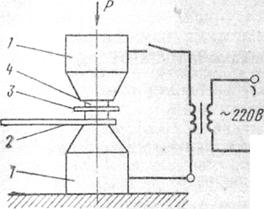 Пайка
с нагревом деталей ТВЧ, даёт хорошие результаты. Детали
подготовленные к пайке, с нанесённым флюсом и припоем помещают в
индуктор, питаемый от генератора ТВЧ. Этот способ пайки обладает
высокой производительностью, но требует применения сложного
оборудования.
Пайка
с нагревом деталей ТВЧ, даёт хорошие результаты. Детали
подготовленные к пайке, с нанесённым флюсом и припоем помещают в
индуктор, питаемый от генератора ТВЧ. Этот способ пайки обладает
высокой производительностью, но требует применения сложного
оборудования.
1. медные электроды;
2. напаиваемый контакт;
3. припой;
4. деталь.
Качество пайки полых деталей контролируют испытанием на
герметичность. Другие детали контролируют ПУТЁМ![]() применения таких методов контроля, как люминесцентный,
ультразвуковой и др.
применения таких методов контроля, как люминесцентный,
ультразвуковой и др.
Оценивая пайку как способ восстановления деталей, можно отметить след, её преимущества:
· небольшой нагрев деталей, что позволяет сохранить неизменной
структуру и
свойства металла соединяемых деталей;
· возможность соединения деталей, изготовленных из
разнородных
материалов
· достаточно высокая прочность соединения деталей;
· простота технологического процесса и применяемого оборудования.
К недостаткам следует отнести некоторое снижение прочности соединения деталей по сравнению со сваркой.
Д/з. (1)Гл. 16., с. 114... 119, Рис. 16.1., 16.2., 16.3., 16.4.,16.5., табл. 16.1., 16.2. (2) Гл. 15., с. 225...232, Рис.15.1.
ТЕМА: «Восстановления деталей напылением»
Уч. вопросы:
1. Сущность процесса и способы напыления.
2. Напыляемые материалы и свойства покрытий.
3. Процесс нанесения покрытий на детали.
4. Плазменное напыление с последующим оплавлением покрытия.
5.Организация рабочего места и охрана труда при напылении
деталей.
(Отрабатывать самостоятельно с записями в конспект, (1), с.
129-130).
1. Напыление является одним из способов нанесения металлических покрытий на изношенные поверхности восстанавливаемых деталей.
Сущность процесса состоит в напылении предварительно расплавленного металла на специально подготовленную поверхность детали струёй сжатого газа (воздуха). Мелкие частицы расплавленного металла достигают поверхности металла в пластическом состоянии, имея большую скорость полёта. При ударе о поверхность детали они деформируются и внедряясь в её поры и неровности, образуют покрытие. Соединение металлических частичек с поверхностью детали и между собой носит в основном механический характер и только в отдельных точках имеет место их сваривания.
Достоинства:
· небольшой нагрев деталей (120 - 180о С);
· высокая производительность процесса;
· высокая износостойкость покрытия;
· простота технологического процесса и применяемого оборудования;
· возможность нанесения покрытий толщиной 0,1-10 мм и более
из
любых металлов и сплавов.
Недостатки:
· пониженная механическая прочность покрытия;
· сравнительно невысокая прочность сцепления покрытия с поверхностью детали.
В зависимости от вида тепловой энергии, используемой в аппаратах для напыления, различают следующие способы напыления:
· газопламенное;
· электродуговое;
· высокочастотное;
· детонационное;
· ионно-плазменное;
· плазменное.
Газопламенное осуществляется при помощи спец. аппаратов, в которых [/ плавление напыляемого металла производится ацетилено - кислородным пламенем, а его распыление - струёй сжатого воздуха. Напыляемый материал в виде проволоки подаётся через центральное отверстие горелки и, попадая в зону пламени с наиболее высокой температурой расплавляется. Проволока подаётся с постоянной скоростью роликами, приводимыми в движение встроенной в аппарат воздушной турбинкой через червячный редуктор. В качестве напыляемого материала применяют так же металлические порошки, которые поступают в горелку из бункера с помощью транспортного газа (воздуха), (производительность процесса 2 -4 кг/ч).
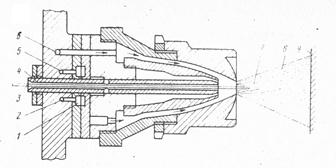 Распылительная
головка газопламенного проволочного аппарата для напыления:
Распылительная
головка газопламенного проволочного аппарата для напыления:
1. смесительная камера;
2. канал подвода кислорода;
3. проволока;
4. направляющая втулка;
5. канал подвода ацетилена;
6. воздушный канал; ацетилено- кислородное пламя;
7. ацетиленно- кислородное пламя;
8. газометаллическая струя;
9. напыляемая поверхность детали.
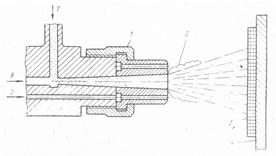 Распылительная
головка газопламенного порошкового аппарата для напыления:
Распылительная
головка газопламенного порошкового аппарата для напыления:
1. сопло;
2. факел газового пламени;
3. напылённое покрытие;
4. напыляемая поверхность;
5. канал подвода кислорода и горючего газа;
6. транспортирующий газ;
7. напыляемый порошок.
Электродуговое производится аппаратами, в которых распыление
металла
осуществляется электрической дугой, горящей между двумя
проволоками, а
распыление - струёй сжатого воздуха. Привод для подачи проволоки
в
зону горения электрической дуги в ручных аппаратах осуществляется
от воздушной
турбинки, в станочных - от электродвигателя (производительность 3-
14 кг/ч напыляемого материала).
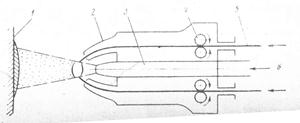 Схема
электородугового напыления:
Схема
электородугового напыления:
1. напыляемая поверхность;
2. направляющие наконечники;
3. воздушное сопло;
4. подающие ролики;
5. проволока;
6. сжатый газ.
Высокочастотное основано на использовании принципа индукционного нагрева при плавлении исходного материала покрытия (проволоки). Распыление расплавленного металла проиطводится струёй сжатого воздуха. Головка высокочастотного аппарата для напыления имеет индуктор, питаемый от генератора ТВЧ и концентратор тока, который обеспечивает плавление проволоки на небольшом участке её длины.
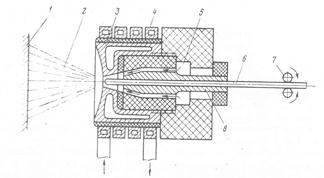 Распылительная
головка высокочастотного аппарата для напыления:
Распылительная
головка высокочастотного аппарата для напыления:
1. напыляемая поверхность;
2. газометаллическая струя;
3. концентратор тока;
4. индуктор, охлаждаемый водой;
5. воздушный канал;
6. проволока;
7. подающие ролики;
8. направляющая втулка.
Детонационное напыление, расплавление металла, его распыление и перенос на поверхность детали достигается за счёт энергии взрыва смеси газов ацетилена и кислорода. При напылении металла, камеру охлаждаемого водой ствола аппарата для напыления попадаются в определённом соотношении ацетилен и кислород. Затем в камеру вводится с помощью струи азота напыляемый порошок. Газовую смесь поджигают электрической искрой. Взрывная волна сообщает частичкам порошка высокую скорость полёта, которая на расстоянии 75 мм от среза ствола достигает 800м/с. .
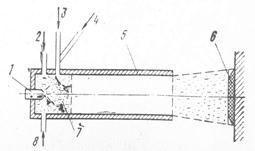 Схема
детонационного напыления:
Схема
детонационного напыления:
1. электрическая свеча;
2. подача кислорода;
3. сжатый азот;
4. металлический порошок;
5. ствол;
6. напыленный металл;
7. камера взрыва;
8. подача ацетилена.
При ударе о деталь кинетическая энергия порошка переходит в тепловую, при этом частички порошка разогреваются до 4000 С. После нанесения каждой дозы порошка ствол аппарата продувается азотом для удаления продуктов сгорания.
Этот процесс повторяется автоматически с частотой 3-4 раза в секунду. За один цикл на поверхность детали наносится слой металла толщиной до 6 мкм.
Ионно - плазменное напыление, детали помещают в вакуумную камеру, в камере напыляемый металл за счёт тепла эл. дуги приводится в плазменное состояние.
Положительно заряженные ионы металлической плазмы перемещаются на поверхность деталей, которые являются катодом. В вакуумную камеру вводится реактивный газ (азот), за счёт взаимодействия которого с частицами металлической плазмы происходит улучшение свойств покрытия.
Плазменное напыление - это такой способ нанесения металлических покрытий, при котором для расплавления и переноса металла на поверхность детали используется тепловые и динамические свойства плазменной дуги. В качестве плазмообразующего газа применяют азот. Исходный материал покрытия вводится в сопло плазмотрона в виде проволоки или порошка (размер 50-150 мкм.).
Порошок попадает в сопло из дозатора при помощи транспортирующего газа (азота) (3-12 кг/ч).
Попадая в плазменную струю, металлический порошок расплавляется и, увлекаемый струёй, наносится на поверхность детали, образуя покрытие.
2. В качестве напыляемых материалов при восстановлении автомобильных деталей применяют проволоку или порошковые сплавы.
При газопламенном, электродуговом и высококачественном напылении обычно используется проволока:
· среднеуглеродистая - при восстановлении посадочных поверхностей на
стальных и чугунных деталях;
· с повышенном содержанием углерода - для деталей, работающих в условиях трения.
При плазменном и детонационном напылении рекомендуется применять износостойкие порошковые сплавы на основе никеля или более дешёвые сплавы на основе железа с высоким содержанием углерода.
Напыленные покрытия по своим свойствам значительно отличаются от литых металлов. Их особенностью является пористость, при жидкостном и граничном трении играет положительную роль, т.к. поры хорошо удерживают смазку, что способствует повышению
износостойкости деталей. Однако пористое покрытие имеет пониженную механическую прочность.
Твёрдость покрытия является обобщающей характеристикой, определяющей в известной мере его износостойкость, зависит прежде всего от напыляемого материала и режима нанесения покрытия. Прочность сцепления покрытия с поверхностью детали является одним из основных параметров, позволяющих определить возможность применения напыления при восстановлении деталей. Наибольшее влияние на прочность сцепления оказывает метод подготовки поверхности детали к напылению. Чем больше шероховатость поверхности, тем выше будет прочность сцепления её с покрытием и определяется, в основном температурой нагрева и скоростью полёта металлических частиц в момент удара их о подложку.
Прочность сцепления покрытия с поверхностью детали может быть
повышена ПУТЁМ![]() напыления на деталь подслоя из тугоплавких металлов (молибден, t с
плавления =2620о С), а также при напылении в среде
защитных газов или в вакууме.
напыления на деталь подслоя из тугоплавких металлов (молибден, t с
плавления =2620о С), а также при напылении в среде
защитных газов или в вакууме.
Усталостная прочность деталей при их напылении почти не снижается, если при подготовке деталей к напылению применять методы создания шероховатости, не оказывающие влияние на неё. К таким методам относятся дробеструйная обработка и накатка поверхности деталей зубчатым роликом, эти методы подготовки обеспечивают высокую прочность сцепления покрытия с поверхностью детали и в то же время не снижают усталостной прочности деталей.
3. Процесс нанесения покрытий включает:
· подготовке деталей к напылению;
· нанесения покрытия;
· обработку детали после напыления.
Подготовка детали к напылению служит для обеспечения прочного сцепления покрытия с поверхностью детали. Она включает в себя:
· обезжиривание и очистку детали от загрязнений;
· механическую обработку;
· создание шероховатости на поверхности детали.
При механической обработке с поверхности детали снимают такой слой металла, чтобы после окончательной обработки напыленной детали на её поверхности осталось покрытие толщенной не менее 0,5 - 0,8 мм. Для получения на поверхности детали необходимой шероховатости её подвергают дробеструйной обработке или накатывают зубчатым роликом. Дробеструйную обработку производят в специальных камерах чугунной колотой дробью ДЧК - 1,5 при режиме:
· расстояние до детали от сопла дробеструйного аппарата 25 -50 мм;
· давление сжатого воздуха 0,5 - 0,6 МПа;
· угол наклона струи к поверхности детали 45 °;
· время обработки 2-5 мин.
Накатку для создания шероховатости, применяют при восстановлении деталей с твёрдостью не более НВ 350...400, её производят на токарном станке однорядным зубчатым роликом.
Промежуток времени между подготовкой и нанесением покрытия на деталь д. б. минимальным и не превышать 1,5...2 часа. Нанесение покрытия на поверхность детали производится на переоборудованных токарных станках или в специальных камерах. Пост напыления оборудуют вытяжной вентиляции. При использовании специальных камер они должны иметь соответствующие механизмы для взаимного перемещения детали и металлизатора. Режим напыления зависит от применяемого способа.
После нанесения покрытия деталь медленно охлаждают до
температуры окружающей среды и обрабатывают покрытия до требуемого
размера. В зависимости от твёрдости покрытия, требуемой прочности и
шероховатости деталей применяют обработку резанием или шлифованием.
Все свойства плазменных покрытий м. б. значительно улучшены
ПУТЁМ![]() введения в них процесса восстановления деталей сравнительно простой
операции - оплавления покрытия.
введения в них процесса восстановления деталей сравнительно простой
операции - оплавления покрытия.
4. При оплавлении покрытия плавится лишь наиболее легкоплавкая составляющая сплава. Металл детали при этом лишь подогревается, но остаётся в твёрдом состоянии. Жидкая фаза способствует более интенсивному протеканию дифорузных процессов. В результате оплавление значительно повышается прочность сцепления покрытия с деталью, увеличивается механическая прочность, исчезает пористость, повышается износостойкость покрытия и сопряженных с ним деталей. Оплавление покрытия может быть произведено:
· ацитилено - кислородным пламенем;
· плазменной струёй;
· токами высокой частоты;
· в нагревательных печах.
Хорошие результаты даёт оплавление ТВЧ, т.к. при этом обеспечивается локальный нагрев, не нарушающий термообработки всей детали.
Если допустим общий нагрев детали, оплавление покрытия производят в песчаной форме в электронагревательной печи. При этом способе оплавления деталь почти не деформируется, а покрытие получается более равномерным по толщине.
К сплавам, подвергающимся оплавлению, предъявляют следующие требования:
· t°C плавления легкоплавкой составляющей сплава должна быть 1000...1100() С;
· в оплавленном состоянии они должны хорошо смачивать подогретую поверхность детали;
· обладать свойствами самофлюсования, т.е. содержать флюсующие элементы.
Практически всем этим требованиям в полной мере удовлетворяют порошковые сплавы
на основе никеля, имеющие t° С плавлении 980... 1050° С и содержащие флюсующие
элементы (бор и кремний), а также 50% - ная смесь порошков ПГ - СРЗ и ПГ - С1 с t°C плавления 1080...1100°С.
Технологический процесс восстановления деталей с оплавлением покрытия включает в себя операции:
· шлифование детали для обеспечения правильной геометрической
формы
восстанавливаемой поверхности;
· дробеструйную обработку чугунной дробью ДЧК 1,5 при
давлении
воздуха 0,4.. .0,6 МПа, расстояния от поверхности 20.. .25 мм в
течение 3-5 мин;
· нанесения покрытия при режиме, рекомендованном для плазменного напыления;
· оплавление покрытия на установке ТВЧ при режиме: частота тока 75... 100 кГц, зазор между деталью и индуктором 5...6 мм. Частота вращения детали 15.. .20 об/мин сила тока высокой ступени генератора ТВЧ 5...8 А;
· шлифование поверхности детали до требуемого размера.
Оплавление покрытия, как показали исследования, имеют
следующие
свойства:
· при оплавлении покрытий из сплавов на основе никеля их структура становится
равномерной, состоящей из твёрдого раствора с t° С сплав980... 1050°С и твёрдых
кристаллов с t°C сплав 1600... 1700°С;
· макротвёрдость оплавленных покрытий, напыленных сплавом на основе никеля, в
зависимости от содержания в них бора, составляет HRC 35...60;
· износостойкость значительно повышается, превышает в 2..3
раза
износостойкость стали 45;
· прочность сцепления покрытия с поверхностью стальных деталей
после
оплавления повышается в 8... 10 раз и составляет 400-500 МПа;
· усталостная прочность деталей после оплавления покрытия
повышается
на 20-25%, что объясняется упрочняющим влиянием покрытия.
Таким образом, плазменное напыление с последующим оплавлением покрытия, позволяет возвратить деталям не только свойства новых деталей, но и значительно их улучшить.
Плазменным напылением с последующим оплавлением покрытие можно восстанавливать поверхности деталей, работающих в условиях значительных знакопеременных и контактных нагрузок - кулачки распределительных валов шейки коленчатых валов и др.
Д/з. (1) Гл.17., с.120..130, Рис.17.1, 17.2, 17.3, 17.4, 17.5, 17.8, 17.6, 17.7
studopedia.ru›…80354_tema-vosstanovleniya-detaley…
опрос 5. Детонационное напыление
Оно проводится на специальной установке (пушке) с использованием
энергии, выделяющейся при мгновенном сгорании взрывчатой смеси.
Процесс детонационного напыления протекает следующим образом. В
рабочую (взрывную) камеру установки поступает точно измеренное
количество взрывчатой смеси (ацетилен + кислород или пропан-бутан +
кислород) и взвешенных частиц порошкового материала. С помощью
запального устройства она воспламеняется. Из рабочей (взрывной)
камеры пламя распространяется по стволу со скоростью (2...4) 103
м/с.
Продукты детонации увлекают за собой частицы порошка, которые кроме
кинетической получают также тепловую энергию. Скорость выноса
порошка (0,6...1,2) 103 м/с.
Физико-химические и эксплуатационные свойства детонационных
покрытий, как правило, превышают аналогичные характеристики
покрытий, получаемых другими способами газотермического напыления.
Тема: Гальванические покрытия
Вопрос 1. Сущность гальванического способа нанесения покрытий
Количественно процесс электролиза подчиняется двум законам,
открытым Фарадеем, названным впоследствии законами Фарадея.
1. МАССА![]() вещества, выделившегося на катоде или растворившегося на аноде,
прямо пропорциональна силе тока и времени его прохождения, т. е.
прямо пропорциональна количеству прошедшего через электролит
электричества.
вещества, выделившегося на катоде или растворившегося на аноде,
прямо пропорциональна силе тока и времени его прохождения, т. е.
прямо пропорциональна количеству прошедшего через электролит
электричества.
2. При прохождении одного и того же количества электричества через
разные электролиты массы выделившихся или растворившихся веществ
пропорциональны их химическим эквивалентам.
Равномерность распределения толщины покрытия зависит от природы
электролита. Она различна для изделий одной и той же формы, но
покрываемых в разных электролитах. Свойство электролита давать
равномерные по толщине покрытия называется его рассеивающей
способностью.
Помимо рассеивающей способности различают так называемую кроющую
способность электролита. В отличие от первой она не дает
представления о равномерности толщины покрытия, а лишь
характеризует свойство электролита покрывать вою поверхность
катода, в том числе различные углубления.
Вопрос 2. Технология гальванического нанесения покрытий
Подготовка деталей. Покрываемым поверхностям придают необходимую
шероховатость. С них удаляют различные загрязнения, жировые и
оксидные пленки.
Механическая обработка предназначена для удаления с покрываемой
поверхности следов износа и придания ей требуемой шероховатости. В
процессе восстановления детали обычно шлифуют до шероховатости,
соответствующей 6...7-му классу.
Промывка органическим растворителем (бензином, керосином и др.)
применяется тогда, когда необходимо дополнительно очистить деталь
от грязи и масла, скопившихся в углублениях отверстиях и т. д.
Изоляция поверхностей деталей не подлежащих покрытию,
токонепроводящими материалами позволяет сохранить геометрические
размеры поверхностей, предотвращает потери электроэнергии и
металла.
Монтаж деталей на подвески.
Обезжириванием удаляют жировые загрязнения.
Травлением удаляют оксидные пленки и дефектный слой с покрываемых
поверхностей, выявляют кристаллическую структуру и повышение
активности металла. Его проводят химическим и электрохимическим
методами.
Обработка деталей после покрытия. После нанесения покрытия детали
промывают водой и подвергают нейтрализации в щелочных растворах для
удаления следов электролитов и предупреждения коррозии.
Термическая обработка служит для сушки или улучшения свойств
покрытий. Детали сушат в сушильном шкафу при 50... 100°С в течение
5... 10 мин. Температура сушки оцинкованных деталей после
пассивирования не должна превышать 50... 60 °С.
При механической обработке мягкие покрытия точат, а твердые -
шлифуют или хонингуют.
Вопрос 3. Восстановление деталей железнением
Железнение используют при: восстановлении малоизношенных деталей
(наращивание до нормального или ремонтного размера) автомобилей,
тракторов, сельскохозяйственных машин, различного оборудования;
исправлении брака механической обработки; упрочнении рабочих
поверхностей деталей из малоуглеродистой и среднеуглеродистой
сталей, не прошедших в процессе изготовления термической
обработки.
По составу (по виду аниона соли железа) электролиты делят на три
группы: хлористые, сернокислые и смешанные
(сульфатно-хлористые).
После выдержки деталей без тока включают ток плотностью 2...5 А/дм2
и проводят электролиз 0,5...1,0 мин. Затем в течение 5... 10 мин
катодную плотность тока постепенно увеличивают до заданного
значения. Его малая плотность в начале электролиза способствует
количественному преобладанию выделения водорода над осаждением
железа.
Вопрос 4. Восстановление деталей хромированием
Хромированием получают мелкозернистые покрытия микротвердостью
4000... 12000 МПа с низким коэффициентом трения и высокой
сцепляемостью.
Однако хромирование - энергоемкий, дорогой и малопроизводительный
процесс. Его используют для следующих целей: защитно-декоративное
хромирование арматуры автомобилей, велосипедов, мотоциклов, вагонов
и т. д.; увеличение износостойкости и срока службы пресс-форм,
штампов, измерительных и режущих инструментов, трущихся
поверхностей деталей машин (поршневых колец, штоков гидроцилиндров,
плунжеров топливных насосов) и др.; восстановление малоизношенных
ответственных деталей автомобилей, тракторов и различного
оборудования; повышение отражательной способности при изготовлении
зеркал, отражателей и рефлекторов.
Вопрос 6. Способы нанесения гальванических покрытий
Ванные способы. Детали помещают в электролит, находящийся в
какой-либо емкости (в стационарных ваннах, колоколах, колокольных и
барабанных ваннах).
Безванные способы. При восстановлений корпусных и других крупных
деталей площадь наращиваемых поверхностей мала по сравнению со всей
площадью. Поэтому их наращивают безванными способами: проточным,
струйным, электроконтактным и др.
При проточном и струйном способах за счет обеднения при катодного
слоя электролита создаются условия, позволяющие в 2... 3 раза
повысить производительность процесса. Эти способы обеспечивают
более высокое качество покрытий и лучшую равномерность. Первым
восстанавливают посадочные поверхности корпусных деталей (блоков
цилиндров корпусов коробок передач и др.), а вторым - крупные валы,
например коленчатые,
Сущность электроконтактного способа (электронатирания) заключается
в том что электроосаждение металла происходит*при прохождении
постоянного тока через маленькую ванночку.
Тема: Применение полимерных материалов в ремонтном производстве
Вопрос 1. Общие сведения о полимерах
Пластическими массами называют материалы, изготовленные на
основе высокомолекулярных органических веществ и способные под
влиянием повышенных температур и давления принимать определенную
форму, которая сохраняется в условиях эксплуатации изделия.
Их главная составная часть - полимер, соединяющий все компоненты.
Кроме него в состав входят наполнители, пластификаторы,
отвердители, катализаторы (ускорители), красители и другие
добавки.
Термопластичные пластмассы - (полиамиды, полиэтилен, полистирол и
др.) при многократном нагревании и охлаждении сохраняют способность
размягчаться, плавиться и вновь затвердевать, что связано с их
линейной или разветвленной структурой макромолекул, В них не
происходят химические реакции.
Термореактивные пластмассы (пресс-порошки, текстолит, эпоксидные
композиции и др.) нагреваясь, необратимо переходят в неплавкое и
нерастворимое состояние, связанное с образованием пространственной
(сшитой) структуры.
Вопрос 3. Герметизация неподвижных разъемных соединений полимерами
Применение герметизирующих полимерных материалов вместо
прокладок или в сочетании с ними повышает долговечность узлов и
агрегатов, снижает вероятность возникновения подтекания топлива,
смазочных материалов и охлаждающих жидкостей. Полимерные материалы
делятся на две группы: (отверждающиеся и неотверждающиеся. К первой
относятся кремнийорганические герметики типов эластосил и КЛТ-75Т,
ко второй - жидкие уплотняющие прокладки типа ГИПК и уплотнительная
замазка У-20А.
Технологический процесс герметизации включает зачистку и
обезжиривание поверхности, нанесение герметика, сборку и
отверждение отверждающихся герметкков. Соединяемые поверхности
зачищают от старых прокладок с помощью ручного или
механизированного инструмента. Далее их обезжиривают ацетоном.
Тема: Другие способы восстановления деталей
Вопрос 1. Заделка трещин в корпусных деталях
Заделка трещин в корпусных деталях. Эту операцию выполняют
слесарно-механическими способами: штифтованием, фигурными вставками
и постановкой заплат.
Заделка трещин штифтованием - весьма трудоемкая операция и требует
высокой квалификации слесаря. Сущность этого способа состоит в том,
что трещину по всей ее длине заделывают резьбовыми штифтами.
Последние изготовляют из красной меди или бронзы.
Заделка трещин фигурными вставками позволяет восстанавливать не
только герметичность детали, но и ее прочность.
Заделка трещин постановкой заплат позволяет восстанавливать
герметичность в корпусных деталях. Заплату изготовляют из листовой
стали 20 толщиной 1,5...2,0 мм, меди или латуни. Ее размер должен
быть таким, чтобы она выходила за края пробоины или трещины на
15...20 мм. Крепят заплату винтом или заклепками на расстоянии
10... 15 мм одна относительно другой. Перед установкой ее и место
трещины промазывают. Под заплату ставят прокладку из стеклоткани и
также промазывают ее суриком или герметизирующей смазкой.
Вопрос 2. Ремонт резьбовых соединений
Работоспособность резьбовых соединений восстанавливают двумя методами: с изменением первоначального размера изношенной резьбовой детали (способ ремонтных размеров) и без его изменения (способы наплавки и заварки, постановки добавочных деталей, замены части детали). Более прогрессивным считается последний, т.е. без изменения размеров резьбы (под номинальный размер), так как при этом не нарушается взаимозаменяемость и не уменьшается прочность соединения.
Лекция 9. Особенности размерной обработки деталей
Механическая обработка резанием используется в качестве
подготовительной и окончательной обработок при восстановлении
деталей разными методами и служит основой ремонта деталей (гильз
цилиндров, коленчатых валов и др.) способами ремонтных размеров и
заменой части изношенных деталей,
Качество поверхности и точность механической обработки определяют
качество восстановленных деталей, а следовательно, и
отремонтированных машин.
На ремонтных предприятиях практически встречаются все виды
механической обработки резанием (точение, фрезерование, строгание,
сверление, зенкерование, развертывание, протягивание, зубо- и
резьбонарезание, хонингование, притирка, полирование и др.),
применяемые на машиностроительных заводах.
Основными трудностями при механической обработке служат выбор
баз.
Базами служат линии, точки или их совокупности, необходимые для
ориентации детали на станке, ее расположения в узле. По назначению
они бывают конструкторские, технологические и измерительные.
Конструкторские базы - совокупность поверхностей, линий, точек, от
которых заданы размеры и положения деталей и узлов при разработке
конструкции машины.
Технологические базы - поверхности (линии и точки), служащие для
установки детали на станке и ориентирующие ее относительно режущего
инструмента.
Измерительные базы - поверхности (линии или точки), от которых
измеряют выдерживаемые размеры.
Технологические базы разделяют на основные и вспомогательные.
Применение современных режущих инструментов
Алмазное хонингование служит для ремонта гильз цилиндров,
обработки отверстий нижних шатунов, тормозных цилиндров и др.
Взамен абразивного оно способствует повышению стойкости инструмента
(брусков) в 150…300 раз, точности деталей на 70% и повышению
производительности обработки, снижению шероховатости на 1... 2
класса и расходов на инструмент на 30...40%.
Разновидности хонингования - отделочное хонингование эластичными
брусками и плосковершинное хонингование.
Отделочное хонингование эластичными брусками применяют для
обработки точных отверстий деталей (гильз цилиндров и др.).
Режущими элементами служат алмазные зерна, закрепленные в
каучукосодержащих связках. Эластичность в зависимости от марки
изменяется в широких пределах, что обрабатывать ими различные
материалы.
Плосковершинное хонингование- процесс обработки сущность которого
заключается в формировании на гильзах и цилиндрах микропрофиля.
Последний имеет большую опорную поверхность с углублениями
(масляными карманами) для размещения смазки. В результате
сокращается длительность приработки, повышается износостойкость
гильз и цилиндров, уменьшается или остается без изменений расход
масла на угар.
Полирование алмазными (абразивными) лентами применяется для
получения высокого класса шероховатости поверхностей
цилиндрических, эксцентричных и фасонных деталей на токарных или
круглошлифовальных станках. В частности, полируют шейки и галтели
коленчатых валов.
Алмазная (эльборная) притирка применяется в качестве финишной
операции для получения герметичности клапанов и плунжерных пар
топливных насосов. Притирка эльборной пастой (зернистостью ЛМ40,
консистенцией МО и концентрацией эльбора 20%) на притирочном станке
ОПР-1841А абразивной снижает время обработки в 5... 7 раз.
(рассказать о притирке золотников гидрораспределителей).
Электроконтактная черновая обработка основана на комбинированном
воздействии электрических, тепловых и механических факторов на
данную обрабатываемую заготовку.
Кроме того существуют еще алмазное выглаживание, дробеструйная
обработка, ультразвуковое упрочнение.
Электродуговая металлизация производится аппаратами, в которых плавление проволок осуществляется электрической дугой. Для электродуговой металлизации применяют аппараты ЭМ-3 А, ЭМ-9, ЭМ-10, ЭМ-12-67 (ручные) и ЭМ-6, ЭМ-12 и МЭС-1 (станочные), (рис. 17.5).[ ...]
Г а з о в а я металлизация производится аппаратами ГИМ-2М, МГИ-1-57, МГИ-2-65 и др., в которых проволока плавится ацетилено-кислород-ным пламенем (рис. 17.6, а).[ ...]
Высокочастотная металлизация основана на плавлении проволоки токами высокой частоты (рис. 17.6, б). В высокочастотном аппарате проволока специальным механизмом подается непрерывно в направлении конусного отверстия концентратора вихревых токов. Попадая в отверстие, проволока плавится и распыляется сжатым воздухом. Процесс ведется металлизаторами МВЧ-1, МВЧ-2 и МВЧ-3.[ ...]
Установки для плазменной металлизации выпускаются под марками УПУ-3, УПУ-ЗМ, УМП-4-64, УМП-5-68. Они работают при напряжении от 40 до 65 В, при силе тока 200-400 А, скорость потока плазмы достигает 90 м/с. Производительность металлизаторов находится в пределах 2,5- 12 кг/ч.[ ...]</</p>
![]()
![]()
![]()
![]()
газотермическое напыление валика шпалоподбоечной машины, восстановление геометрии
 Газопорошковая наплавка лапки культиватора, NiCrBSi
Газопорошковая наплавка лапки культиватора, NiCrBSi
WC 
Газопламенное напыление с оплавлением рабочей поверхности плунжера
Электродуговая металлизация шейки оси колесной пары, восстановление геометрии



Газопламенное напыление шейки коленчатого вала тепловозного дизеля 5Д49, восстановление геометрии с продлением срока службы
Газотермическое напыление. Покрытие после мехобработки